
李小麗 孫興鶴
(鞍鋼股份有限公司煉鐵總廠 遼寧 鞍山114021)
摘要:為解決鋼鐵行業火車受料槽卸料時粉塵污染,本文介紹了火車受料槽卸料時的產塵機理,通過理論分析和計算,合理確定了受料槽卸料除塵的密閉方式、抽風量的大小、抽風點的位置及數量等。該技術用于鞍鋼三燒原料區域受料槽揚塵治理取得了良好的除塵效果。
關鍵詞:受料槽;揚塵;產塵機理;密閉;抽風量;效果
1 前言
煉鐵總廠三燒360m2燒結機鐵精礦通過翻車機、熔劑及燃料通過火車受料槽進行裝卸,再由膠帶機送入原有配料室內。
熔劑為石灰石、生石灰和菱鎂石粉等,燃料為干熄焦粉。熔劑及燃料通過火車受料槽每天卸料量約2500噸,卸料時間約20小時,螺旋機卸料過程產生粉塵量約3.81噸/天(692kg/h),年排放量856噸。火車受料槽作為一種大型、高效率裝卸設備已廣泛應用于我國大中型鋼鐵廠。受料槽由上、下兩部分組成(如圖1所示),上部為裝料的火車與雙螺旋卸車機,下部為卸料篦板與受料倉。受料槽進行卸料作業時,由于物料快速高落差落下會產生大量揚塵,導致受料槽室粉塵到處飛揚,經檢測,粉塵濃度可達上千毫克每立方米,不僅嚴重危害著崗位工人的身體健康,并且飛揚的粉塵彌漫在車間中,影響操作崗位的視線,造成安全隱患。
本文闡述鞍鋼煉鐵總廠三燒原料區域受料槽揚塵治理方案及取得的效果。
2 現場描述
三燒受料槽廠房長度72米,四周無外墻;由東西兩列受料槽組成,各配置有兩臺雙螺旋卸車機。東受料槽有11個料槽:7個儲存焦碳粉,4個儲存鎂砂粉;西受料槽有10個料槽: 4個儲存生石灰粉,6個儲存井石礦粉。
卸料時,東西受料槽上方各停放4節車廂,操作工人打開車廂側門,車廂內物料在重力作用下會自動滑落一部分到受料槽中,然后操作工人使用螺旋卸料機進行卸料,最后人工清掃剩下的物料。最大工作量時,同時對2節車廂進行卸灰。
在車廂內物料通過重力自動卸料開始時,受料槽口冒出少量粉塵,當使用螺旋卸料機進行卸料時,由于卸料量大,此時受料槽口產生大量含塵氣流,粉塵彌漫受料槽面,嚴重影響工人操作視線,存在安全隱患,同時高濃度的崗位粉塵濃度對工人身體健康造成巨大傷害。
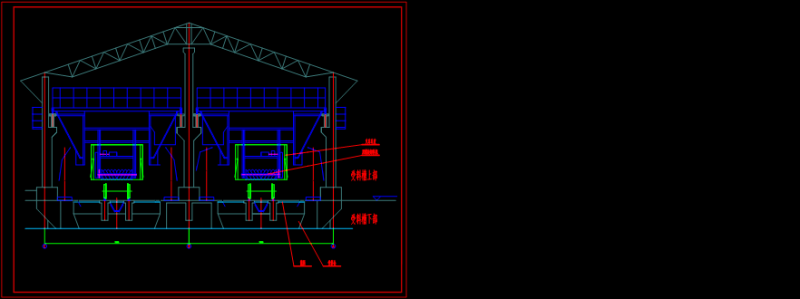 圖1 受料槽示意圖
圖1 受料槽示意圖
2.1 產塵機理
通過現場常勘察,其產生大量粉塵的原因是:大量物料在卸落的過程中誘導部分空氣進入料倉之中,由于料倉較深,物料落差較大,使物料及誘導進入倉內的空氣產生較大的末速度,物料落入倉內停止后,物料的動能轉化給誘導進入倉內的空氣,使空氣獲得巨大動能,料倉內壓力升高加上空氣獲得較高的速度,高速氣流從槽口外逸,并將細小顆粒粉塵帶出倉外,于是形成槽口大量粉塵外逸。
根據此產塵機理,采用CFD軟件對此過程建模,然后進行模擬計算如圖2:
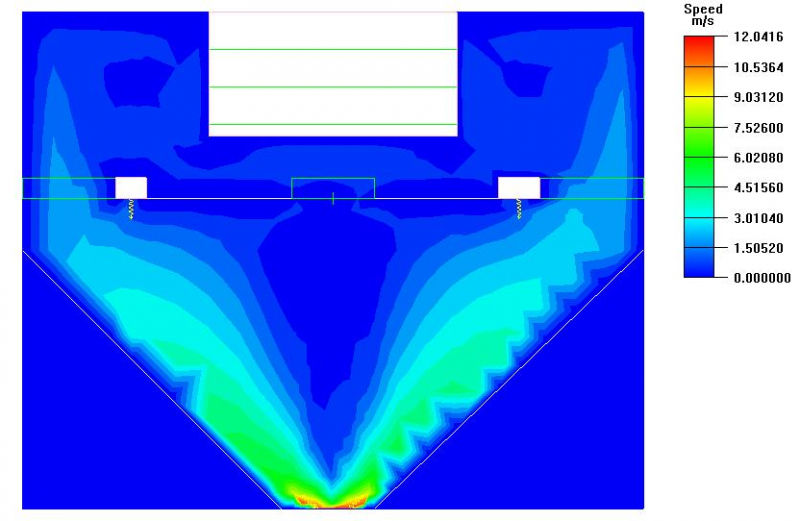
圖2 氣流速度分布圖
從圖2可以看出,物料在碰到倉壁的瞬間進行能量轉化的時候,內部氣流獲得的巨大的速度,使倉內產生了較大的壓力。
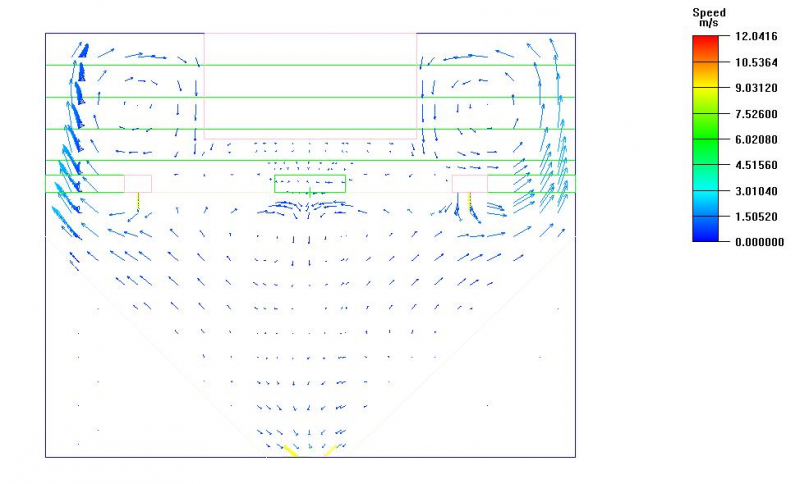
圖3 氣流矢量分布圖
從圖3可以看出,大量氣流沿倉壁逸出,即帶出大量粉塵,而且可以看出火車底部槽口出風速度很小,現場實際卸料時火車底部幾乎看不到粉塵,這與現場實際情況吻合。
4 治理方案
根據以上粉塵產生的機理,擬采取兩種措施控制氣流并捕集粉塵。
4.1 方案一:倉內捕集
根據分析,在料倉壁的氣流速度最大,且卸料的最遠距離僅到槽口中部區域,因而對現有槽口篦子進行改造,沿槽口寬度方向縮短200mm,即在倉壁處留出200mm空間,然后在此處空間設置抽風口進行抽風,直接捕集倉內的高速氣流,使其不從槽口逸出,即可防止粉塵外逸。
設置的抽風口深入槽口下100mm,并設置一側導流板,不影響卸料,有效的捕集高速含塵氣流。抽風示意如圖4:
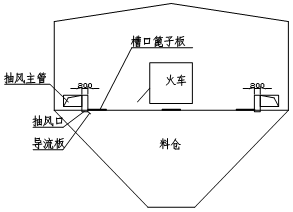
圖4 倉內抽風示意圖
對于此方案采用CFD進行模擬,結果如下圖:
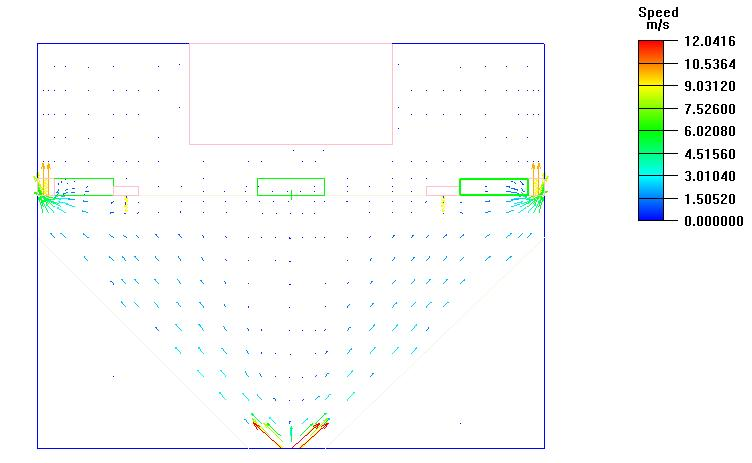
圖5 倉內抽風速度矢量圖
從圖5可以看出,改造后的槽口呈負壓進風狀態,倉內產生的高速氣流直接被抽風口抽出,同時火車底部槽口也呈微負壓狀態。
可見,通過對槽口改造并增加抽風后,可以很好的控制倉內氣流,防止倉內粉塵逸出倉外。此外,由于抽風口處與倉內,槽面的篦子板能有效防止卸料門密封用稻草進入除塵管道內。
4.2 方案二:槽口捕集
根據槽口氣流特性,對逸出倉外的含塵氣流進行捕集。即在槽口處設置側吸風口進行抽風,但側吸風口受外部橫向氣流影響較大,因而還需在側吸風口與槽口上方設置整體密閉罩。如圖6:
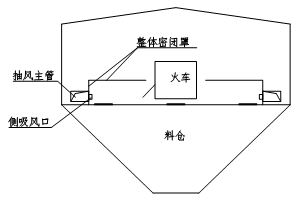
圖6 槽口捕集示意圖
采用CFD對此種方式進行模擬,結果如下圖:
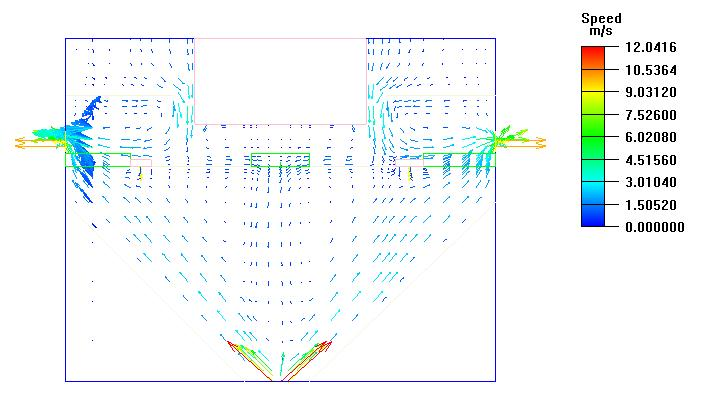
圖7 槽口抽風速度矢量圖
從圖7可以看出,在設置整體密閉罩后,倉內逸出的氣流被控制在密閉罩內,并從側吸風口處抽走,此措施可以達到粉塵捕集效果。
綜上所述,兩種措施均可以有效捕集粉塵。方案一較為簡便,但需要對槽口進行一定改造。方案二則稍微復雜,在槽口上方設整體密閉罩后對工人操作會有一定影響,工人作業在灰中,存在一定的安全隱患。最終,鞍鋼三燒原料區域受料槽除塵采用第一種方案。
除此之外,為保證較好的抽風效果,減少橫向氣流影響,對受料槽廠房進行整體封閉。廠房東面設可拆卸墻體,方便卸料篦子更換和檢修,廠房西面設固定墻體,兩面均留人員進出的單開門,上半部分考慮采光。
廠房南北側端部,除留出供火車廂進出的門孔外,其余部分用壓型鋼板予以封閉,在門孔處設置對開的電動大門。
抽風管需要落地布置,在風管上部設行走平臺和護欄,便于工人通行和卸灰操作。檢修螺旋的備品備件則放置在廠房柱間的空間。
對螺旋卸料操作室進行密封改造,加裝空調,保持操作室內的空氣的潔凈度,改善工人的操作環境。
4.3 抽風點設置
根據火車車廂長度,每個倉的長度以及卸灰時產塵特性,通過CFD軟件模擬分析后,在每個倉設置6個抽風口,即火車兩邊各3個抽風口,所有抽風口經過主管匯合后接出廠房外進入除塵系統外網,最后通過除塵器進行凈化處理。
4.4 吸塵罩及風量設置
受料槽接收多種礦物料,生石灰、焦炭礦、鎂砂礦、石灰石礦等,由于各種物料的含濕量不同,粉塵粒徑及粉塵密度不同,因而所需的抽風量會有一定區別,對各個倉上的抽風風量,通過GFD軟件計算如表1:
表1 GFD理論謀算受料槽各灰倉風量分配表
|
抽風點位置 |
數 量 (個) |
單倉風量 (m3/h) |
總風量 (m3/h) |
|
鎂砂礦倉 |
4 |
18750 |
75000 |
|
焦炭礦倉 |
7 |
28000 |
196000 |
|
生石灰倉 |
4 |
33000 |
132000 |
|
石灰石倉 |
6 |
28000 |
168000 |
|
合 計 |
21 |
|
571000 |
然而,風量分配需與現場實際相結合。三燒原料區域受料槽共有2條鐵軌,可同時進2列火車,各配備2臺雙螺旋卸料機。卸料時,東西受料槽上方各停放4節車廂,最大工作量時,同時對2節車廂進行卸灰。為了達到更好的粉塵治理效果并盡量節省風量,應對各抽風罩進行切換控制,將有限的風量集中起來控制揚塵點(如圖8所示)。因此,在GFD軟件計算的風量基礎上,將風量進行調整,最終風量分配如表2:
表2 實際受料槽各灰倉風量分配表
|
抽風點位置 |
數 量 (個) |
總風量 (m3/h) |
備 注 |
|
東受料槽 |
10 |
200000 |
切換使用,共6個抽風口 |
|
西受料槽 |
10 |
300000 |
切換使用,共6個抽風口 |
|
合 計 |
20 |
500000 |
|
綜上所述,該受料槽密閉罩總抽風量設計為![]() Q=500000m3/h。
Q=500000m3/h。
5. 工程實踐
根據以上理論基礎,2013年對該受料槽進行了揚塵治理,2014年初系統投入運行后,現場肉眼觀察受料槽密閉罩無揚塵外溢,對開門處負壓較大,抽風效果良好。2014年6月鞍鋼公司組織驗收測試,崗位粉塵濃度完全滿足國家新標準≤8mmg/m3標準,大大改善了現場操作環境。實測數據見表3:
|
表3 崗位粉塵濃度監測結果 |
|||
|
崗 位 |
粉塵濃度 (mg/m3) |
數 據 個 |
平均濃度 (mg/m3) |
|
受料槽南 |
4.1~5.4 |
5 |
4.7 |
|
受料槽中 |
4.0~4.8 |
5 |
4.5 |
|
受料槽北 |
5.5~6.2 |
5 |
5.8 |
|
受料槽下南 |
5.0~5.8 |
5 |
5.6 |
|
受料槽下北 |
4.5~5.3 |
5 |
5.0 |
6 結論
(1)根據受料槽產塵機理的分析研究,較科學地確定了抽風點及抽風量,為有效捕集揚塵提供了理論依據。
(2)經工程實踐證明,以上理論推算是合理的準確的。
(3)該受料槽揚塵治理技術可以很好地滿足生產與環保要求,經濟、實用、可行。
參考文獻
[1] 張殿印、張學義著.除塵技術手冊[M].北京:冶金工業出版社,2002
[2] 劉莉、楊景玲、孫永軍.受料槽粉塵捕集試驗研究[A].通風除塵[C],1998.3
[3] 劉和云、寧佐陽、符慧林.受料槽卸煤時的揚塵特性研究[N].長沙電力學院學報,2001(第16卷第2期)
[4] 趙連琦.國內外受料槽設備的發展及實用簡介[A].鋼鐵廠設計[C],1998.4