
李海波
( 中國二重重型機械設計研究院,四川618000)
摘要: 通過對軋機機架外形尺寸、自升式液壓平板車相關參數的分析,結合安裝現場實際情況,制定出最為經濟、合理、適用的軋機機架裝車轉運方案。
關鍵詞: 軋機機架; 自升式液壓平板車; 液壓千斤頂
我公司為某鋁軋機生產的大型軋機機架已按期完成,但由于用戶現場的基礎建設、廠房建設等項目前期工作嚴重拖期而不具備軋機機架的安裝條件。另外,特大型機械設備受到運輸和施工等諸多因素的影響,經過用戶、二重、安裝單位等三方進行討論分析,最終商定將該項目中包括立輥機架、粗軋機機架、精軋機機架共十一件特大零件先行發到用戶現場,在廠房外( 露天) 空地暫時存放,待現場基礎和廠房具備條件后可以立即進行安裝。三方還確定在軋機機架運到用戶現場之前,對存放機架的露天場地進行簡單平整、硬化處理,并根據軋機機架外形結構及相關尺寸制作相應的水泥墩,用于支撐軋機機架,以便卸車和二次裝車裝運。由于用戶基礎建設一直拖期,導致機架未能及時安裝就位,在露天場地存放時間長達半年之久,地面出現不同程度沉降,有些用于支撐的水泥墩被壓歪、壓潰、壓塌,平放的機架不同程度傾斜,給后期的二次裝車轉運帶來了極大的困難。
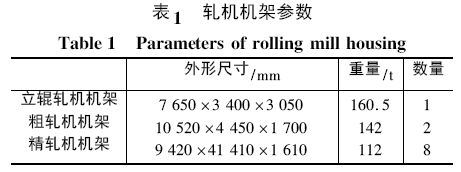
1 軋機機架的結構形式及相關參數
先期發到用戶現場,需要二次裝車轉運的零件包括立輥軋機機架、粗軋機機架、精軋機機架等共計11件機架,這些零件是該項目的關鍵零件,也是項目中重量較重、外形尺寸較大的零件。最重的立輥機架為160. 5 t,最輕的精軋機機架也有112 t。粗軋和精軋機機架屬于扁平型長方體零件,寬度大于4 m。立輥機架屬于框式零件,寬度為3 400 mm。如表1 所示。
2 裝車轉運方案分析
2. 1 運輸方式的選擇
從軋機機架存放地點到安裝就位位置的距離是1 km ~ 2 km,路面是只做了簡單平整的土路,轉運路線曲折。由于存放位置、轉運路線、安裝位置的特殊情況,決定本次轉運只能選擇汽車運輸的方式。
用戶現場設備跨的天車一共有四臺,最大的一臺為100 t,其余三臺均為50 t,而每臺機架的重量均超過100 t,所以軋機機架運輸到現場之后無法使用天車起吊。因此選擇自帶升降功能的自升式液壓平板車,以實現將工件放置在支撐架上,利用轉運車自身的升降功能讓車身可以從工件下方進退。自升式液壓平板車具有超重載荷搬運、機動靈活、高穩定性、高通過性等特點。
根據軋機機架的結構特點、零件重量和外形尺寸參數,選擇采用七線十四軸自升式液壓平板車。車廂平板面距地面的高度為900 mm ~ 1 100mm; 車廂平板面寬度為3 200 mm; 長度為11 000mm; 板車載重200 t。該自升式液壓平板車的升降行程為200 mm。確定運輸工具后,結合工件的重量、外形尺寸及結構特點,要求裝車時必須嚴格控制工件在平板車車廂上的擺放位置。
2. 2 吊裝方式的選擇
此次轉運工件的基本步驟是: 裝車→運輸→卸車。由于現場用于支撐的水泥墩被壓歪、壓潰、壓塌,平放的機架不同程度傾斜,所以裝車工作成了轉運工作中最關鍵、最困難的一個步驟。
如此大型的零件通常采用至少兩臺特大型汽車吊進行吊裝。初步估計,全部吊裝完11 件機架所用的汽車吊的費用將近20 萬元。而且由于存放時機架與機架間距離較近,基本沒有汽車吊的架車空間。所以,汽車吊裝的方案不可行。
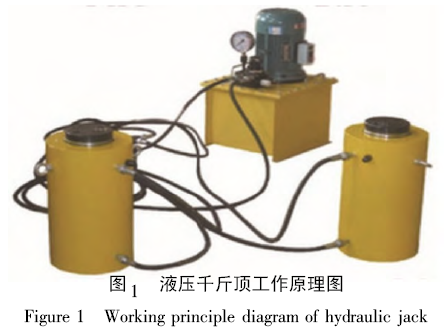
既沒有天車直接吊裝,也不選擇汽車吊,結合現場實際情況,我們制定出一套用液壓千斤頂逐步抬升工件的方案。根據軋機機架的重量,考慮到安全性和經濟性,選取兩件50 t 液壓千斤頂,行程為250 mm,通過一套微型泵站系統控制液壓千斤頂的升降,如圖1 所示。準備若干枕木和簡易方箱,用于工件抬升時支墊工件和千斤頂。裝車時,將軋機機架兩頭逐步分級抬升,抬升后進行支墊,然后再抬升再支墊,使整個工件向下的面完全高于自升式液壓平板車的車廂平板后,再將液壓升降平板車緩慢對準并開入工件“肚子”下面,然后通過平板車自身的升降功能將液壓缸杠桿緩慢伸出,使工件平穩放在自升式液壓平板車的車箱上。由于軋機機架的頂端較窄,機架地腳板端較寬,為了方便液壓千斤頂的支墊,所以將機架地腳板端裝在平板車車頭端,將機架的頂端裝在平板車車廂的車尾。根據平板車車廂尺寸和工件的相關尺寸,機架頂端的支撐位置選擇在工件寬度方向的中間部位,機架底端的支撐位置選擇在工件寬度方向靠近兩側的部位,平板車寬度為3 200mm,為了便于平板車順暢進入,選擇機架底端到支撐的間距為3 400 mm,確保車廂單邊有100mm 的間隙。間隙太小將增加平板車車廂與工件對齊的難度,間隙太大受力又不好。同時寬度方向的兩受力點與機架中心對稱分布,這樣機架三點受支撐力,理論上更穩定、更安全。為了使機架保持水平,避免千斤頂受偏載力,兩液壓千斤頂升
降時盡量保持同步,且每次頂升的行程不宜選得太大。液壓千斤頂頂升過程中兩側由專人及時測量工件距離車廂高度方向的尺寸,泵站操作人員根據機架兩側高度值及時調整控制液壓泵站控制手柄,使工件緩慢平穩升降。
3 抬升步驟和裝車過程
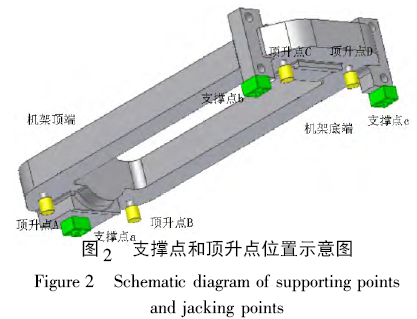
抬升工作的關鍵是受力位置的選擇和逐步抬升高度的控制,避免偏載過大。通過對工件結構的分析和重心位置的計算,確定了如圖2 所示的支撐點和頂升點的位置。
抬升步驟:
( 1) 抬升機架頂端。( a) 液壓千斤頂分別放在頂升點A 和頂升點B 處。液壓泵站供油,將千斤頂缸桿伸長到最大行程,將工件抬高,在支撐點a 處用枕木支墊,墊高約為200 mm。千斤頂泄壓,支撐點a 受力。( b) 在頂升點A 和頂升點B處千斤頂底部墊枕木,高約為200 mm,千斤頂缸桿伸長到最大行程,工件抬高,在支撐點a 處增加枕木,高約為200 mm。千斤頂泄壓,支撐點a 受力。經過兩次抬升之后,機架頂端抬升高度為400 mm。此次抬升過程機架兩端高度差最大,但機架的斜度僅為3°,能保證工件的偏載在安全范圍內。
( 2) 抬升機架底端。( a) 液壓千斤頂分別放在頂升點C 和頂升點D 處。液壓泵站供油,將千斤頂缸桿伸長到最大行程,工件抬高,在支撐點b和支撐點c 處用枕木支墊,墊高約為200 mm。千斤頂泄壓,支撐點b 和支撐點c 受力。( b) 在頂升點C 和頂升點D 處千斤頂底部墊枕木,高約為200 mm,千斤頂缸桿伸長到最大行程,工件抬高,在支撐點b 和支撐點c 處增加枕木,高約為200mm。千斤頂泄壓,支撐點b 和支撐點c 受力。( c) 在頂升點C 和頂升點D 千斤頂底部墊枕木,高約為200 mm,千斤頂缸桿伸長到最大行程,工件抬高,在支撐點b 和支撐點c 處增加枕木,高約為200 mm。千斤頂泄壓,支撐點b 和支撐點c 受力。經過三次抬升之后,機架底端抬升高度為600 mm。
( 3) 抬升機架頂端。重復( 1) 的抬升、支墊過程,經過兩次抬升之后,將機架頂端抬高至800mm。
( 4) 抬升機架底端。重復( 2) 的抬升、支墊過程,經過兩次抬升之后,將機架底端抬高至1 000mm。
( 5) 抬升機架頂端。重復( 1) 的抬升、支墊過程,經過一次抬升之后,將機架頂端抬高至1 000mm。
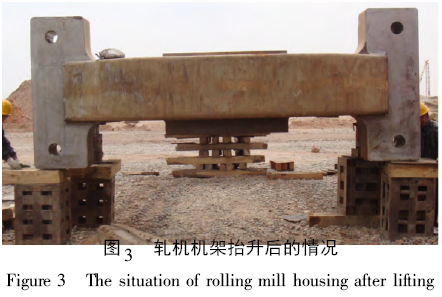
經過抬升后,現場工件的基本情況如圖3 所示。
每次正常提升前先對傾斜的機架進行調平,調平時也用千斤頂進行調整,工件基本水平之后再按上述步驟進行逐步抬升。抬升過程中,受力的頂升點和支撐點下面都要用枕木和支撐塊墊平墊實。每次頂升都需注意檢查機架的水平度和抬升高度,基本保證自升式液壓平板車能順利進入軋機“肚子”后停止抬升。自升式液壓平板車進入前,先將板車車廂的高度下降到最低,將板車寬度方向與軋機機架寬度方向基本保持平行,使自升式液壓平板車車廂兩側與支墊堆的間距大致對稱,板車周圍由專人實時檢查,協同引自升式液壓平板車就位。自升式液壓平板車到位后,利用平板車自身的升降機構將工件頂起,確認機架與支墊枕木脫開后,整個裝車過程結束,如圖4 所示。

由于立輥機架的寬度尺寸為3 400 mm,只比自升式液壓平板車車廂單邊寬100 mm,所以在機架下方用了兩根4 200 mm 左右的鋼軌,用于頂升后的支撐,使支撐位置可以拓展大于3 400 mm,滿足3 200 mm 寬的自升式液壓平板車車廂能夠進入。
利 用上述方法,現場轉運11 件軋機機架,大大降低了裝車成本,順利完成了此次大型零件的轉運工作。
4 結論
本項目中利用液壓千斤頂人工逐步抬升工件的方法進行裝車,利用自升式液壓平板車進行轉運,現場共完成11 件大型軋機機架的裝車轉運工作。結合現場實際情況,制定出了經濟、合理、安全、可靠的大型軋機機架類零件的裝車轉運方案,大大降低了生產成本。為各相關行業的大型零件的運輸及安裝過程提供了一種新思路。