
董擇上, 薛慶國, 左海濱, 佘雪峰, 王廣, 王靜松
(北京科技大學(xué)鋼鐵冶金新技術(shù)國家重點實驗室,北京 100083)
摘 要:為降低氧氣高爐煉鐵流程中循環(huán)煤氣脫除CO2及煤氣預(yù)熱成本,提出了氧氣高爐噴吹焦?fàn)t煤氣煉鐵流程,并建立了新流程能質(zhì)平衡數(shù)學(xué)模型,應(yīng)用該模型分別對傳統(tǒng)高爐、傳統(tǒng)高爐噴吹焦?fàn)t煤氣、氧氣高爐(鼓風(fēng)氧體積分?jǐn)?shù)為30%、40%、50%、100%)噴吹焦?fàn)t煤氣煉鐵流程主要技術(shù)參數(shù)進行計算并對比。結(jié)果表明,傳統(tǒng)高爐噴吹少量焦?fàn)t煤氣(30 m3/t)可降低燃料比13 kg/t,焦?fàn)t煤氣置換焦炭的置換比為0.433 kg/m3,但是對其他參數(shù)影響不大。氧氣高爐噴吹焦?fàn)t煤氣流程隨著富氧率提高,爐內(nèi)還原勢提高,CO和氫利用率下降,爐內(nèi)存在還原劑表觀過剩,非全氧鼓風(fēng)條件下爐內(nèi)沒有發(fā)生氮氣富集。新流程外供煤氣總熱值為3 000 MJ/t 左右,與傳統(tǒng)高爐相比變化不大,對現(xiàn)有鋼鐵聯(lián)合企業(yè)煤氣供需平衡影響較小。全氧高爐噴吹焦?fàn)t煤氣煉鐵流程相較于目前的高爐煉鐵流程可節(jié)焦43%,增煤33%,總?cè)剂媳冉档?0%。
關(guān) 鍵 詞:氧氣高爐煉鐵;噴吹焦?fàn)t煤氣;數(shù)學(xué)模型;工藝參數(shù);節(jié)能減排
近年來,隨著全球氣候變暖及能源資源日益短缺,鋼鐵行業(yè)的高能耗和高污染引起了社會的極大關(guān)注。中國鋼鐵工業(yè)總能耗占全國總能耗的16.3%[1],尤其高爐煉鐵工序能耗占到整個鋼鐵生產(chǎn)流程的近70%[2],鋼鐵工業(yè)節(jié)能減排重點應(yīng)放在高爐煉鐵工序,鋼鐵業(yè)尤其是煉鐵工序智能制造[3]亟待開展。提高高爐能量利用效率的主流思路主要有[4]:在鐵礦石還原速率保持不變或略有提高的條件下低溫操作,用氫代替當(dāng)前碳還原劑,挖掘碳還原潛力,發(fā)展煉鐵新工藝等。其中,氧氣高爐煉鐵流程[5-6]是最有可能實現(xiàn)大規(guī)模應(yīng)用的煉鐵新工藝之一,另外,富氧鼓風(fēng)結(jié)合富氫燃料噴吹工藝[7-10]也具有較廣闊的應(yīng)用前景。2013 年日本COURSE50 項目在瑞典LKAB的9 m3試驗高爐上進行了富氧噴吹焦?fàn)t煤氣的工業(yè)試驗[11];中國也于2009 年在8 m3氧氣高爐上進行焦?fàn)t煤氣噴吹試驗[12],均取得了很好的效果。這些國內(nèi)外的研究或工業(yè)試驗均證明了氧氣高爐噴吹富氫燃料的可行性和先進性。
目前,關(guān)于高爐噴吹固體、液體或氣體燃料的數(shù)學(xué)模型研究較多,主流的數(shù)學(xué)模型有多相流模型[8,13]和能質(zhì)平衡模型[4,14-15]。其中能質(zhì)平衡模型為研究新工藝的基礎(chǔ)數(shù)據(jù)和可行性提供了一種簡單準(zhǔn)確的方法,但是目前的能質(zhì)平衡模型主要集中在傳統(tǒng)高爐節(jié)能減排研究[4,7,10]和典型氧氣高爐流程研究[14-15]領(lǐng)域,對于最近提出的新工藝研究較少。本文綜合考慮提高氫還原比例和還原劑利用率兩種高爐節(jié)能減排思路,提出一種氧氣高爐噴吹焦?fàn)t煤氣的全新煉鐵流程,此流程在氧氣高爐[15]爐缸風(fēng)口處噴吹焦?fàn)t煤氣代替原有爐頂循環(huán)煤氣,因此可大幅度降低爐頂煤氣脫除CO2及加熱煤氣裝置成本。目前針對此流程的多相流模型,甚至最基礎(chǔ)的能質(zhì)平衡模型都還沒有形成一個系統(tǒng)的研究,因此在新的節(jié)能煉鐵流程提出后,有必要對其進行基礎(chǔ)的能質(zhì)平衡分析和流程評價,本研究在已有的氧氣高爐數(shù)學(xué)模型[15]基礎(chǔ)上進行改進,建立了新流程的能質(zhì)平衡模型,應(yīng)用該模型對新流程不同富氧條件下的工藝參數(shù)進行計算分析,為后續(xù)進一步研究提供基礎(chǔ)數(shù)據(jù),并且為全氧高爐關(guān)鍵設(shè)備開發(fā)及工業(yè)試驗的順利開展提供理論基礎(chǔ)。
1 氧氣高爐噴吹焦?fàn)t煤氣數(shù)學(xué)模型
1. 1 工藝流程設(shè)計
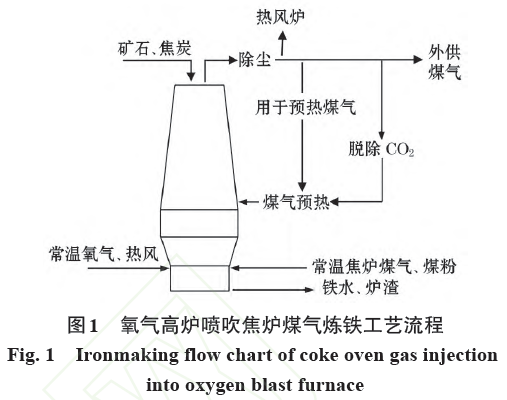
圖1 所示為氧氣高爐噴吹焦?fàn)t煤氣工藝流程。其特點是:(1)常溫純氧與1 200 ℃熱風(fēng)混合由爐缸風(fēng)口噴入高爐;(2)爐缸風(fēng)口同時噴入大量煤粉和常溫焦?fàn)t煤氣代替焦炭;(3)爐頂煤氣脫除H2O和CO2并預(yù)熱到900 ℃后由爐身下部輔助風(fēng)口噴入高爐,實現(xiàn)還原劑循環(huán)利用;(4)外供一部分煤氣。
1. 2 原始條件
氧氣高爐噴吹焦?fàn)t煤氣煉鐵流程能質(zhì)平衡數(shù)學(xué)模型計算以高爐系統(tǒng)為研究對象,以生產(chǎn)1 t 鐵水消耗的原燃料為單位,原燃料成分與參考文獻[15]中的一致。新流程需要向爐缸噴入焦?fàn)t煤氣,其成分見表1,焦?fàn)t煤氣中還含有少量CnHm、苯、焦油、萘等雜質(zhì),因其體積分?jǐn)?shù)較少,且噴入高爐后會分解為CO和H2,計算中均忽略不計。

1. 3 煤氣量及成分計算
1. 3. 1 各區(qū)域煤氣量及成分計算
由于在原有模型[15]基礎(chǔ)上用焦?fàn)t煤氣代替爐缸風(fēng)口噴吹的循環(huán)煤氣,爐身下部繼續(xù)噴吹原有循環(huán)煤氣,所以爐身噴吹煤氣成分與爐缸噴吹煤氣成分不再相同,且成分相互獨立,原有求解方法已不再適用。初始煤氣成分(爐缸區(qū)域)發(fā)生較大變化,其他區(qū)域受其影響也發(fā)生相應(yīng)變化。
焦?fàn)t煤氣中的CH4在爐缸中與鼓入的氧氣發(fā)生反應(yīng)見式(1)。

爐缸區(qū)域煤氣成分計算見式(2)~式(4)。

式中:V HCO、V HH2和V HN2分別為生產(chǎn)1 t 鐵水爐缸區(qū)域產(chǎn)生的CO、H2和N2氣體體積,m3;VCOG 為風(fēng)口噴入的焦?fàn)t煤氣體積,m3;V LH2、V LN2分別為煤粉揮發(fā)分中H2、N2 氣體體積,m3;φCOGCO 、φCOGCH4、φCOGCO2、φCOGH2O、φCOGN2和φCOGH2分別為焦?fàn)t煤氣中CO、CH4、CO2、H2O、N2和H2的體積分?jǐn)?shù),%;V CCO 為風(fēng)口前燃燒的碳生成的CO體積,m3;V BN2、V BH2O 分別為鼓風(fēng)中N2、H2O的體積,m3。
爐腹區(qū)域、剛進入爐身區(qū)域、爐頂煤氣成分依據(jù)上述爐缸區(qū)域煤氣成分,在原有計算[15]基礎(chǔ)上進行修改。
1. 3. 2 循環(huán)煤氣量及成分計算
計算高爐各區(qū)域煤氣成分的關(guān)鍵未知數(shù)是爐身噴入的循環(huán)煤氣量VTGR 和循環(huán)煤氣中各成分的體積分?jǐn)?shù)φTGR。爐頂煤氣中CO2脫除采用變壓吸附(VPSA)法,該方法脫除CO2 需先把煤氣中H2O 脫除。變壓吸附法對于H2、N2、CO也有一定的吸附作用,但是作用較小,求解過程中認(rèn)為該方法對其他氣體H2、N2和CO的脫除率為0,并設(shè)定處理后循環(huán)煤氣成分(體積分?jǐn)?shù))φTGRH2O=0.62%、φTGRCO2=4.5%,后續(xù)求解均視為已知量。
處理前循環(huán)煤氣量的計算,根據(jù)循環(huán)煤氣脫除H2O和CO2前后H2、N2和CO守恒,可得式(5)。
![]()
由式(5)可以得到式(6)。

式中:VB - TGR 為變壓吸附處理前的循環(huán)煤氣的體積,m3;φTGH2O、φTGCO2分別為爐頂煤氣中H2O和CO2的體積分?jǐn)?shù),%;φTGRH2O、φT TGRCO2分別為爐頂煤氣中H2O和CO2氣體體積分?jǐn)?shù),%。
處理后循環(huán)煤氣成分的計算,根據(jù)爐頂煤氣、脫除H2O和CO2前后H2、N2、CO守恒,每個成分可以分別列出兩個獨立方程,據(jù)此可以解得循環(huán)煤氣中H2、N2、CO氣體的體積分?jǐn)?shù),所列方程組見式(7)~式(12)。

式中:VTG 為爐頂煤氣總量,m3;β 為H2在高爐下部的利用率,取0.4;α 為H2在高爐上部的利用率,取0.25;φTGH2、φTGN2和φTGCO 分別為爐頂煤氣中H2、N2和CO的體積分?jǐn)?shù);V KCO、V KH2和V KN2分別為焦炭揮發(fā)分中CO、H2和N2的體積,m3;V DRCO 為直接還原生成的CO體積,m3;V IRCO 為間接還原消耗的CO體積,m3。
1. 3. 3 求解過程
求解過程需預(yù)先設(shè)定焦比、煤比、直接還原度、焦?fàn)t煤氣噴吹量VCOG 和爐身總煤氣量VS。爐身煤氣在上升過程中只發(fā)生間接還原,并伴隨有焦炭揮發(fā)分揮發(fā)、爐料水分的蒸發(fā)和熔劑分解,使得氣體在達到爐頂時煤氣量略有增加,據(jù)此可以得到高爐各區(qū)域的煤氣量見式(13)~式(16)。

式中:VB、VS、V KV 、V DH2O 和V FCO2分別為爐腹煤氣量、爐身煤氣量、焦炭中的揮發(fā)分、爐料中的H2O和溶劑中CO2的體積,m3。
高爐冶煉條件為熱風(fēng)溫度1 200 ℃,純氧溫度為25 ℃,焦?fàn)t煤氣溫度為25 ℃,初定焦比、煤比、直接還原度、鐵水成分、爐塵成分和質(zhì)量及爐渣堿度等冶煉參數(shù)。通過計算[16]得出氧耗、鐵礦石用量和熔劑用量等數(shù)據(jù)。各區(qū)域煤氣和循環(huán)煤氣量及成分依據(jù)以上各式求得,編制物料平衡表,并進行熱平衡計算。
1. 4 高爐熱狀態(tài)計算
1. 4. 1 全爐熱平衡計算
物料平衡方程求解完成后,采用第一種全爐熱平衡[17-18]進行計算,熱收入和支出項見式(17)。

式中:QC 為碳素氧化放熱,kJ;QBLAST 為熱空氣帶入的熱量,kJ;QH2為H2氧化放熱,kJ;QTGR 為爐身循環(huán)煤氣帶入的物理熱,kJ;QCOG 為焦?fàn)t煤氣氧化放熱,kJ;QSLAG 為成渣熱,kJ;QXO 為氧化物分解耗熱,kJ;QDS 為脫硫吸熱,kJ;QCOAL 為煤粉分解耗熱,kJ;QG為爐渣帶走熱量,kJ;QHM 為鐵水帶走熱量,kJ;QTG為爐頂煤氣帶走熱量,kJ;QW 水分分解耗熱,kJ;QFW 為游離水蒸發(fā)耗熱,kJ;QLOSS 為熱損失,kJ。
1. 4. 2 理論燃燒溫度的計算
風(fēng)口理論燃燒溫度Tf 的計算式如式(18)所示。

式中:QHC 為風(fēng)口前碳燃燒生成CO放出的熱量,kJ;QCOKE 為高溫區(qū)焦炭帶入的物理熱,kJ;QBC 為碳的氣化反應(yīng)耗熱,kJ;cCO、cH2和cN2分別為理論燃燒溫度下CO、H2和N2的比熱容,kJ/ (K·m3)。
2 模型的計算條件和原則
在給定的原燃料成分下,以能質(zhì)平衡為基礎(chǔ),建立高爐數(shù)學(xué)模型,分別計算了傳統(tǒng)高爐(簡化為TBF)、傳統(tǒng)高爐噴吹焦?fàn)t煤氣(TBF-COGI)、超高富氧噴吹焦?fàn)t煤氣(30%OBF-COGI、40%OBF-COGI、50%OBF-COGI)、全氧高爐噴吹焦?fàn)t煤氣(100%OBF-COGI)煉鐵流程,為了更準(zhǔn)確地表示出富氧噴吹焦?fàn)t煤氣后節(jié)能減排效果,提出一種燃耗折標(biāo)的計算方法,即把高爐收入的所有燃料(焦炭、煤粉、焦?fàn)t煤氣)折合成標(biāo)準(zhǔn)煤,高爐輸出的含有熱值的煤氣(除去加熱熱風(fēng)和循環(huán)煤氣所用)折合成標(biāo)準(zhǔn)煤,兩者之差就是高爐實際燃耗。
為了保證模型的可靠性,本模型計算基于以下幾個原則[17-18]:(1)物料平衡相對誤差小于0.3%,這就保證了各區(qū)域煤氣成分方程求解的精度;(2)全爐熱損失為5%~8%,通過調(diào)節(jié)冶煉參數(shù)保證;(3)風(fēng)口理論燃燒溫度為2 000~2 300 ℃,由于超高富氧鼓風(fēng)后,爐缸煤氣量減小,理論燃燒溫度會大幅度升高,故其理論燃燒溫度上限與傳統(tǒng)高爐相比提高了100 ℃;(4)高爐爐身效率為95%,目前沒有很好的方法確定高爐內(nèi)部直接還原度,本模型計算采用先初始設(shè)定直接還原度,然后,計算終點采用爐身效率95%結(jié)合Rist 操作線[11]驗證初始設(shè)定的直接還原度,迭代計算,提高直接還原度的準(zhǔn)確性和合理性。
3 模型計算結(jié)果與分析
3. 1 傳統(tǒng)高爐噴吹焦?fàn)t煤氣流程計算結(jié)果
數(shù)學(xué)模型計算得出的TBF 和TBF- COGI(VCOG=30 m3/t)流程的一些主要技術(shù)指標(biāo)和爐頂煤氣指標(biāo)對比見表2和表3。
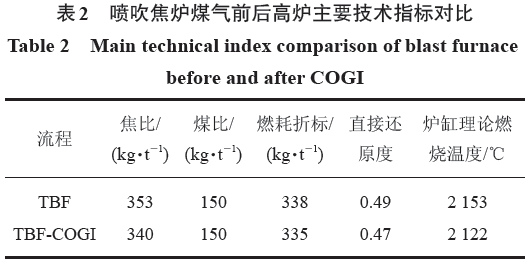
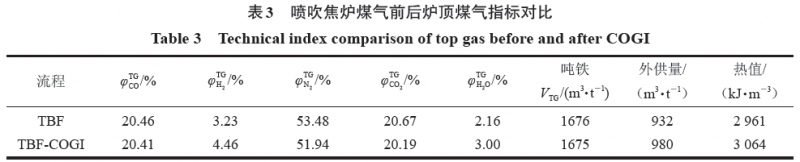
噴吹前后傳統(tǒng)高爐整體指標(biāo)變化不大。由表2可以看出,TBF噴吹少量焦?fàn)t煤氣(30 m3/t)后,煤比150 kg/t 保持不變的情況下,直接還原度略有下降,與試驗結(jié)果[9]一致;焦比由353 降到340 kg/t,燃耗折標(biāo)下降3 kg/t,焦?fàn)t煤氣置換比為0.433 kg/m3,結(jié)合原燃料條件,本例計算結(jié)果與文獻[19]理論計算值相比略有降低,這說明普通高爐噴吹焦?fàn)t煤氣還有較大發(fā)展?jié)摿Γ粻t缸理論燃燒溫度由2 153降到2 122 ℃,符合計算原則。表3 中噴吹焦?fàn)t煤氣后爐頂煤氣CO、N2、CO2體積分?jǐn)?shù)略有降低,H2、H2O 體積分?jǐn)?shù)略有升高;單位體積爐頂煤氣熱值提高103 kJ/m3。究其原因,主要是由于焦?fàn)t煤氣是富氫燃料,使得高爐內(nèi)部尤其是爐缸區(qū)域氫氣體積分?jǐn)?shù)增加,代替了直接還原的碳消耗,同時,焦?fàn)t煤氣中CH4分解后產(chǎn)生的CO進入爐身,促進了鐵氧化物的間接還原,降低了直接還原度,使燃料比有所降低,爐頂煤氣熱值提高。
3. 2 不同OBF-COGI流程下高爐各區(qū)域煤氣特征分析
圖2(a)~(d)所示分別為不同OBF-COGI 流程下高爐各區(qū)域的煤氣量及成分對比;圖2(e)所示為爐頂區(qū)域CO2和H2O體積分?jǐn)?shù)對比,并計算了CO和H2利用率;考慮到鋼鐵聯(lián)合企業(yè)對于高爐煤氣的需求,計算了外供煤氣相關(guān)參數(shù),如圖2(f)所示。
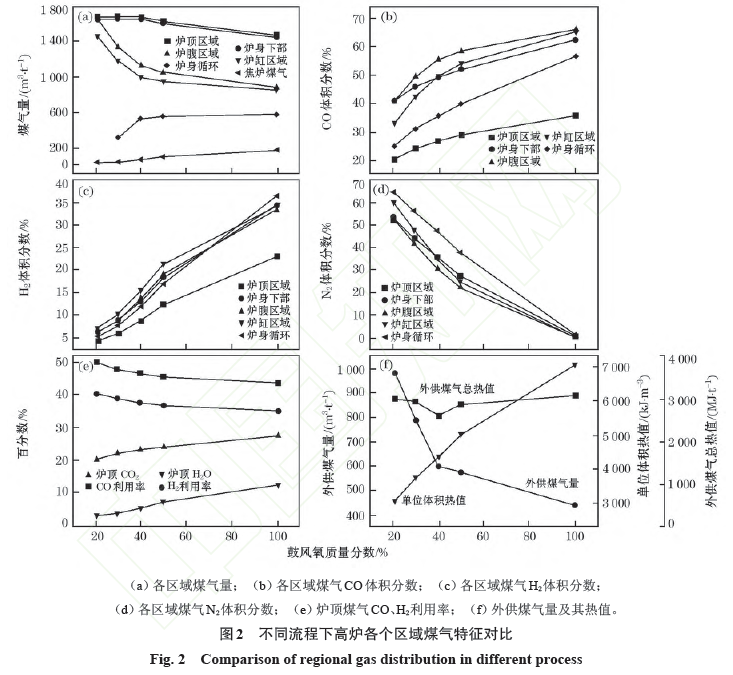
由圖2(a)可以看到,隨著富氧率的提高,噴入爐缸的焦?fàn)t煤氣量逐漸增多,富氧率每提高10%,焦?fàn)t煤氣量平均提高18 m3/t;噴入爐身的循環(huán)煤氣量有所提高;爐缸煤氣量逐漸減少;爐頂煤氣量略有下降。其原因為,在富氧率提高、燃料比降低的情況下,爐缸煤氣量銳減,造成氧氣高爐“上冷下熱”,為解決此問題,需要逐步提高常溫焦?fàn)t煤氣噴吹量來補充爐缸煤氣和降低風(fēng)口理論燃燒溫度,逐步提高爐身預(yù)熱循環(huán)煤氣噴吹量來保證爐身鐵礦石間接還原所需熱量和還原勢,這兩項煤氣的收入使得爐頂和爐身下部煤氣量減少速率明顯慢于爐缸和爐腹區(qū)域。爐腹與爐缸區(qū)域煤氣量之差逐漸變小,主要是因為爐缸與爐腹煤氣量的差別主要在于鐵直接還原產(chǎn)生CO使?fàn)t腹煤氣增多,富氧率提高后,直接還原度變小,兩者之差變小,全氧鼓風(fēng)時僅相差21 m3/t。
圖2(b)~(d)中隨著鼓風(fēng)氧體積分?jǐn)?shù)提高,高爐各區(qū)域CO、H2體積分?jǐn)?shù)逐漸增大,N2體積分?jǐn)?shù)則逐漸降低,爐內(nèi)還原勢提高,且爐身下部和爐頂區(qū)域CO體積分?jǐn)?shù)差距越來越大;同一富氧率下,CO體積分?jǐn)?shù)在爐腹區(qū)域最高;非全氧條件下新流程高爐各區(qū)域N2不會富集。主要是因為,富氧鼓風(fēng)必然造成爐內(nèi)N2的減少和CO、H2體積分?jǐn)?shù)的增加,同時焦?fàn)t煤氣的噴吹也增加了CO、H2體積分?jǐn)?shù);還原勢的逐漸提高使?fàn)t身間接還原越來越充分,使煤氣由爐身下部上升到爐頂過程中CO體積分?jǐn)?shù)下降趨勢越來越明顯;產(chǎn)生于爐缸的初始煤氣在經(jīng)歷了爐缸和爐腹的直接還原后CO體積分?jǐn)?shù)達到最高值,之后煤氣與爐身風(fēng)口噴入的循環(huán)煤氣混合,使CO體積分?jǐn)?shù)在爐身下部略有減少;高爐能質(zhì)平衡模型計算得到的是高爐穩(wěn)定操作時的參數(shù)[4],也就是說,進入高爐的N2一部分參與循環(huán),另一部分則不參與,參與循環(huán)的N2量等于爐身循環(huán)煤氣中的N2量,由鼓風(fēng)帶入的N2隨著預(yù)熱熱風(fēng)、預(yù)熱循環(huán)煤氣和外供其他系統(tǒng)排出,所以不會造成N2富集。
富氧率提高后,爐頂煤氣中CO2和H2O體積分?jǐn)?shù)升高,但是爐頂煤氣中CO和氫利用率都有所下降,如圖2(e)所示,這與Chu M[8]多相流模型模擬結(jié)果和工業(yè)試驗[11]結(jié)果一致。這種現(xiàn)象在超高富氧高爐中較為常見,富氧后爐內(nèi)CO和H2體積分?jǐn)?shù)升高使煤氣具有較高還原勢,而鐵礦石還原所需的還原劑可能不需要這么多,這就造成了爐內(nèi)還原劑的表觀過剩,這種表觀過剩優(yōu)化了爐內(nèi)鐵礦石還原進程[9],另外,由于加入了爐頂煤氣循環(huán),并沒有造成過剩還原劑的浪費。
圖2(f)所示為采用TBF-COGI流程后爐頂煤氣一些參數(shù)的變化。富氧后高爐外供煤氣量減少,但是煤氣具有較高品質(zhì),全氧鼓風(fēng)時單位體積爐頂煤氣熱值可達7 000 kJ/m3 以上,外供煤氣總熱值為3 000 MJ/t 左右,與TBF流程相比變化不大,所以該流程對鋼鐵聯(lián)合企業(yè)煤氣供需平衡影響較小。
3. 3 不同OBF-COGI流程下碳耗對比
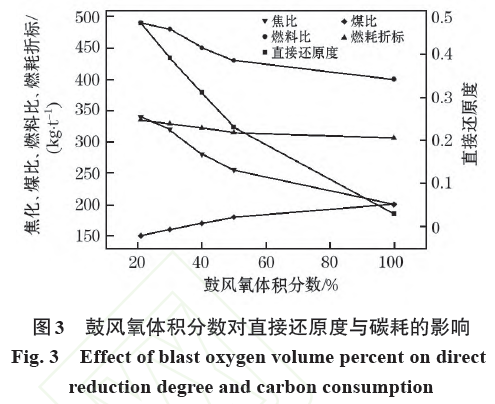
圖3 所示為不同OBF-COGI流程下直接還原度與碳耗變化趨勢。由圖3可以看到,隨著富氧率的提高,焦比、燃料比和燃耗折標(biāo)都有所下降,直接還原度逐漸降低,全氧鼓風(fēng)時直接還原度幾乎為0;100%OBF-COGI 流程焦比可低至200 kg/t,噴煤可達200kg/t,燃耗折標(biāo)為306 kg /t,相較于TBF 的焦比350kg/t,煤比為150 kg/t,燃耗折標(biāo)為338 kg/t,100%OBF-COGI流程可節(jié)焦43%,增煤33%,燃料比降低20%,燃耗折標(biāo)降低9.5%。這主要是因為提高富氧率后,高爐噴吹的焦?fàn)t煤氣量增加,其置換燃料比的作用逐漸明顯,高爐各區(qū)域CO和H2濃度升高,爐身鐵礦石間接還原發(fā)展較為充分,降低了鐵礦石的直接還原度,爐身循環(huán)煤氣的噴入,實現(xiàn)了還原劑的循環(huán)利用,使高爐碳耗降低。
4 結(jié)論
(1)建立了氧氣高爐噴吹焦?fàn)t煤氣數(shù)學(xué)模型,該模型可以計算給定的原燃料條件下不同鼓風(fēng)氧含量條件下噴吹焦?fàn)t煤氣的工藝參數(shù)。計算遵循一定原則,保證結(jié)果有一定可靠性。
(2)TBF 流程噴吹少量焦?fàn)t煤氣后,直接還原度下降,外供煤氣熱值略有提高,燃料比由503 降到490 kg/t,焦?fàn)t煤氣置換比為0.433 kg/m3,有一定節(jié)能效果。
(3)OBF-COGI 流程隨富氧率的提高,爐缸噴吹焦?fàn)t煤氣量逐漸升高,爐缸煤氣量與爐腹煤氣量相差逐漸變小,高爐各區(qū)域CO、H2體積分?jǐn)?shù)逐漸增大,N2的體積分?jǐn)?shù)則逐漸降低,非全氧條件下新流程高爐內(nèi)不會發(fā)生N2富集;爐頂煤氣中CO和氫利用率較TBF 有所降低,并隨著富氧率提高,有降低趨勢,爐內(nèi)存在的還原劑表觀過剩優(yōu)化了鐵礦石還原進程;外供總煤氣量下降,但是品質(zhì)得到提高,外供煤氣總熱值為3 000 MJ/t 左右,與TBF 流程相比變化不大,因此,新流程對現(xiàn)有鋼鐵聯(lián)合企業(yè)煤氣供需平衡影響較小。
(4)OBF-COGI 流程下,隨著富氧率的提高,100%OBF-COGI流程相較于TBF流程可節(jié)焦43%,增煤33%,燃料比降低20%,燃耗折標(biāo)降低9.5%,降低燃耗同時增加了爐頂煤氣循環(huán)。氧氣高爐噴吹焦?fàn)t煤氣煉鐵流程節(jié)能減排效果明顯。
參 考 文 獻:
[ 1 ] 王維興. 鋼鐵工業(yè)能耗現(xiàn)狀和節(jié)能潛力分析[J]. 中國鋼鐵業(yè),2011(4):19.(WANG Wei-xing. Analysis on energy consumptionstatus and energy saving potential of iron and steel industry[J]. Chinese Steel Industry,2011(4):19.)
[ 2 ] Orth A,Anastasijevic N,Eichberger H. Low CO2 emission technologiesfor iron and steelmaking as well as titania slag production[J]. Minerals Engineering,2007,20(9):854.
[ 3 ] 李新創(chuàng). 鋼鐵工業(yè)“十二五”回顧和未來發(fā)展思考[J]. 鋼鐵,2016,51(11):1.(LI Xin-chuang. Review of steel industry inthe 12 th Five-Year Period and future development[J]. Iron andSteel,2016,51(11):1.)
[ 4 ] Nogami H,Yagi J,Kitamura S,et al. Analysis on material andenergy balances of ironmaking systems on blast furnace operationswith metallic charging,top gas recycling and natural gasinjection [J]. ISIJ International,2006,46(12):1759.
[ 5 ] Hooey L,Wikström J O,Sikström P. 高爐煉鐵技術(shù)的未來-北歐的研發(fā)[J]. 世界鋼鐵,2011,11(1):1.(Hooey L,Wik -stro? ml J O,Siks tr o? m P. The future of blast furnace ironmaking:a Nordic perspective[J].World Steel,2011,11(1):1.)
[ 6 ] Tseitlin M A,Lazutkin S E,Styopin G M. A flow-chart for ironmaking on the basis of 100% usage of process oxygen and hot reducinggases injection[J]. ISIJ International,1994,34(7):570.
[ 7 ] 陳永星,張建良,蘇步新,等. 高爐富氧噴吹焦?fàn)t煤氣理論研究[J]. 鋼鐵,2012,47(2):12(. CHEN Yong-xing,ZHANG Jian-liang,SU Bu- xin,et al. Theoretical analysis of injectioncokeoven gas with oxygen enriched into blast furnace[J]. Ironand Steel,2012,47(2):12.)
[ 8 ] Chu M,Nogami H,Yagi J. Numerical analysis on injection ofhydrogen bearing materials into blast furnace[J]. ISIJ International,2004,44(5):801.
[ 9 ] Nozdrachev V,Mousa E A,Babich A,et al. Enhancement ofiron ore sinter reducibility through coke oven gas injection intothe modern blast furnace[J]. ISIJ International,2013,53(8):1372.
[ 10 ] 李吳堃,劉克明,沙永志. 高爐噴吹焦?fàn)t煤氣工藝分析[J]. 煉鐵,2011(2):59.(LI Wu-kun,LIU Ke-ming,SHA Yong-zhi.Process analysis on coke oven gas injection into blast furnace[J]. Ironmaking,2011(2):59.)
[ 11 ] Watakabe S,Miyagawa K,Matsuzaki S,et al. Operation trial ofhydrogenous gas injection of course 50 project at an experimentalblast furnace[J]. ISIJ International,2013,53(12):2065.
[ 12 ] 齊淵洪,嚴(yán)定鎏,高建軍,等. 氧氣高爐工業(yè)化試驗研究[J]. 鋼鐵,2011,46(3):6.(QI Yuan-hong,YAN Ding-liu,GAO Jianjun,et al. Study on industrial test of the oxygen blast furnace[J]. Iron and Steel,2011,46(3):6.)
[ 13 ] Andahazy D,Slaby S,Löffler G,et al. Governing processes ofgas and oil injection into the blast furnace[J]. ISIJ International,2006,46(4):496.
[ 14 ] 高攀,李強,張作良,等. 噴吹循環(huán)煤氣氧氣高爐的靜態(tài)模型[J]. 材料與冶金學(xué)報,2013,12(1):7.(GAO Pan,LI Qiang,ZHANG Zuo-liang,et al. A comprehensive static model for oxygenblast furnace with recycling gas injection[J]. Journal ofMaterials and Metallurgy,2013,12(1):7.)
[ 15 ] 韓毅華,王靜松,李燕珍,等. 爐頂煤氣循環(huán)-氧氣鼓風(fēng)高爐綜合數(shù)學(xué)模型[J]. 北京科技大學(xué)學(xué)報,2011,33(10):1280.(HAN Yi-hua,WANG Jing-song,LI Yan-zhen,et al. Comprehensivemathematical model of top gas recycling-oxygen blastfurnaces[J]. Journal of University of Science and TechnologyBeijing,2011,33(10):1280.)
[ 16 ] 唐惠慶,劉軍利,郭占成. 煉焦過程氧化鉛高溫焦?fàn)t煤氣均相脫硫的研究[J]. 燃料化學(xué)學(xué)報,2003,31(5):485.(TANGHui-qing,LIU Jun-li,GUO Zhan-cheng. Homogenous desulfurizationof high-temperature coke oven gas by use of lead oxideadditive[J]. J Fuel Chem Technol,2003,31(5):485.)
[ 17 ] 那樹人. 煉鐵計算[M]. 北京:冶金工業(yè)出版社,2005.(NAShu-ren. Ironmaking Calculation[M]. Beijing:Metallurgical IndustryPress,2005.)
[ 18 ] 王筱留. 煉鐵學(xué)[M]. 北京:冶金工業(yè)出版社,2000.(WANGXiao-liu. Ironmaking Science[M]. Beijing:Metallurgical IndustryPress,2000.)
[ 19 ] 周亮,劉克明,沙永志. 高爐噴吹焦?fàn)t煤氣置換比的計算[J].鋼鐵研究學(xué)報,2013,25(5):19.(ZHOU Liang,LIU Ke-ming,SHA Yong-zhi. Calculation of replacement ratio of injectingcoke oven gas into blast furnace[J]. Journal of Iron and SteelResearch,2013,25(5):19.)