
劉相華1a,1b,趙啟林1b,黃貞益2
(1.東北大學,a.研究總院;b.軋制技術及連軋自動化國家重點實驗室,遼寧 沈陽 110819;2.安徽工業大學冶金學院,安徽 馬鞍山 243002)
摘 要:人工智能在軋制領域中的應用已有30多年的發展歷史,20世紀90年代我國軋鋼界曾經出現過一波在學術研究、技術開發和現場應用中使用人工智能技術的高潮。本文介紹了神經網絡、專家系統、模糊控制、智能優化算法等人工智能方法在軋制過程中應用的一些實例,涉及軋制力等參數計算、負荷分配、溫度控制、寬度厚度控制、板形控制等具體內容,以及涉及原料管理、加熱、冷軋和熱軋、卷取、產品組織性能預報等,并對今后軋制智能化的發展方向進行了展望。
關鍵詞:人工智能;軋制;過程控制;參數優化;智能化信息處理
1 前言
中國制造2025和工業4.0概念中,都把智能化放在了突出重要的位置。金屬材料軋制作為最重要的原材料工業和國民經濟支柱的傳統產業,需要與現代信息技術融合,實現技術的提升。日本和德國學者率先把人工智能應用于軋制領域,早在20世紀90年代,我國曾經出現了一波軋制技術智能化的熱潮,推出了一批專家系統、神經元網絡、模糊邏輯等智能化方法在軋制中應用的實例[1-2],進行生產計劃編排、坯料管理、加熱中的優化燃燒控制、軋制中的設定計算及厚度和板形控制等等。順應軋制技術進步的新形勢,我國東北大學、北京科技大學、燕山大學、中國鋼研科技集團有限公司(原鋼鐵研究總院)和寶鋼、武鋼、鞍鋼等大型骨干企業均在軋制過程智能化方面開展了一系列研究與現場應用工作,內容涉及軋制過程參數預報與優化[3-4]、板材寬度控制[5-6]、板形控制[7-8]、厚度控制[9-10]、卷取溫度控制[11]、數據分析與處理[12-13]、負荷分配[14]和組織性能預報[15-16]等。本文以此為主線,對近年來國內外人工智能在軋制領域中應用的進展加以介紹。
2 人工智能在軋制領域中的應用類型
人工智能在軋制領域中的應用方式主要有3種類型:一是對軋制生產過程進行在線智能控制;二是利用人工智能工具對軋制過程參數進行優化計算;三是采用智能化方法對軋制生產線上采集的海量數據進行處理,簡稱智能化信息處理。
2.1 軋制生產過程的智能控制
人工智能應用于軋制領域的重要目的之一,是實現對軋制過程的在線智能控制。智能控制是在自動控制的基礎上,加上一些帶有人工智能特征的控制方法,使軋制過程取得更為理想的控制效果。從某種意義上說,自動化是替代四肢,解放操作工的體力勞動;智能化則是替代部分大腦,解放技術人員的腦力勞動。智能控制的優點是:能夠更加便于適應生產過程中外部條件的變化,及時、有效地對控制策略、控制模型、控制參數和控制量做出調整和修正,使生產過程、設備狀態及其產品質量更加接近設定的控制目標。
在軋制生產線上的各個環節,都有應用智能控制的實例。例如對加熱爐,有采用專家自整定、模糊自整定、神經元自整定的PID智能控制器[17];利用模糊神經元網絡自學習和自尋優功能,結合動態PID反饋補償策略的加熱爐燃燒過程的智能控制系統[18]等;對板帶熱連軋,有精軋機微張力模糊智能控制[19],綜合AGC系統的智能化控制[20]等;對層流冷卻和卷取,有基于案例推理和前饋、反饋補償的混合智能控制[21]等;對冷軋機,有利用粒子群算法對冷連軋機組進行智能設定控制[22],利用模糊預測方法對帶鋼邊部減薄和平直度進行智能控制等[23];對型材和棒線材軋機,有在精軋機組的后幾個機架采用在線動態液壓壓下,利用高精度尺寸控制實現深度負偏差軋制,以及根據鋼坯稱重和在線測長,通過微調輥縫實現棒材產品全定尺的智能控制等。
2.2 軋制參數的智能優化計算
利用人工智能方法進行軋制參數的優化計算,能夠提高軋制參數的計算精度,減少計算偏差,從而提高對軋制過程和產品質量預測、預報的精度。
這方面最典型的例子是用神經元網絡預報軋制力能參數。早在20世紀90年代,就有很多關于利用神經元網絡預報軋制力的報道[24-25],近年來這項工作仍在進行中,例如:借助Matlab工具箱的BP 神經網絡,計算三輥Y型軋機軋制18TC4鈦合金棒材時的軋制力[26];利用有限元與神經元網絡相結合的方法預報冷軋帶鋼軋制力[27]等。除軋制力外,利用智能方法進行軋制參數優化計算的例子還有很多,例如:利用GRNN 神經元網絡預測中厚板軋制溫度[28],利用BP神經元網絡對鋼材組織和性能進行預報[29]等等。
2.3 智能化信息處理
在各類現代化軋機上,都配備有大量的傳感器,例如軋制力傳感器、測溫儀、測速儀、編碼器、位移傳感器、熱金屬檢測器等等。在軋制過程中,這些傳感器往往會以毫秒級周期,把實測參數采集出來,輸送到計算機,形成龐大數據流及海量數據庫,其中攜帶著反映軋制過程狀態的各種有用信息。
依靠人的手、眼、腦力來處理這些海量數據是不現實的,但是這些數據如果不經過處理,將很快由數據海洋變成數據垃圾,造成信息資源的極大浪費。如果利用人工智能方法由計算機從這些海量信息中提取出知識[30],將是一筆寶貴財富。在軋制領域智能化信息處理系統中,可采用大數據技術來在線實時采集和處理各類龐大數據流和海量數據庫,利用模糊邏輯、聚類分析、神經元網絡等智能工具來進行數據挖掘。日本的日立公司(Hitachi Ltd)曾經開發了一個用于鋼鐵廠的智能化信息處理系統SODAS (Self or ganized Diagnosisand Analysis System)[13],這是一個在線數據的自組織診斷和分析系統,由基本功能子系統SODASE、動態協同控制子系統SODAS-DS、質量分析子系統SODAS-QA、人機界面子系統SODAS-PH等部分組成,能夠完成數據采集、分類、歸檔、統計量計算、相關性分析、變量的可視化處理、點檢記錄保存、故障履歷管理等功能。在線信息處理得到的結果經互聯網傳播,可以進一步實現在線模擬優化、系統診斷與遠程維修[31]等更具智能化特點的功能。
3 軋制領域中常用的人工智能工具
無論是智能控制、智能參數優化計算還是智能化信息處理,都需要采用智能化方法來實現。從某種意義上說,甚至可以將是否采用了人工智能工具作為是否具有智能化特征的判斷條件。在軋制領域中常用的人工智能工具有:神經網絡、專家系統、模糊邏輯與模糊控制以及各類智能優化算法。
3.1 神經網絡
神經網絡又稱為神經元網絡或者人工神經元網絡(Artificial Nero Network,ANN)。在軋制領域中所應用的神經網絡實際上是一組計算機程序,這組程序提供了一套具有記憶功能的算法,能夠對存在因果關系的事物根據輸入條件的變化來預測結果。神經網絡一般是由若干節點組成的一個輸入層、一個輸出層和一個以上的中間隱層組成,各層之間由權值相連接。確定各層節點數目及各層神經元內部算法的過程稱為網絡結構設計,對一個設計好的神經網絡,確定其權值的過程稱為網絡訓練。訓練好的網絡即可用來做參數預報。數學上已經證明,訓練好的三層神經網絡能夠以任意高的精度,去逼近任何復雜函數。
神經網絡是在軋制領域中應用最多的智能工具,利用神經網絡來提高軋制參數預報精度的文獻很多,有很多已經在西門子、西馬克、TIMEC等系統中用于在線控制。采用數學模型與神經網絡相結合方法,用數學模型的預報作為基值,用神經網絡作為數學模型計算誤差的實時補償,兩者組成一個智能糾偏網絡,有利于大幅度提高軋制力的預報精度。據介紹這種智能糾偏網絡可把軋制力預報精度改善到偏差小于5%[31]。
3.2 專家系統
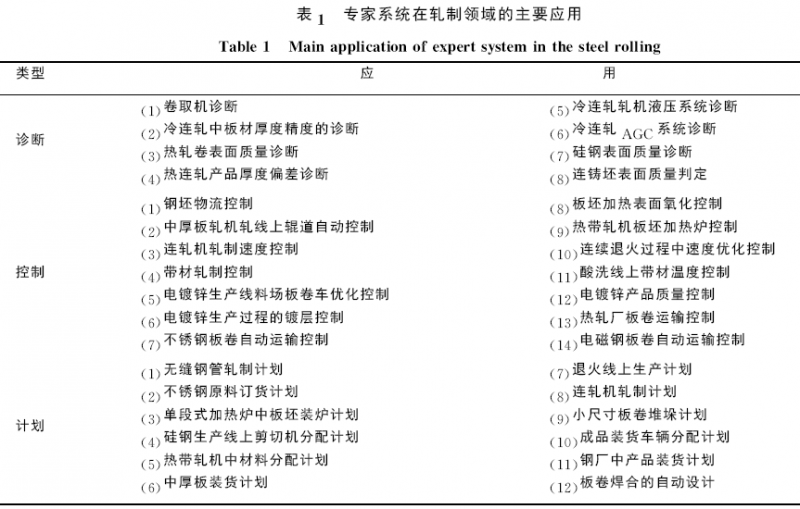
專家系統作為人工智能技術的一個主要分支,在軋制領域得到較多應用。對許多過程難以用物理或數學模型來準確描述,且在異常工況時模型往往無效,只有依靠有經驗的人進行人工干預。把人工干預變為計算機控制下的行為,需要將人的知識和經驗加以總結,形成知識庫、規則庫、數據庫、模型庫等,利用專家系統中的推理機制來完成判定、決策、控制、計劃與設計、物流管理等,替代人腦進行工作。
專家系統已經用于加熱爐出爐節奏控制、燃燒控制,板帶熱連軋機負荷分配,熱軋板帶卷取溫度控制,以及精整線上的板卷運輸等對實時性要求不高的生產過程,其典型應用如表1所示。
3.3 模糊邏輯與模糊控制
軋制過程中經常會遇到各種模糊量,操作工依據對生產線上各種現象觀察所做出的推理判斷實際上大多數也是模糊的.例如溫度高了、壓力大了、速度快了、軋件偏了等等。這些模糊量可以用模糊邏輯和模糊規則來表示,基于模糊量來對生產過程中的一些模糊現象進行控制就是模糊控制。一般說來,模糊控制的規則簡單,計算速度極快,反應迅速,在一些特定條件下,當其他控制方法無計可施的時候,使用模糊控制可取得意想不到的效果。
模糊邏輯和模糊控制在軋制中的應用范圍很廣,典型例子有:熱連軋帶鋼頭部厚度的模糊動態設定、冷連軋機組中帶鋼板形控制系統的冷卻水分段模糊控制、線材軋制中的活套高度閉環模糊控制、基于模糊評判規則的冷軋帶鋼智能板形評價模型[32]等等。也經常采用將模糊邏輯與其他智能化手段相結合的方法進行智能控制,例如:將模糊聚類分析與神經網絡相結合預測熱連軋粗軋寬度[6]、利用模糊小腦模型神經網絡進行多輥冷連軋機軋制力預報[33]、基于模糊RBF神經網絡進行板帶橫向厚度和縱向厚度綜合控制[10]等等。
3.4 智能優化算法
在軋制領域中采用的智能優化算法有:遺傳算法、粒子群算法、蟻群算法、模擬退火算法等等。這些算法的共同特點是起源于對生物進化、動物捕食等行為的模擬和模仿,基于群體智能進行全局隨機優化,可作為基于迭代的優化工具。這些算法的優勢在于:算法簡單、易于實現、適用范圍廣、不需要機理模型,且調整的參數較少。在軋制過程中應用的例子有:利用改進的粒子群算法進行熱連軋負荷分配[34]、用遺傳算法優化短行程控制曲線[35]、基于改進粒子群算法的熱連軋厚度控制仿真研究[36]等等。
需要指出,只有在找不到(建立不起來)合適的機理模型或者機理模型不能有效發揮作用的情況下,才會采用各類智能優化算法去解決難題。在各種方案都有可行性時,還是應優先選擇機理模型。因為好的機理模型加上自學習功能后,往往具有計算精度高、結果穩定、便于推廣等優點。要用智能優化算法來實實在在地解決那些機理模型解決不了的難題,不要用來求新奇、撐門面。
3.5 協同人工智能技術
協同人工智能(SAI,Synergetic Artificial Intelligence)技術是綜合運用神經網絡、專家系統、模糊邏輯等智能工具,全方位模擬人腦功能的一種人工智能方法。協同人工智能思想吸收了模糊理論、專家系統、理論模型、人工神經網絡等原理和方法的精華,可克服單一方法解決問題的片面性,各部分相互協作,集成為一個整體來處理復雜問題,能在復雜情況下給出問題的最佳解決方案。
一種用于熱連軋負荷分配的協同人工智能系統技術思路[12]:(1)建立現場數據采集系統和歷史數據庫;(2)利用模糊聚類分析從海量數據庫中分別挑選出取得效果好的和差的負荷分配樣本;(3)用挑選出樣本訓練神經網絡,得到負荷分配對產品質量影響的相關知識;(4)根據提取出的知識建立負荷分配規則;(5)基于上述規則開發熱軋帶鋼精軋機組負荷分配專家系統。采用該智能負荷分配系統對熱連軋典型規格產品(3.0mm ×1300mm)進行負荷分配設定,并對各機架的軋制力進行校驗,結果表明該設定更為合理。
4 人工智能在軋制領域中的應用展望
人工智能在軋制領域中的應用為軋制理論、工藝和技術發展樹立了一個新的里程碑,已經對軋制技術的進步起到了積極的推動作用。由此引起軋制理論研究、技術開發、以及控制與操作均產生巨大變化。目前智能化技術在軋制領域中的應用仍在發展之中,預計今后一段時間值得關注的幾個發展方向有:
(1)現有的軋制過程智能方法與互聯網、物聯網、大數據等前沿技術深度融合,把當前的一些局部智能化應用擴展到更寬的范圍,深入到更深的層次,實現多工序、多機組、甚至多廠家的軋制知識共享、數據共享、利益共享。
(2)數學模型、數值模擬等傳統方法與智能優化技術相結合,強化智能優化系統中深層知識的作用,發揮各自的長處,提高控制系統的精度,改善系統品質。推廣應用智能技術在軋鋼產業應用的成功范例,逐步擴大利用人工智能來取代軋制技術人員部分腦力勞動的范圍。
(3)將虛擬現實[37]、智能機器人等計算機應用新技術與現有智能化方法相結合,開發出能夠產生身臨其境效果和具有沉浸感的虛擬現實軋制環境,改變軋制機組設計與調試、軋鋼操作人員培訓上崗以及新工藝、新設備、新產品開發的傳統模式,為軋鋼企業依靠高新技術實現節能減排、降成本提供強有力的技術支撐。
期望未來10年能夠在上述方面取得突破性進展,在軋制技術智能化過程中貫徹中國制造2025和工業4.0的核心思想,伴隨著我國由鋼鐵大國向鋼鐵強國的轉變,在我國的軋制領域率先實現智能軋制技術的新跨越。
5 結論
(1)將人工智能在軋制領域中的應用類型分為3種情況,即軋制過程智能控制、軋制參數智能優化計算、軋制線上海量信息的智能化處理等,給出了在上述典型場合人工智能技術的應用實例。
(2)介紹了神經網絡、專家系統、模糊控制、智能優化算法等在軋制領域中常用的人工智能工具,給出了利用這些智能工具解決軋制過程中難題的應用范例。
(3)對軋制領域人工智能的進一步發展進行了展望,指出智能化與互聯網、物聯網、大數據等新技術的融合、智能化與數學模型及數值模擬的結合、人工智能與虛擬現實、智能機器人等計算機應用新技術相結合等發展方向,期待未來在這些方面取得突破性進展。
參考文獻:
[1] 王國棟,劉相華,姜正義,等.人工智能在軋制中的應用(一)[J].軋鋼,1996,13(3):36.
[2] 王國棟,劉相華,姜正義,等.人工智能在軋制中的應用(二)[J].軋鋼,1996,13(4):41.
[3] 何安瑞,邵健,孫文權,等.適應智能制造的軋制精準控制關鍵技術[J].冶金自動化,2016,40(5):1.
[4] 張志輝,王希哲,陳金英,等.軋制力預報人工神經網絡設定模型的開發[J].軋鋼,1999,16(1):9.
[5] 李西安,丁敬國,曾慶亮,等.基于族相關技術的中厚板寬度控制[J].軋鋼,2011,28(1):58.
[6] 丁敬國,焦景民,昝培,等.基于模糊聚類的PSO-神經網絡預測熱連軋粗軋寬度[J].東北大學學報:自然科學版,2007,28(9):1282.
[7] 張殿華,陳樹宗,李旭,等.板帶冷連軋自動化系統的現狀與展望[J].軋鋼,2015,32(3):9.
[8] 麻永林,宮美娜,邢淑清,等.304不銹鋼帶板形控制的有限元分析[J].鋼鐵,2015,50(2):48.
[9] 卜赫男,閆注文,張殿華,等.基于硬度辨識的冷連軋厚度控制模型[J].軋鋼,2015,32(5):59.
[10] 宋獻鋒,張克輝.基于模糊RBF神經網絡的板帶橫向厚度和縱向厚度綜合控制[J].熱加工工藝,2012,41(13):132.
[11] 馬麗坤,袁衛華,韓斌,等.人工神經網絡方法預報熱軋帶鋼卷取溫度[J].軋鋼,2005,22(1):14.
[12] 張秀玲,劉宏民.變結構神經網絡在板形信號模式識別方面的應用[J].鋼鐵研究學報,2001,13(2):62.
[13] 王國棟,劉相華.金屬軋制過程人工智能優化[M].北京:冶金工業出版社,2000.
[14] 王焱,劉景錄,孫一康.免疫遺傳算法對精軋機組負荷分配的優化[J].北京科技大學學報,2002,24(3):339.
[15] 王殿輝,劉振宇,王國棟,等.利用神經元網絡預測熱軋板帶力學性能[J].鋼鐵,1995,30(1):28.
[16] 賈麗琴,周學俊.基于神經網絡的熱軋產品性能預報與參數優化[J].武鋼技術,2008,46(2):19.
[17] 榮莉,柴天佑,錢曉龍.加熱爐過程控制技術的新策略—智能控制[J].控制與決策,2000,15(3):269.
[18] 卜建榮,徐君燕,朱里紅.熱軋過程中加熱爐爐溫優化控制方法[J].鋼鐵研究學報,2010,22(8):60.
[19] 張殿華,韓蕊繁,張其生,等.板帶熱連軋精軋機微張力模糊智能控制[J].鋼鐵,2005,40(10):42.
[20] 童朝南,孫一康,陳百紅,等.熱連軋綜合AGC系統的智能化控制[J].北京科技大學學報,2002,24(5):553.
[21] 片錦香,柴天佑.熱軋帶鋼層流冷卻過程混合智能控制方法[J].東北大學學報:自然科學版,2009,30(11):1534.
[22] 車海軍,劉暢,劉曉娜,等.基于粒子群算法的冷連軋軋制規程優化設計[J].軋鋼,2009,26(1):22.
[23] 劉蓓蓓,李福進.冷軋帶鋼邊部減薄和平坦度模糊預測控制的研究[J].儀器儀表用戶,2010,17(6):14.
[24] 呂程,王國棟,劉相華,等.基于神經網絡的熱連軋精軋機組軋制力高精度預報[J].鋼鐵,1998,33(3):33.
[25] 王秀梅,王國棟,劉相華.人工神經元網絡和數學模型在熱連軋機組軋制力預報中的應用[J].鋼鐵,1999,34(3):37.
[26] 劉欣玉,潘露,帥美榮.基于Matlab的BP神經網絡軋制力預報模型及應用[J].重慶科技學院學報,2016,18(6):96.
[27] 薛濤,杜鳳山,孫靜娜.基于FEM-ANN 的冷軋帶鋼軋制力預報[J].中南大學學報,2013,44(11):4456.
[28] 孟令啟,雷明杰,王建勛.基于GRNN網絡的中厚板軋制溫度的預測[J].鋼鐵研究學報,2009,21(8):53.
[29] 何平,劉瀏,劉偉,等.神經網絡技術在鋼材性能和組織預報中的應用[J].鋼鐵研究,2006,34(2):29.
[30] 張延華.智能化信息處理在中厚板生產過程應用的研究[D].沈陽:東北大學,2005[31] 劉相華,王國棟.人工智能技術在材料成形中應用的進展[J].哈爾濱工業大學學報,2000,32(5):86.
[32] 丁順風,楊利坡,于丙強.基于模糊評判規則的冷軋帶鋼智能板形評價模型[J].鋼鐵,2014,49(9):61.
[33] 劉華強,唐荻,楊荃,等.模糊小腦模型神經網絡在多輥冷連軋機軋制力預報模型中的應用[J].北京科技大學學報,2006,28(10):969.
[34] 王建輝,徐林,顧樹生,等.改進粒子群算法及其對熱連軋機負荷分配優化的研究[J].控制與決策,2005,20(12):1379.
[35] 劉文斌,康永林,崔倫凱,等.遷鋼2250熱軋短行程控制模型參數優化[J].軋鋼,2010,27(1):51.
[36] 周建新.基于改進PSO神經網絡的熱連軋厚度控制仿真研究[J].控制工程,2016,23(5):656
[37] 王益群,陳春明,張偉,等.虛擬軋制技術研究進展的評述[J].機械工程學報,2010,46(2):34.