
張曉新,姚永奎,曹力衛
(河鋼集團唐鋼公司,河北唐山063016)
摘要: 以唐鋼冷軋廠罩式退火爐內罩制作為例,闡述了在該產品的試制過程中采取的一系列創新。解決了大直徑波紋筒不易調圓、對接尺寸精度難保、波紋軋制尺寸精度不足等技術難題。確保了制作的罩式退火爐內罩產品具有良好的氣密性、穩定性、耐冷熱驟變性、尺寸的精準性,完全滿足冷軋全氫罩退的使用要求。
關鍵詞: 罩式退火爐內罩; 波紋機; 等離子切割機; 組對焊接; 氣密性
0 引言
罩式退火爐內罩作為退火爐內外部傳熱的“中介”,直接影響爐內傳熱的強度,進而影響鋼卷加熱質量和產量。它的安全、穩定運行直接關系到冷軋薄板的生產和產品質量。因此,罩式退火爐內罩的制作必須具備可靠的氣密性、穩定性、耐冷熱驟變性、尺寸的精準性。這就給內罩在制作過程中的組對、焊接、波紋的軋制等帶來了高難度,也給國內制作者提出了前所未有的挑戰。
唐鋼公司冷軋廠有罩式退火爐48 座,內罩已經使用5 年之久,內罩壁厚已由原來的6mm 變成現在的4. 4 mm( 理論上低于4 mm 后不能再用) ,罩體變形傾斜嚴重,均面臨著更換和修繕的情況。
為了節約資金,提升公司裝備制作水平,退火爐內罩制作和修復項目列入唐鋼新產品開發計劃。項目組人員在研究分析圖紙資料、了解產品使用環境的基礎上,研制開發出了一種大型冷軋罩式退火爐內罩的制作和修復方法,填補了唐鋼該技術領域的空白,實現了罩式退火爐內罩制作的國產化。
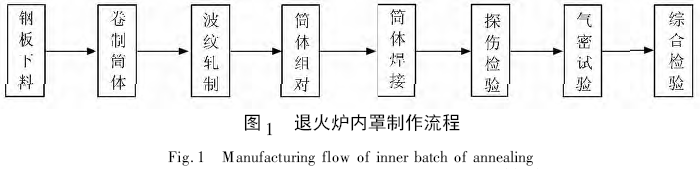
1 工藝流程
退火爐內罩制作流程如圖1 所示。
2 關鍵技術創新點
2. 1 自制工裝,確保筒體組對精度
制作1 個R1 094 mm 樣板,用專用胎具將3 件鋼板的兩端各卷出R1 094 mm 的弧,1件鋼板兩端各卷出1084 弧,邊卷板邊檢驗。用卷板機卷制筒體: 外徑直徑Φ 2 200 mm 的3 件,外徑Φ 2 180 mm的1 件。
再一次上卷板機圓筒,保證橢圓度不大于± 2mm,實現大直徑薄壁波紋筒組對時錯邊量不大于2 mm。
2. 2 四步法軋制波紋,提高筒體強度
采用四步法軋制波紋,確保波紋深度10 + 2mm,寬度符合圖示要求的四種尺寸,解決內罩常年工作在高低溫、冷熱驟變的環境中,強度不足發生傾斜的問題。
將不銹鋼筒體放在平臺上,調平后按照圖紙尺寸用高度尺劃線,確定每個波的中心線位置,注意波紋中心線與筒體中心線必須垂直。完成劃線的筒體橫放在波紋機上,端面與擋輥要貼實,不能出現偏斜。
第一步,將軋制胎具的中心與所劃的波紋中心線重合,調整壓下尺寸3 mm,確定定位中心。
第二步,檢測定位中心無誤后,繼續調整標尺下移5 mm,使軋制波紋深度達到8 mm。
第三步,繼續將壓下尺寸加深2 mm,啟動波紋機,此時波紋深度10 mm。
第四步,繼續運行波紋機,保持標尺深度不變,將軋制好的波紋調整修飾,確保外形美觀,尺寸精準,符合圖紙要求。
2. 3 等距法組對,保證內罩形位精度
采用等距法進行底座法蘭和筒體的組對,確保7 554 mm 高內罩垂直度偏差不大于5 mm。
(1) 將270 mm 高的不銹鋼筒體與法蘭組對,上口用支撐法蘭( 外徑2 180 mm,內徑1 980 mm) 固定,確保筒體的圓柱度不超過2 mm。里外焊接,角焊縫焊角高度10 mm。
(2) 用手工調150 mm 高的16 Mn 筒體的圓柱度,要求不超過2 mm。將150 mm 高的16 Mn 筒體與法蘭組對、里外焊接,焊角高度10 mm。
(3) 做支撐法蘭( 外徑2 600 mm,內徑2 200mm) ,將兩筒體固定。
2. 4 氬弧焊與氣保焊結合,實施筒體焊接
在對筒體進行組對焊接時,采用氬弧焊打底,CO2氣體保護焊焊內口,外部埋弧焊封面的焊接方法。通過選用合理的焊接參數,實現了大直徑薄壁不銹鋼波紋筒的良性焊接,達到X 射線探傷Ⅱ級以上精度。
2. 4. 1 焊接條件
(1) 焊接電源用直流反接法,即工件接電焊機的負極,焊絲接正極。
(2) 焊道間溫度差≤60 ℃。
(3) 焊絲干伸長長度22 ~ 35 mm,要盡量短。
(4) 焊接環境溫度不能低于0 ℃。
2. 4. 2 氬弧焊打底
將點固焊后的兩波紋筒放置在轉胎上,轉輪直徑Φ 400 mm,距離2 500 mm,以20 r /min 的速度勻速轉動。
氬弧焊焊絲為S310,在保證焊透和熔合良好的條件下,采用小電流、短電弧、快速焊方法。打底層厚度不超過2 mm。
在打底層焊接好后,要仔細檢查焊縫表面,應無裂紋、夾渣和氣孔等缺陷。用角磨機打磨打底層,露出金屬光澤,去掉裂紋、夾渣和氣孔等缺陷,并將凸起不平之處磨平。
2. 4. 3 氣保焊封面,焊內側焊縫
焊前將端面坡口及內外表面50 mm 范圍內的油、垢、毛刺等清理干凈,100 mm 寬度內涂白堊粉,噴嘴上涂防堵劑。焊絲選用S310,使用前150 ℃烘干1 h。參數的選擇如表1 所示。
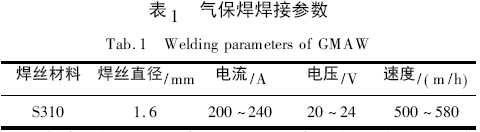
焊槍橫向擺動時,保證兩側坡口有一定熔深,使焊道平整,有一定下凹,避免中間凸起產生未焊透、夾渣等缺陷。焊接要連續進行,因故中斷,再施焊時,對已焊焊縫局部預熱,必保焊縫全部熔透。
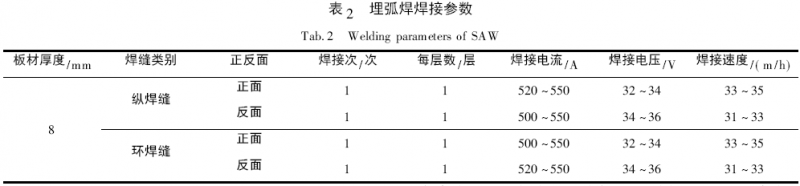
2. 4. 4 埋弧焊焊外部焊縫
內口焊好后,焊縫背面用角磨機清理焊根,打磨光滑確保焊透,最后用埋弧焊封面焊縫。焊絲選用S310,直徑Φ 3. 2 mm,焊劑SJ601 使用前300 ~ 350℃,烘干2 h。
2. 4. 5 焊中和焊后檢驗
(1) 焊接過程中,采用超聲波探傷監控每一層焊縫的質量。
(2) 焊后對全部的縱焊縫和10% 的環焊縫進行X 射線探傷。觀察焊縫是否全部焊透,有無氣孔裂紋等缺陷,要求達到環III 縱II 的標準。
3 結語
制作的罩式退火爐內罩經過底座承載能力測試、徑向抗變形能力測試、冷泄漏測試、熱泄露測試、升溫曲線測試、爐壓穩定性測試、風冷和水冷測試等一系列檢測,均達到設計性能指標,完全能滿足用戶要求。
罩式退火爐內罩的研制成功,充分驗證了自主設計、制造的成套大型工藝裝備的有效性和合理性。本項目不僅成為了唐鋼機械裝備公司效益增長的一個亮點,而且也填補了唐鋼公司該技術領域的空白。其中“一種大直徑不銹鋼薄壁波紋筒體的焊接方法”已經獲得國家發明專利( ZL201310146458. 3) 。目前,世界范圍內罩式退火爐內罩制作水平最高的為奧地利獨資企業艾伯納公司,該公司下料、卷筒、焊接自動化水平都很高,尤其焊接利用專用的自動成型焊接機器。與該公司的產品相比,唐鋼制作的退火爐內罩存在焊縫外觀質量差的問題,這也是下一步著力改進的工作內容。
參考文獻
[1]段長青. 冷軋廠全氫罩式退火爐內罩設備失效分析[J]. 昆鋼科技,2006,7: 24 ~ 29.
[2]中國機械工程學會焊接學會. 焊接手冊( 第2 卷) [M]. 北京: 機械工業出版社,2001: 58 ~ 60.
[3]唐健. 數控加工及程序編制基礎[M]. 北京: 機械工業出版社,1997: 152 ~ 153.