
李建軍,劉德輝
(鞍鋼股份有限公司煉鐵總廠, 遼寧鞍山114021)
摘要: 鞍鋼新1 號高爐由于爐體破損嚴重,于2016 年12 月14 日停爐大修,本次停爐降料線首次采用溫度場計算爐內殘鐵量和殘鐵口位置,停爐后爐內殘鐵幾乎無殘留。由于爐頂打水量適當,煤氣成分和頂溫得到準確控制,料面平整、穩定地降到風口平面位置。在大修期間,制定嚴格施工質量標準,保證工程質量滿足高爐長壽要求。
關鍵詞: 高爐;停爐;殘鐵;降料線
鞍鋼股份有限公司煉鐵總廠新1 號高爐(3200 m3)第2 代爐役于2011 年5 月15 日開爐,投產后高爐順行狀態一直良好, 技術經濟指標不斷改善,2011~2013 年連續3 年均利用系數超過2.3 t/(m3.d)、燃料比長期穩定在510 kg/t 以下。從2014 年3 月開始, 爐缸環炭局部位置溫度開始上升,最高點達620 ℃,并且鐵口下方爐殼相繼出現多處開裂現象,同時爐身部位內襯大部分脫落,爐皮溫度最高達400 ℃,高爐通過裝冷卻棒、爐皮打水,將利用系數控制在1.9 t/(m3.d)以下,以低產能高消耗運行狀態維持安全。經鞍鋼股份有限公司決定,于2016 年12 月14 日停爐大修。由于停爐操作措施合理,降料線、出殘鐵操作與預期計劃幾乎保持一致, 鞍鋼首次實現完全按計劃精確停爐。
本次大修歷時103 天,主要更換爐缸內襯、爐缸1~6 段爐殼和冷卻壁, 更換第11~15 段鑄鐵冷卻壁,更換第7~10 段銅冷卻板,濕法除塵系統改為干法除塵系統,并對重力除塵器、熱風爐混風設備等設備和工藝進行改造升級。在大修過程,嚴格施工質量管理,為日后高效長壽奠定基礎。
1 停爐前準備
1.1 停爐前洗爐
為清除爐墻粘結物以及出好殘鐵, 停爐前15天開始實施物理洗爐,即采用降低終渣堿度、提高爐溫操作制度。將鐵水ω[Si]含量控制在0.6%左右, 逐漸降低入爐堿度, 由1.45 逐次降低到1.32。考慮到停爐降料線和出殘鐵需求,停爐前爐缸必須活躍,2016 年12 月11 日組織1 次短時間休風, 復風后全風口操作, 風壓由310 kPa 提高到350 kPa, 爐況順行一直延續到2016 年12 月14 日預休風前。
1.2 倒礦槽和倒焦炭槽
高爐大修停爐前,要求把9 個燒結礦槽、9 個球團礦槽和6 個焦炭槽中所有爐料清空, 便于料槽檢修。以往均集中在停爐前2 日進行倒槽操作,為保證預休風前高爐穩定順行, 防止在短時間內集中倒槽,爐料粉末在短時間內過于集中入爐,影響高爐順行,從2016 年12 月2 日到12 月10 日,用9 天時間把高爐所有料槽和受料槽逐個預倒1 遍,最后把剩余爐料集中到幾個特定料槽中。12 月11 日開始逐步減少來料量,到預休風結束后,僅剩燒結礦800 t,球團礦800 t、焦炭400 t。
2 降料線停爐操作過程
2.1 預休風操作
在正式降料線休風停爐前進行1 次預休風,在爐頂十字測溫處安裝4 個打水槍, 在正式降料線過程,控制爐頂溫度,防止燒壞爐頂設備。更換破損風口, 保證降料線過程安全。安裝長距離料尺,用于監控正式降料線料面下降過程。
12 月13 日21:00 開始變料,入爐堿度1.24,減輕綜合負荷20%,12 月15 日0:00 開始控料線; 到1:00 時料線降至2.7 m;2:00 時料線降至4 m,由于爐頂溫度上升,開始爐頂打水;5:00 時料線降至8 m, 減風到零, 完成預休風, 加蓋面焦20 t, 總計上休風料59 批,休風前最后一次生鐵ω [Si]含量為0.615%、ω [S]含量為0.025%。
2.2 降料線
高爐大修停爐,理想狀態是將料面安全、平穩降到風口中心線, 但是在降料面時容易出現爐頂煤氣溫度過高燒壞爐頂設備、煤氣H2含量高產生爆鳴、爐頂打水控制不準確水蒸氣產生膨脹爆炸等安全隱患;此外,在降料線過程,還容易出現管道、爐皮開裂、頂壓冒尖、放散閥著火等事故[3-4]。因此,降料線過程要嚴格控制好煤氣成分、打水量和出鐵時機。
鞍鋼新1 號高爐從2016 年12 月14 日14:15開始降料線,到12 月15 日6:30 休風結束,期間每隔30 min 取1 次煤氣樣,分析煤氣成分,嚴格控制H2和O2成分變化,并實時探測料線變化(見表1)。本次降料線共計打水1 995 t,料面平穩而且平整地降到風口區域。

在降料線過程總計出3 次鐵, 第1 次在料線接近18 m 時,共出鐵水320 t、渣120 t,鐵水ω[Si]為1.145%、溫度1 483 ℃; 第2 次在料線接近21 m時,共出鐵水320 t、渣140 t,鐵水ω[Si]為2.0%、溫度1 525 ℃;第3 次接近停風,共出鐵水26 t、渣110 t,鐵水ω[Si]為1.0%、溫度1 523 ℃。降料線期間鐵水物理熱和渣鐵流動性良好, 為最后出殘鐵提供了有力的條件。
3 出殘鐵操作
高爐出殘鐵操作是停爐操作重要環節之一,如果殘鐵口位置選擇在內襯侵蝕最薄弱位置,出殘鐵過程中容易造成內襯崩塌, 誘發安全事故[1];殘鐵量估算不準確,造成殘鐵出不凈,爐內渣鐵殘留量過多,增加爐缸清理難度。
3.1 殘鐵口位置選擇
根據鞍鋼新1 號高爐第5 層滿鋪碳磚檢測電偶溫度數據,經過模擬計算,判斷陶瓷墊基本保持完整,因此,殘鐵口高度選擇在第1~第2 層陶瓷墊之間位置,即爐缸二段冷卻壁底部向上680 mm的位置。
根據高爐爐缸碳磚檢測電偶溫度數據, 判斷2 號鐵口是侵蝕最為嚴重區域,因此,選擇殘鐵口位置應該避開2 號鐵口。為了不影響高爐停爐前正常出鐵和便于殘鐵溝砌筑, 同時便于殘鐵運輸, 最終殘鐵口選擇在1 號鐵口偏北、2 號風口下方位置。
3.2 殘鐵量計算
根據鞍鋼經驗, 按以下經驗公式計算爐缸內殘鐵量[2]:

式中,p 為殘鐵量,t;k 為殘鐵系數, 一般為0.4~0.6,侵蝕嚴重的爐底取上限,較輕取下限;d 為爐缸直徑,m;h 為實際死鐵層深度,m;ρ 為熱態鐵水密度,t/m3。
按此經驗公式, 本次鞍鋼新1 號高爐殘鐵計算量為1 080 t, 實際出殘鐵用時7 個多小時,實際殘鐵量大約1 000 t 左右,從最后扒爐缸結果看爐缸殘鐵出的非常凈, 只是在底部環狀帶有小量殘鐵,計算殘鐵量與實際殘鐵量基本一致。
3.3 出殘鐵
為方便殘鐵運輸, 殘鐵坑設在2 號鐵口擺嘴下第5 和第6 鐵道路線上。按殘鐵量1 080 t 設計殘鐵坑,殘鐵坑參數為21 m×10 m,深度是向地面下挖1 000 mm,底部先墊300 mm 厚的焦粉,然后墊200 mm 的無瀝青搗打料并搗實,用火烘烤干,四周用搗打料壘實,中間用搗打料壘成2 500 mm×2 000 mm×800 mm 的模子,共44 塊,設計能力可以滿足1 300 t 殘鐵。
殘鐵溝鋼板槽高1 000 mm, 寬1 200 mm,殘鐵溝總長34 m,殘鐵溝向南延長10 m,向北延長12 m,殘鐵溝的坡度為10°,南北兩側殘鐵溝與墻體之間留有1 000 mm 的安全平臺,主殘鐵溝與南北兩側殘鐵溝交叉點設有沉鐵坑,起緩沖作用,保證出殘鐵工作更加安全。
4 大修施工實踐
高爐長壽是一項系統工程, 其中施工質量也是高爐長壽系統工程中重要環節,因此,在高爐大修時, 制定先進施工質量標準和加強施工質量管理具有重要意義。
4.1 制定爐缸爐底砌筑質量標準
本次鞍鋼新1 號高爐施工標準參照文獻[5]制定。
4.1.1 爐底砌筑質量標準
(1) 爐底每層炭磚及找平層抽查不少于4 處,要求每處5 m2 范圍內不少于10 點,比規定磚縫大50%不能超過4 點。
(2) 搗打料密度符合設計要求,壓縮比要大于40%。
(3) 上下層之間磚縫不允許重合。
(4) 泥漿飽和度大于95%。
要求磚縫<1 mm, 表面平整度用3 m 標尺測量,誤差為±1 mm, 超微孔碳磚、德國西格里磚縫<0.5 mm。
4.1.2 爐缸砌筑質量標準
(1) 每層炭磚抽檢不少于4 處,要求每處5m2范圍內不少于10 點, 比規定磚縫大50%不能超過4 點。
(2) 同一層內合門少于4 處, 不能在鐵口區域,并應該均勻分布。
(3) 不能有3 層重縫, 上下層重縫與相鄰兩層重縫不能在同一位置。
(4) 砌體與冷卻壁或爐殼之間用搗料填實。
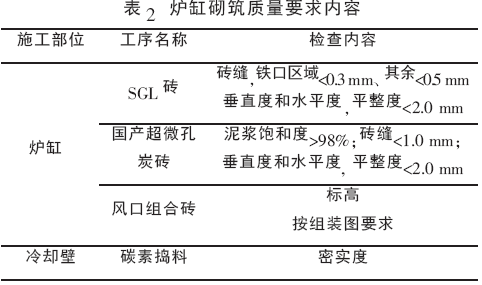
(5) 泥漿飽和度大于98%。
砌筑的質量要求和允許誤差, 按表2 中標準要求。冷卻壁與碳磚之間搗打料, 每次鋪料厚度小于300 mm,搗打后壓下量不小于35%,直徑Φ6 mm金屬棒手工插入深度不大于50 mm; 風口組合磚灰漿飽滿度≥98%,磚縫(2±1) mm,爐內施工環境溫度≥5 ℃。
4.2 冷卻系統施工實踐
(1) 更換爐缸1~6 段冷卻壁。其中爐缸2 段、鐵口區為軋銅冷卻壁,水道直徑為60 mm,爐缸其余各段為鑄鐵冷卻壁, 水管規格為Φ73 mm×6 mm,同時更換爐缸1~5 段爐殼, 更換第7 到第10 段539 塊銅冷卻板,更換爐身上部1~5 段鑄鐵冷卻壁。
(2) 安裝20 個銅質冷卻棒。由于22 層與23層冷卻板之間間距較大,存在冷卻盲區,本次大修在該區域安裝20 個銅質冷卻棒, 冷卻棒規格為Φ90 mm,長度140 mm,通軟水冷卻。
(3) 爐喉鋼磚取消水冷。原爐喉鋼磚分為上下兩段,上段高度為1 430 mm,內部灌漿,下段高度為930 mm,原為水冷,本次大修取消水冷,全部改為內部灌漿。
4.3 熱風爐檢修
煙道閥、冷風閥、助燃空氣閥、煤Ⅰ閥、煤Ⅱ閥返廠檢修, 更新DN2400 凈煤氣切斷閥、混風閥、3 個熱風閥和3 個熱風支管波紋管,對混風器進行改造,并重新焊接管皮和砌筑耐火材料。
3 個外端管和三岔口部位耐火材料拆除,重新噴涂、砌筑。外端管砌筑時,沿軸向噴涂層、輕質層和重質層均留了2 道20 mm 寬的膨脹縫,以保證波紋管的伸縮功能。更新煤氣換熱器,本次大修仍采用板式換熱器。
5 結論
(1) 鞍鋼股份有限公司煉鐵總廠新1 號高爐本次降料線是在總結鞍鋼多年停爐降料線操作經驗的基礎上進行的改進, 利用溫度場數據判斷爐底侵蝕深度和計算爐內殘鐵量, 與實際殘鐵量高度一致。
(2) 降料線過程要嚴格控制煤氣成分、打水量和出鐵時機,防止出現管道、爐皮開裂等事故。
(3) 本次新1 號高爐降料線打水依然采用傳統模式,爐頂打水量共計1 995 t。
目前先進企業已經采用爐頂霧化打水裝置,既能夠滿足日常使用,又可滿足降料線打水,并且節約水量,3200 m3 高爐降料線打水僅需水量800~1 000 t,因此,鞍鋼應借鑒該項技術。
參考文獻
[1] 成蘭伯. 高爐煉鐵生產技術手冊[M]. 北京:冶金工業出版社, 1996.
[2] 夏中慶. 高爐操作與實踐[M]. 沈陽: 遼寧人民出版社, 1988.
[3] 曹華, 宋文剛. 寶鋼4000 m3 級高爐降料線操作實踐[J]. 煉鐵,2007, 26(1): 6-8.
[4] 宋玉龍. 寶鋼降料線操作技術的進步[J]. 寶鋼技術, 2016(6):50-52
[5] 張國銀,王會榮,王磊. 3200 m3 高爐本體內襯砌筑施工技術[J]. 天津冶金, 2007(增刊): 98-103.