
黃安1,申警衛2,方曙光2
(1 九江萍鋼鋼鐵有限公司煉鐵廠,江西九江332000;2 湖南工業大學機械工程學院,湖南株洲412000)
摘要:為延長燒結機機尾固定刮刀的使用壽命,對固定刮刀進行改造,將原整體結構改為“橫向抗磨、縱向防變形”的結構,刮刀由纖長件改為寬長件,刮刀的橫向方安裝擋板,采用以ZG35CrMo 鋼為母材代替原固定刮刀ZGMn13 材質。經過技術改造后,有效增強了刮刀的耐磨性,刮刀平均使用壽命延長至12個月以上。
關鍵詞:燒結機;固定刮刀;ZG35CrMo 刮刀;整體結構
1 前言
提高燒結機機尾固定刮刀的使用壽命對燒結生產工藝的優化十分重要。燒結機尾部倒料箱內的固定刮刀對于燒結機的使用壽命影響較大。刮刀的使用壽命取決于現場的工況以及刮刀本身的結構、材質。在工況不變的情況下,刮刀本身的結構和材質是影響使用壽命的主要因素。
燒結固定刮刀位于燒結機尾倒料箱內,裝在臺車與單輥之間,傾斜安裝,傾斜角度為41°。固定刮刀的作用主要是導料和刮料。固定刮刀前段呈刀口狀,主要起刮料作用。當臺車翻轉倒料后,粘在臺車面上的料就由刮刀前端刮掉;后部主要起導料作用,臺車翻轉下的料落在刮刀上,然后順著刮刀滑到單輥處,防止燒結礦直接砸在單輥上。固定刮刀的使用壽命直接影響燒結機的作業率。提高固定刮刀的使用壽命,能有效控制燒結機的故障率,創造可觀的經濟效益。九鋼煉鐵廠180 m2燒結機主機倒料箱固定刮刀投產使用不到兩個月就出現變形、開裂,3 個月左右已有部分刮刀斷裂,使用情況很不理想,嚴重影響了燒結機的作業率[1]。
2 磨損變形原因及機理
2.1 固定刮刀的磨損原因分析
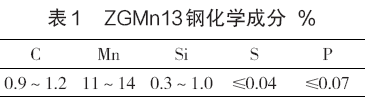
1)刮刀材料。九鋼煉鐵廠180 m2燒結機主機倒料箱原固定刮刀的使用材質為ZGMn13[2],其化學元素配比如表1 所示。ZGMn13 材料用于受不同程度沖擊負荷下的耐磨場所,極易受到磨損。原因如下:1)ZGMn13 在使用前必須經過水韌處理(鑄件經1 050 ℃左右加熱后進行保溫處理)才能有較高的抗拉性能、韌性[3-4]。依據現場使用情況分析發現,原刮刀沒有進行水韌處理,無法形成馬氏體,不具備高耐磨性。由于落料位置固定不變,所以落料點磨損尤為突出。2)燒結料從機燒頭部點火位置到落料出,一直都處在燃燒狀態,固定刮刀長期處在高溫環境下。料層溫度一般高達850 ℃左右,故在高溫環境下要求刮刀材質必須具備耐高溫、耐磨、抗變形能力。在燒結環節中,燒結機由于工藝或設備原因隨時都可能停機檢修,通常在檢修允許的時間較短的情況下,會對倒料箱進行打水降溫,使倒料箱急速冷卻。原材質為ZGMn13 的刮刀在急速冷卻中會出現開裂、變形等損害其使用性能和壽命的情況。經常打水就會造成整根刮刀產生更嚴重的變形,變形后的刮刀再次受燒結料的沖擊,會使其變形加劇,甚至出現斷裂。
2)刮刀整體結構。原刮刀的整體設計是采用“縱向橫排”的方式,整排刮刀由19 根單件組成,整排刮刀不具有積料的功能,各面都存在與燒結礦的接觸磨損。且每次下料都會對整根刮刀進行沖擊,使刮刀產生變形。隨著沖擊次數越多,刮刀形變不斷加大,最后導致斷裂。
2.2 固定刮刀磨損、變形機理
固定刮刀磨損機理:大塊的燒結礦從臺車上落下來掉到刮刀上,對刮刀產生沖擊,大塊燒結礦自身也產生潰散,順著刮刀往下溜。在這個過程中,燒結礦對刮刀產生了沖擊磨損和磨粒磨損。固定刮刀變形機理:當燒結礦從臺車上落到刮刀時,對刮刀產生沖擊,在刮刀中產生應力。在高溫環境中,刮刀被反復沖擊同一位置時,就會在刮刀中累積足夠大的應力,導致刮刀變形。
影響刮刀磨損、變形的因素包括:1)臺車到刮刀的落差越大,沖擊越大,磨損越大。2)燒結礦的燒結強度越大,自潰性就越小,沖擊就越大,磨損也就越大。3)燒結礦的溫度越高,材料抗磨損的能力越低,磨損就大,變形嚴重。4)燒結礦的形狀越不規則,有尖角,磨損越大。5)燒結礦的硬度越高,磨損越大。6)燒結礦潰散前后的粒度越大,磨損越大。7)刮刀具有一定的結構,就能夠減少磨損的范圍,從而相應減少磨損量。8)刮刀材料硬度高,能夠抵抗磨損。材料中如果含有大量的碳化物,則抵抗磨損的能力將大幅度提高。9)臨時水冷次數越多,變形越大。10)刮刀的結構越單薄,變形越大。
在一定的工藝條件下,因素1)~6)基本上保持一個常態。檢修瞬間水冷環節無法避免。只能通過改善結構和采用適宜的材料以及改變刮刀結構來增強刮刀強度,從而提高刮刀的抗磨損能力。
3 固定刮刀技術改造
3.1 結構改造
為了固定刮刀增強抗變形能力,主要從3 方面進行技術改造。
1)將原整體結構改為“橫向抗磨、縱向防變形”的結構,刮刀由纖長件改為寬長件。把原來由單根刮刀組成改為由3 合1 的5 套(中間),2 合1 的2 套組成(兩邊)。組合刮刀同時裝在同一塊底板上,使其形成整體,增強了刮刀的強度,提高了刮刀的抗變形能力。同時提高耐磨性,改造后的刮刀在橫向方向安裝了很多的擋板,形成空格。橫向的空格積料可以起到緩沖的作用,減少料對刮刀的沖擊。同時料只能與刮刀的表面摩擦,刮刀的底面和側面都不會受到料的沖擊磨損。在刮刀中上部有迎料面,它的堆焊厚度達10 mm。當料沖擊到迎料面位置時,料會形成拋物線下落,減少了料對下部刮刀的摩擦,延長了刮刀的使用壽命。
2)橫向結構的積料在燒結礦與刮刀之間能夠起到一定的緩沖作用,減小了沖擊作用力,也增強了抗變形能力。
3)臨時檢修對刮刀進行強迫瞬間冷卻,由于有橫向結構的積料,水就會慢慢從積料上滲透下去,等到底板時已與底板的溫度達到平衡,沒有劇烈溫差,刮刀就不會變形。
3.2 材料改變
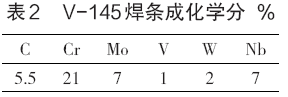
由于原固定刮刀材質為ZGMn13,在生產實踐中經常產生開裂、變形等損害其使用性能和壽命等情況。改造后刮刀采用以ZG35CrMo 鋼為母材,母材表面堆耐磨焊形式制作。ZG35CrMo 鑄件堆焊前退火處理,細化晶粒。耐磨焊焊條采用進口焊條V-145,其成化學分如表2 所示。V-145 焊條含有稀土金屬,具有強耐磨損、耐高溫特性,在900 ℃以下具有非常好的紅硬性,材料中含有大量的初始碳化物,能夠很好地抵抗燒結紅礦的磨損。
ZG35CrMo 具有較高的強度和韌性,同時具有良好的淬透性。耐磨焊條堆焊后能很好地融合形成整體,不會分層。另一方面在保證刮刀不變形的基礎上,燒結料對刮刀的沖擊會細化晶粒,增加耐磨性。檢修時打水,相當于對材質進行又一次淬火,使表面形成馬氏體,增強了耐磨性,提高了刮刀的使用壽命。
4 結語
燒結機機尾固定刮刀技術改造是在固定刮刀的結構和材料兩方面進行的整體改造,改造后提高了刮刀的強度和韌性,使用效果較好,使用壽命得到提高,提高了生產作業效率。目前,九鋼煉鐵廠2×180 m2燒結機及238 m2燒結機機尾刮刀平均使用壽命均達到12個月以上。
參考文獻:
[1] 孟海翔,周長強,葉正文,等. 濟鋼320 m2燒結機的主要設計特點[J].山東冶金,2005,27(1):18-19.
[2] 周旭清,徐農田. 九鋼180 m2燒結機達產實踐[J]. 礦業工程,2011(2):34-36.
[3] 譚建波,王子超. 顆粒增強ZGMn13 耐磨表面復合材料的制備[J].熱加工工藝,2017(8):116-118.
[4] 丁志敏,左麗麗,趙晶,等.ZGMn13 高錳鋼950 ℃水韌處理的可行性[J].材料熱處理學報,2013(12):130-135.
[5] 賈玉梅. 利用普通車床加工細長桿零件的工藝改進[J]. 新技術新工藝,2016(7):4-6.