
袁野,羅全,苑輝
(大連華冶聯(lián)自動(dòng)化有限公司,遼寧 大連 116000)
摘要:針對(duì)鋼鐵廠卷板生產(chǎn)過(guò)程中手動(dòng)方式噴印作業(yè)容易出錯(cuò)的問(wèn)題,本文提出了采用關(guān)節(jié)工業(yè)機(jī)器人帶動(dòng)噴碼頭對(duì)鋼卷表面固定位置進(jìn)行噴碼作業(yè),并在噴印過(guò)程結(jié)束后,采用工業(yè)相機(jī)拍攝噴印區(qū)域圖像,對(duì)圖像進(jìn)行增強(qiáng)處理,字符分割后,采用基于BP人工神經(jīng)網(wǎng)絡(luò)的OCR模塊識(shí)別噴碼數(shù)據(jù),并將識(shí)別出來(lái)的噴碼數(shù)據(jù)與接收到的鋼卷號(hào)進(jìn)行比對(duì)、分析,最終結(jié)果通過(guò)局域網(wǎng)絡(luò)傳送到其他監(jiān)視工作站和遠(yuǎn)程數(shù)據(jù)庫(kù)中。
關(guān)鍵詞:機(jī)器視覺(jué);字符識(shí)別;鋼卷噴碼
1引言
鋼鐵廠的冷軋或熱軋卷板在完成卷曲工序后,通常需要進(jìn)行產(chǎn)品標(biāo)識(shí)。現(xiàn)有的卷板生產(chǎn)線上通常采用人工制模,然后在帶有字符形狀孔洞的模板上噴漆,在鋼卷上形成特定的字符。這種方式由于人為因素影響,當(dāng)字符變化頻繁時(shí)極其容易出現(xiàn)錯(cuò)誤。采用機(jī)器視覺(jué)識(shí)別機(jī)器人噴碼字符,能夠極大提高工作效率和質(zhì)量,避免錯(cuò)誤,減小工人的勞動(dòng)強(qiáng)度。
2系統(tǒng)組成與工作原理
2.1系統(tǒng)構(gòu)成
該系統(tǒng)由關(guān)節(jié)臂機(jī)器人、工控機(jī)、噴碼機(jī)、光源、工業(yè)相機(jī)組成。其中關(guān)節(jié)臂機(jī)器人采用FANUC的R1000iA 100F,噴碼字符的圖像的采集使用的是AVT公司的Pike系列高分辨率工業(yè)數(shù)字相機(jī)。
2.2系統(tǒng)的工作原理
本系統(tǒng)按照結(jié)構(gòu)和功能劃分成兩個(gè)部分:字符噴印系統(tǒng)和字符識(shí)別系統(tǒng)。噴印系統(tǒng)主要完成噴碼頭的隨動(dòng)和字符噴印,通過(guò)識(shí)別鋼卷高度和鋼卷位置,關(guān)節(jié)臂機(jī)器人帶動(dòng)噴碼頭對(duì)鋼卷表面固定位置進(jìn)行噴印作業(yè)。鋼卷噴碼識(shí)別系統(tǒng)其實(shí)就是一個(gè)光學(xué)字符識(shí)別(OCR)系統(tǒng),主要完成噴碼字符的識(shí)別和校對(duì),當(dāng)噴印過(guò)程結(jié)束后,工業(yè)相機(jī)拍攝噴碼圖像,現(xiàn)場(chǎng)圖像經(jīng)過(guò)視頻采集卡進(jìn)入到鋼卷噴碼識(shí)別系統(tǒng)主機(jī),該主機(jī)中的識(shí)別模塊對(duì)圖像進(jìn)行分析、處理,并識(shí)別噴碼數(shù)據(jù),并將識(shí)別出來(lái)的噴碼數(shù)據(jù)與接收到的鋼卷號(hào)進(jìn)行比對(duì),分析,最后結(jié)果會(huì)通過(guò)局域網(wǎng)絡(luò)傳送到其他監(jiān)視工作站和遠(yuǎn)程數(shù)據(jù)庫(kù)中。
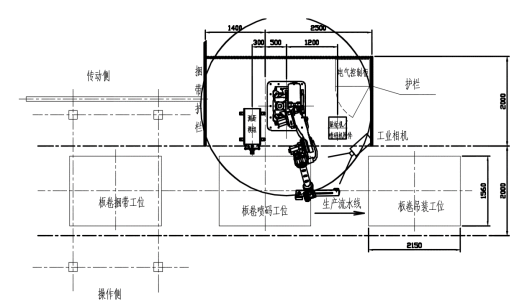
鋼卷噴碼識(shí)別系統(tǒng)布置圖如圖1所示。
2.3點(diǎn)陣字符識(shí)別算法
點(diǎn)陣字符識(shí)別算法主要包括字符圖像的提取、字符圖像預(yù)處理、字符分割、SVM訓(xùn)練和識(shí)別等。
2.3.1圖像預(yù)處理
噴碼字符是5×7點(diǎn)陣,噴印的字符很可能出現(xiàn)多點(diǎn)少點(diǎn)或者點(diǎn)的位置有所偏移的情況,噪聲干擾嚴(yán)重,給點(diǎn)陣字符的識(shí)別帶來(lái)困難。為了消除這些干擾,采取了圖像增強(qiáng)、腐蝕等算法。
2.3.2點(diǎn)陣字符的增強(qiáng)
圖像增強(qiáng)是增強(qiáng)圖像中的有用信息,其目的是增強(qiáng)視覺(jué)效果,將原來(lái)不清晰的圖像變得清晰或強(qiáng)調(diào)某些感興趣的特征.抑制不感興趣的特征,使圖像質(zhì)量得到改善,加強(qiáng)圖像判讀和識(shí)別效果的圖像處理方法。圖像增強(qiáng)主要是通過(guò)改變圖像的灰度值來(lái)實(shí)現(xiàn)的。
采用改進(jìn)的直方圖均衡算法,既保留了標(biāo)準(zhǔn)直方圖均衡算法的原理簡(jiǎn)單,實(shí)時(shí)性好的特點(diǎn),又避免了單純采用標(biāo)準(zhǔn)直方圖均衡算法增強(qiáng)后的圖像亮度不均,出現(xiàn)因灰度級(jí)合并,從而致使部分細(xì)節(jié)信息丟失的情況發(fā)生。
基于對(duì)數(shù)函數(shù)映射的直方圖均衡(LMHE) 算法將對(duì)數(shù)函數(shù)作為直方圖均衡算法的累計(jì)分布函數(shù),對(duì)數(shù)函數(shù)符合人眼視覺(jué)特性的Weber-Fechner規(guī)律。
累計(jì)分布函數(shù)定義為:

式中,![]() k為輸入灰度級(jí)。對(duì)上式求導(dǎo),可以得到相應(yīng)的概率密度p(k)。將p(k)作為直方圖均衡算法概率密度函數(shù)的修正,使相應(yīng)的累計(jì)分布函數(shù)近似滿足對(duì)數(shù)函數(shù)的形式,從而使得增強(qiáng)后的圖像具有更好的視覺(jué)效果[1]。
k為輸入灰度級(jí)。對(duì)上式求導(dǎo),可以得到相應(yīng)的概率密度p(k)。將p(k)作為直方圖均衡算法概率密度函數(shù)的修正,使相應(yīng)的累計(jì)分布函數(shù)近似滿足對(duì)數(shù)函數(shù)的形式,從而使得增強(qiáng)后的圖像具有更好的視覺(jué)效果[1]。
2.3.3字符分割
提取單行字符串之后,需要分割出單個(gè)字符,在實(shí)際生產(chǎn)過(guò)程中由于噴碼設(shè)備氣動(dòng)機(jī)械故障、板材運(yùn)輸存儲(chǔ)過(guò)程中的磨損或者由于后期圖像處理效果較差,容易造成板材噴碼字符存在粘連和分裂的現(xiàn)象。粘連和斷裂字符將導(dǎo)致字符的錯(cuò)誤分割,從而能影響后期字符正確識(shí)別。
針對(duì)粘連字符切分,除了采取投影分割方法,還采取了基于字符上邊緣的切分方法。基于上邊緣的切分方法利用字符圖像的上邊緣,利用邊緣波峰波谷特性作為判斷切分邊界的依據(jù)。從鋼卷噴碼圖像分析可得,噴印字符屬于標(biāo)準(zhǔn)的數(shù)字和字母字符,寬高比比較固定,且同一行字符基本水平,因此,當(dāng)字符之間出現(xiàn)接觸粘連時(shí),垂直投影曲線波峰波谷特性受到較大干擾,但是字符的上邊緣波形特性保留,基本上波谷點(diǎn)對(duì)應(yīng)著粘連邊界[5]。
2.3.4光學(xué)字符識(shí)別
在標(biāo)記識(shí)別系統(tǒng)中,攝像機(jī)所拍攝的圖像經(jīng)過(guò)圖像預(yù)處理、字符定位、字符分割以后,得到了一組包含單個(gè)字符的二值圖像。這些二值圖像最后被送入到識(shí)別子系統(tǒng)中進(jìn)行識(shí)別,這個(gè)過(guò)程一般被稱為光學(xué)字符識(shí)別(OCR)。
字符識(shí)別主要采用基于BP人工神經(jīng)網(wǎng)絡(luò)OCR模塊,并在其基礎(chǔ)上使用簡(jiǎn)單拓?fù)浞治龊透怕式y(tǒng)計(jì)的相關(guān)技術(shù),提高識(shí)別成功率。
2.4后期處理
鋼卷號(hào)碼識(shí)別系統(tǒng)軟件另一項(xiàng)功能字符比對(duì)分析。從圖像中提取鋼卷標(biāo)識(shí)號(hào)后,與之前從二級(jí)數(shù)據(jù)庫(kù)中獲取的噴碼字符進(jìn)行比較,如果正確,則記錄有關(guān)數(shù)據(jù),以便于日后質(zhì)量統(tǒng)計(jì);如果有錯(cuò)碼,則發(fā)出報(bào)警,防止錯(cuò)誤標(biāo)號(hào)流到下一道工序[6]。
3結(jié)束語(yǔ)
冷軋鋼卷生產(chǎn)線的主要生產(chǎn)設(shè)備已經(jīng)完全自動(dòng)化,由計(jì)算機(jī)直接控制。但是,鋼卷噴碼工作卻是由操作人員手動(dòng)噴印。對(duì)物流的跟蹤往往由操作人員根據(jù)生產(chǎn)線上的監(jiān)視畫面,將作業(yè)線上正在傳送的成品卷號(hào)與計(jì)算機(jī)系統(tǒng)傳輸過(guò)來(lái)的生產(chǎn)批次號(hào)碼進(jìn)行比對(duì),比對(duì)一致后手工操作鋼卷繼續(xù)進(jìn)入下一個(gè)物流環(huán)節(jié)。而采用機(jī)器視覺(jué)技術(shù)后,能夠自動(dòng)識(shí)別由工業(yè)機(jī)器人噴印的鋼卷號(hào)碼,并及時(shí)傳輸?shù)接?jì)算機(jī)內(nèi)部進(jìn)行比對(duì),比對(duì)一致后自動(dòng)處理進(jìn)入下一個(gè)環(huán)節(jié),大大方便了生產(chǎn)過(guò)程中的物流管理,提高了效率,還能避免由于鋼卷錯(cuò)碼而產(chǎn)生的質(zhì)量異議和經(jīng)濟(jì)損失。
參考文獻(xiàn):
[1] 王浩, 張葉,等.圖像增強(qiáng)算法綜述[J].中國(guó)光學(xué),2017,8(4):438-448
[2] 王靜鋼.無(wú)縫鋼管標(biāo)記識(shí)別系統(tǒng)的設(shè)計(jì)與實(shí)現(xiàn)[D].北京郵電大學(xué)軟件工程,2008
[3] 曾華.基于LabView的鋼卷號(hào)碼識(shí)別方法[J]. 寶鋼技術(shù),2009(2):62-64
[4] 田金鋒,楊榮松,任德均.基于機(jī)器視覺(jué)的產(chǎn)品噴碼識(shí)別系統(tǒng)[J]. 微計(jì)算機(jī)信息,2010,9(1):185-187
[5] 板材噴碼字符識(shí)別技術(shù)的研究[D]. 冶金自動(dòng)化研究設(shè)計(jì)院檢測(cè)技術(shù)與自動(dòng)化裝置,2013
[6] 蔡晉輝,張光新,周澤魁.在線鋼坯噴號(hào)自動(dòng)視覺(jué)檢測(cè)系統(tǒng)設(shè)計(jì)[J]. 傳感技術(shù)學(xué)報(bào),2006,6(3):686-689