
李詩京 周衛
(中鋼設備有限公司北京100080)
【摘要】介紹了燒結智能控制系統,系統包括配料計算模型、堿度控制模型、終點控制模型、點火模型等。應用后極大的提高了燒結過程自動化和智能化水平,減少了人員配置,實現了燒結礦的高產、優質和生產過程的低能耗。
【關鍵詞】智能控制系統;燒結機;自動化
1國內外燒結專家系統應用現狀
國外有許多先進的智能控制系統在燒結領域成功應用。最有代表性的是日本和芬蘭。日本川 崎鋼鐵公司千葉廠于1980年研制了操作指導系統(OGS)并將其用于控制燒結過程。川崎水島廠開發的診斷型專家系統由終點控制、設備保護和產質量控制功能構成。芬蘭羅德駱基燒結專家系統的成功應用,實現了燒結生產的智能化。
國內一些高校在燒結專家系統方面也做了很多工作,還有一些重點企業也做了很多研究工作。包括燒結礦化學成分控制、燒結過程透氣性控制、燒結過程熱狀態控制和異常狀態診斷等專家系統逐步得到了成功應用。但是該系統還是存在與客戶需求、生產工況、裝備現狀脫節的一系列問題。
2燒結智能控制系統數學模型介紹
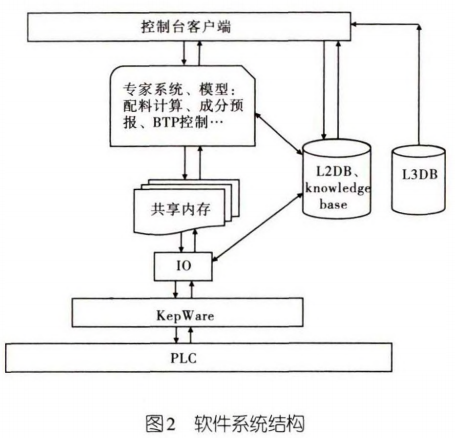
本系統是立足于鋼廠生產實踐自主研發的,并且具有自主知識產權。系統功能框架如圖1所示。軟件平臺是針對燒結一級的施耐德PLC系統、數據實時性及更好完成模型計算而設計的。軟件體系結構如圖2所示。

本系統主要是根據燒結生產過程,建立數學模型對其進行控制。各功能塊具體介紹如下。
2.1配料計算模型
行業現行配料方法采用的是人工計算方法, 需要進行反復的驗算,計算量大,計算過程復雜, 計算精度也不能滿足現代燒結生產的需要;而且配料過程很少考慮成本最優的問題。而該模型主要依據的是物料平衡原理,根據燒結礦的目標成分和目標產量,在限定的料種使用范圍內,求出各種原料使用的最優配比。
實現目標是根據原燃料的成分及配料目標采用線性規劃方法進行計算,給出滿足目標成分和成本最優的混合料配比,實現燒結過程的優化配料。減少了人為計算的不確定性,提高了勞動生產率。
2.2堿度控制模型
首次配料根據原料成分,計算出滿足目標的原料配比。在生產過程中對成品礦的檢化驗信息進行跟蹤,當檢測結果與配料目標R發生偏差時候,對配料的目標R進行修正。修正量ΔR_Re根據偏差大小決定,分多種情況進行控制。
(1) ΔR>0.05,做二分之一調整。
(2)0.03<ΔR<0.05,做三分之一調整。
(3 )0.02<ΔR<0.03,連續三點,取均值做三分之—調整。
(4)ΔR<0.03,連續4點,取均值做四分之一調整。
模型自動計算出熔劑配比的修正值,并通過一級粉塵下料模型改變下料量;最終實現燒結礦堿度的自動控制。
2.3總料量控制模型
小礦槽是燒結整個生產流程的緩沖環節,對于調整生產節奏,起著至關重要的作用,小礦槽料位變化受多方面因素影響,其中包括配料量、泥輥系數、燒結機速度等工藝參數。通過對這一環節的合理調控,可以保證燒結過程的連續穩定。
小礦槽料位控制是燒結過程控制中的難點,受進料、出料兩方面不確定因素影響成非線性變化;同時料量調節又存在滯后的特點。因此,多數情況采用手動調整總料量的方式。此模型實時跟蹤小礦槽料位的變化率,綜合考慮機速、料厚等影響燒結機吃料的各種因素,合理計算總的上料量。實現目標是合理控制總的上料量,保持生產的連續穩定,提高勞動生產率。
2.4返礦控制模型
返礦控制的指導思想是“多有多用、少有少用”。
B = RA/RE
式中:B —衡系數;
RA——篩分后所得返礦;
RE——加入混和料的返礦。
生產平衡時B=1,根據實際工況的基本返礦率RF_Ration和燒損,計算出實際返礦配比RF_Ration_SM,根據返礦倉位調整返礦配比。
實現目標:根據返礦率和返礦倉位實現了返礦的自動控制,實現燒結生產過程中返礦的動態平衡。
2.5點火控制模型
點火模型是通過合理控制空、煤氣流量,保證合適的點火溫度和點火強度,滿足燒結生產的要求。綜合考慮機速、煤氣熱值等因素,通過合理控制空煤氣流量實現點火過程的智能化。
系統最終實現在操作人員給定目標點火溫度和目標點火強度的條件下,自動調節過剩系數,滿足點火溫度要求;同比例調節空、煤氣流量,保證點火強度的要求,實現了點火過程的智能控制。在滿足生產要求的同時,最大限度的節省煤氣用量,為企業創造了可觀的經濟效益。
2.6終點控制模型
該模型主要是實現如何準確判斷燒結終點(BTP)和溫度上升點(BRP),并合理控制燒結終點,實現燒結機的智能控制,穩定生產以實現優質高產。此處采用對廢氣溫度進行曲線回歸擬和的辦法進行分析。曲線擬和效果如圖3所示,由燒結工藝理論可知:X1點對應燃燒帶前沿接近臺車蓖條的位置,而X2點對應燃燒帶最高溫度抵達臺車蓖條的位置,燃燒過程即將完成。
圖3中的X1就是溫度上升點BRP,X2就燒結終點 BTP。
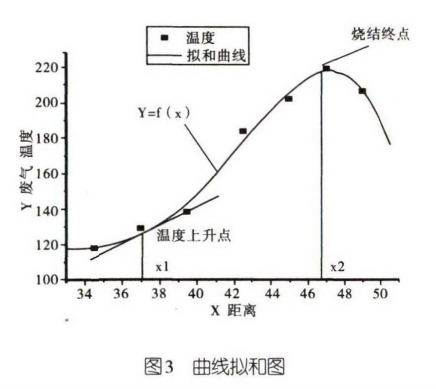
實現目標是通過對廢氣溫度場的分析,進行曲線擬和,實現了 BRP和BTP準確判斷,合理而準確的控制燒結終點的位置和溫度,穩定了燒結生產過程,使終點的穩定率大大提高,對提高燒結礦的產質量大有裨益。
2.7終點偏差控制模型
該模型解決了在燒結機寬度方向上如何合理布料才能使垂直燒結速度趨于一致的問題,合理布料會消除臺車寬度方向上終點(BTP)位置的偏差。
造成BTP偏差的原因是由于寬度方向上的垂直燒結速度不一致,為此對寬度方向上的垂直燒結速度進行研究。
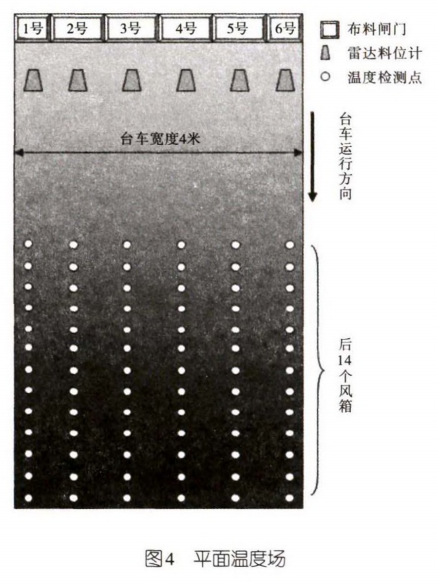
針對360 m2燒結機,建立風箱平面溫度場,熱電偶的詳細安裝位置為從11號風箱開始每個風箱裝有6個溫度測點,直到24號風箱.圖4中的1~6列測點號,對應由南到北的6個閘門。這樣可以對每個風箱的溫度測量值取平均,擬和出一條曲線; 對寬度方向上的燒結情況進行更細的研究。
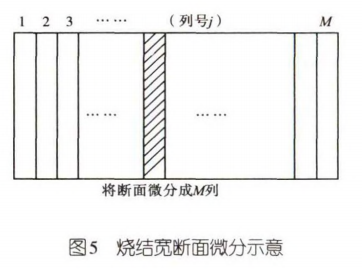
具體的模型建立方法是,沿燒結斷面寬度方向將燒結混合料床等分為M(j=l,2,…,M)個區域,并認為燒結混合料床寬度方向上除密實度外無其它偏析,如果第j區域的垂直燒結速度為Vj,各等分區域的混合料平均垂直燒結速度是![]() 如圖5所示。
如圖5所示。
為了便于研究定義了燃燒速度一致性的指數:

式中:V,—某列的燃燒速度;
V一均燃燒速度。
本模型涉及的燃燒速度一致性指數指的是臺車寬度方向上垂直燃燒速度的一致。使各列的燒結終點趨于同時出現.定量給岀了燒結機寬度方向上的布料厚度,實現了精確合理布料,使風量合理分布,燒結過程均勻一致,使燃燒帶同時到達臺車篦條,消除BTP位置偏差。對提高燒結礦的產質量降低返礦大有益處。
2.8 FeO控制模型
燒結礦FeO含量是評價燒結生產的一項綜合指標,也是影響高爐技術經濟指標的因素之一。降低燒結礦的FeO含量,能降低燒結能耗,改善燒結礦的還原性;但過低的FeO又會使燒結礦的強度指標惡化、低溫還原粉化率提高、燒結的成品率降低。因此.確定適宜的FeO含量對燒結生產具有十分重要的意義。
本模型是綜合考慮影響FeO的因素,如含碳量、料厚、返礦配比等。當最新的一個化驗返回系統后,通過調整含碳量來穩定FeO的值。
2.9成分預報模型
燒結生產的特點就是周期長、滯后性明顯。一般從配料開始到成品檢測信息出來要4~5h,如果岀現廢品,再進行調整為時已晚。預報模型就是在成品檢測信息出來之前做出預報,提前做出干預,防止和降低廢品率。本模型采用BP神經網絡模型如圖6所示,其中隱含層的個數是通過大量的數據測試后確定的。

主要實現的是R,FeO的預報。R預報的輸入變量是混合料中SO2含量、混合料中CaO含量、料層厚度、主管負壓、機速。FeO預報的輸入變量是混合料含碳量、終點位置、料層厚度、返礦配比、終點溫度。
對選取的優質樣本進行訓練,得到網絡結構。然后將實時的輸入變量帶入網絡結構進行計算預報, 從而做岀人為干預防止出現大的波動,提高成品質量。
2.10信息管理
信息管理部分包括報表管理、物料維護、參數修改和歷史數據查詢。報表管理實現了各類生產數據管理,比如能源消耗、開停機率等實現自動跟蹤。本系統的檢化驗數據來自公司的三級系統, 保證了實時性和準確性,同時也保留了手動修改的功能。系統在運行過程中各類參數是不斷優化的,為此專門設計了參數修改界面。
3結語
整個系統從2015年7月開始投用,運行穩定可靠,實現了燒結生產的智能化控制。系統運行穩定率在99%以上,主要技術、經濟指標均達到和超過項目研發目標,燒結生產水平得到明顯提高。燒結智能控制系統的應用,使生產操作過程更加合理、均勻、一致,避免了人為因素帶來的波動。自從投產以來,各項經濟技術指標穩步提高。部分指標見表1。

燒結智能控制系統在柳鋼360m2燒結機進行了應用。柳鋼燒結智能控制系統的應用,優化了燒結生產過程,提高了勞動生產率,降低了能耗,實現了燒結生產的智能閉環控制;該系統的研制成功,填補了中鋼在燒結自動化控制領域的空白,提高了企業形象和競爭力;并在行業內具有廣泛的推廣應用價值。
參考文獻
[1] 李桃.燒結過程智能實時操作指導系統的研究.[博士論文].長沙:中南大學.2000(12).
[2] 王筱留.鋼鐵冶金學(煉鐵部分).北京:冶金工業出版社,1991.
[3] 周取定.孔令壇.鐵礦石造塊理論及工藝.北京:冶金工業出版社,1989.