
黃志偉, 胡闖開, 李志輝
(長春師范大學, 吉林 長春 130032)
摘 要:通過優化球墨鑄鐵金相試樣在預磨、磨光、拋光、侵蝕等制備過程中的制備方法,將更加清晰觀察球墨鑄鐵的金相組織結構。在與傳統制備球墨鑄鐵金相試樣相比,強化了細節,制定了標準。經過實驗總結,提出可快速穩定制備球墨鑄鐵金相試樣的方法,大大提升了球墨鑄鐵金相試樣制備的質量和效率。
關鍵詞:球墨鑄鐵;金相組織;試樣制備
球墨鑄鐵的金相試樣清晰的金相組織結構可更好地判斷球墨鑄鐵的力學性能。球墨鑄鐵的金相組織中的石墨常以球狀、團狀、開花、蠕蟲、枝晶的形態而存在,其中球形為最具有代表性的形態,在金相光學顯微鏡低倍下觀察球狀石墨時,外形相似圓形;高倍時,為不規則多邊形,呈散射狀[1]。優秀的制備方法能讓球墨鑄鐵的金相組織結構完整呈現出來。經試驗總結,采用機械預磨垣手工磨制的制備手法為佳。
1 制備試樣的設備及材料
金相試樣的制樣設備通常選用 M-2 型金相試樣預磨機與 P-2G 型拋光機,磨光的砂紙通常選用180 號、400 號、800 號、1000 號、1200 號、2000 號的水磨砂紙。拋光時采用金剛石拋光膏,侵蝕液用含量為 4%的硝酸酒精溶液。
預磨前應選取合適的試樣, 試樣通常在具有有代表性的部位進行截取。球墨鑄鐵試樣最佳截取的面積為 10 mmX10 mm 左右,這樣磨制、拋光效果較佳,可更好對金相組織進行分析。
2 機械預磨試樣
1)首先確認預磨機是否能正常運行,檢查機器有無異常現象,去除潛在因素,并清楚預磨機的旋轉方向(一般為逆時針旋轉)。
2)根據預磨機的研磨盤尺寸,將 180 號的水磨砂紙剪裁同樣大小,裁好后浸濕并安裝固定在預磨機的研磨盤中。
3)將自來水管與預磨機連接,將水龍頭放置研磨盤中心,打開預磨機水龍頭,調節好水龍頭水流的大小(水流直徑以 3~6 mm 為宜)。
4)接通電源,打開預磨機開關,研磨盤開始運轉。
5)用食指、拇指、中指握緊球墨鑄鐵試樣,將試樣邊緣以水平面 45毅方向放入研磨盤磨倒角,輕輕用力按壓試樣并利用手腕力量旋轉試樣邊緣 10°~30°,球墨鑄鐵質地較軟,每次磨制時間 3~6 s 應將試樣提起,及時觀察試樣磨制程度,順時針或逆時針旋轉30毅繼續磨制,重復操作 5-10 次直至試樣倒角外觀圓潤并滿足(0.5~1.0 mm)X45°即可。
6)磨制倒角后,將試樣角度調整回水平,在距研磨盤中心 1/3 處位置握緊試樣緩慢放下磨制,在試樣與砂紙之間接觸潤滑并無跳動時,適當施加壓力磨制,每次球墨鑄鐵試樣在研磨盤上的時間不可以超過 25 s,當試樣磨制表面平整,磨痕方向一致且完全消除試樣表面原有加工痕跡時,即可關閉水龍頭,關閉預磨機,經過粗磨后的在顯微鏡下金相組織如圖 1 所示[2](注意整個預磨環節總時間控制在 3~5 min,關閉預磨機后及時將 180 號水磨砂紙拆卸下,并擦干研磨盤的水分)。

3 手工磨制試樣
1)為防止對球墨鑄鐵試樣造成意外劃痕,將工作臺面清理整潔,無顆粒或灰塵存在。將砂紙按照從細到粗的順序從上到下依次疊放并放置一側。
2)首先將 400 號水磨砂紙橫著平鋪在工作臺面,一手按住砂紙底部,另一只手的中指與拇指夾住試樣,食指壓在試樣上方,讓試樣的上一道磨痕方向與磨制方向垂直并和砂紙緊密接觸,拇指食指用力,讓試樣從砂紙左側平穩推進至砂紙右側,接著提起試樣重新回到起始位置,進行二次磨制。(球墨鑄鐵硬度較低,稍稍用力即可),經 400 號砂紙磨制后的顯微鏡下的金相組織如圖 2 所示。

3)重復磨制步驟直至試樣磨制表面平整,磨痕方向一致且完全消除上一道劃痕(磨制要點為快,穩,準)。
4)按照從粗到細的順序換上砂紙并重復步驟 2 和步驟 3 的操作,經 800 號、1000 號、1200 號、2000 號砂紙磨制后在顯微鏡下金相組織分別為圖 3、圖4、圖 5、圖 6 所示(400 號、1000 號砂紙磨制時間稍久)。

5)每更換一道砂紙前,用嘴輕輕吹掉試樣表面存在的磨屑顆粒,并及時清理工作臺面整潔,以無肉眼可見金屬顆粒和灰塵為標準,接著放上下一道水磨砂紙,將試樣旋轉 90°讓磨痕方向與磨制方向垂直進行下一道砂紙的磨制[3]。
6)最后一道砂紙磨制之后,在光線下仔細觀察試樣是否存在過深劃痕或者方向不統一的劃痕,如有存在應及時返工磨制。
4 試樣拋光
1)首先確認拋光機是否能正常運行,檢查拋光布是否完整無破損的平整安裝在拋光機上(拋光布安裝方法:將濕潤的拋光布平整的鋪在拋光盤上,將固定箍環壓緊拋光布套在拋光盤上,套在拋光盤上后可用手指捏著拋光布邊緣向下拽緊,讓拋光布更加平整的貼在拋光盤上),然后清楚拋光機的旋轉方向(一般為逆時針旋轉)。
2)正式拋光前,需用清水將手和試樣進行沖洗,將手和球墨鑄鐵試樣表面存在的金屬磨屑和顆粒沖去除,消除存在的影響因素。
3)沖洗過后,將拋光膏擠出綠豆大小,均勻涂抹拋光盤上,留少許拋光膏固定在拋光盤中心(拋光膏不易過多,否則后期觀察試樣,金相組織較臟)。
4)開啟拋光機,左手拿裝有冷卻水的滴瓶,控制力度讓水滴緩慢均勻的滴在拋光盤上,由于球墨鑄鐵含有球狀石墨,滴落水滴不應過大(水流較大,金相組織中石墨易擴散,形狀不規則,易產生石墨“拖尾”現象,如產生此現象,將試樣反方向或旋轉 90°拋光 15~25 s 即可消除[4]。)右手的拇指、食指、中指用力夾住試樣將試樣拋光面放置離拋光盤中心 2/3處,緩慢放下試樣,力度從大到小,使試樣緊密貼合在拋光盤上。
5)試樣拋光共分為三個階段:第一階段:將試樣在離拋光盤中心 2/3 處磨制,此階段用力稍大,主要拋光球墨鑄鐵試樣在 2000 號砂紙產生的粗大劃痕,按四個方向相同力度進行拋光,計算時間 15~30 s, 每次每個方向拋光結束后,用適量清水沖洗,仔細觀察試樣表面有無劃痕。第二階段:待試樣表面無明顯粗大劃痕可將試樣向拋光盤中心緩慢移動,間隔性的將中心處留有的拋光膏粘附出來,此階段主要消除試樣在拋光盤上產生的細小劃痕,力度稍稍降低,同樣四個方向進行拋光,可使試樣在拋光盤上上下短距離移動,直至劃痕消除為止。第三階段:將試樣緩慢移動至拋光盤中心,控制滴瓶調大水滴滴落速 度,但不能成股流出,此階段主要洗清試樣表面殘留拋光膏。
6)最終,關掉拋光機電源,用清水沖洗試樣表面,拋光結束后試樣在顯微鏡下金相組織如圖7所示。

5 金相試樣的侵蝕
拋光結束的球墨鑄鐵試樣在光學顯微鏡下觀察,只能看到大大小小的黑點,僅可以觀察鑄鐵中的石墨和非金屬金屬夾雜物等,不能觀察金相組織及結構特征。所以利用化學試劑的溶液借化學或電化學的作用下顯示金相組織。
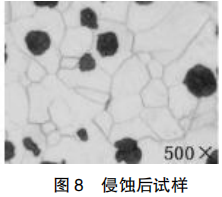
常用侵蝕劑為 3%~5%硝酸酒精溶液,侵蝕方法常用“擦拭法”與“浸入法”:“擦拭法”利用棉球蘸取硝酸酒精溶液,將試樣傾斜 45毅,按同一方向擦拭 4~ 8 次;“浸入法”利用夾子夾取試樣,將試樣表面完全浸入侵蝕溶液中(不可將試樣表面觸碰容器壁或容器底部),等待 8~15 s,將試樣夾出。
侵蝕過后,快速用清水沖洗試樣表面殘留侵蝕液,在用酒精溶液沖洗[5],最后用吹風機按同一方向吹干即可。
經侵蝕后,試樣在顯微鏡下金相組織如圖 8 所示。
6 結語
金相試樣的顯微組織圖是觀察球墨鑄鐵的力學性能重要判斷依據,快速穩定制備球墨鑄鐵金相試樣,關鍵要掌握好磨制,拋光和侵蝕這幾個階段的重要操作,根據制備出現的問題及時采用對應措施,從而制備高質量的球墨鑄鐵金相試樣。
參考文獻
[1] 盛達.球墨鑄鐵工業生產 60 年的發展[J].現代鑄鐵,2009(2): 51-55.
[2] 劉艷英,臧金旺,李憲武.金相試樣制備過程概述[J].工藝裝備, 2010(1):46-48.
[3] 李滿.金相試樣的制備[J].天津市經理學院學報,2014(3):93-94.
[4] 呂紅巧.球墨鑄鐵金相試樣的制備[J].理化檢驗 - 物理分冊, 2009(6):355-373.
[5] 燕樣樣.淺談鑄鐵金相試樣制備方法[J].金屬熱處理,2007,32 (3):104-105.