
劉洪軍,黃志剛,劉 珧 ,李 健
(寶山鋼鐵股份有限公司,上 海 201999)
摘要:某熱軋廠粗軋R 1 上、下根主電動機均為直流電動機,采用直流模擬調速裝置。由于長期運行后模擬控制系統的零漂增大,以及可控硅性能的劣化,R 1 粗軋機電氣傳動系統故障頻發。于 2 0 1 5年 對 R 1 粗軋機電氣傳動系統進行了數字化改造,直流電動機、電樞整流變壓器及勵磁整流變壓器利舊,對電樞整流器、勵磁整流器及控制系統進行了更新,采用西門子6R A 8 0 數字直流調速裝置,并采用西門子S I M O T I O N D 4 5 5控制器,完成直流電動機本體及輔助回路的控制。并結合一典型故障案例介紹了大容量直流傳動系統的故障原因分析、處理方法及經驗教訓。
關鍵詞:電樞;勵磁;控制邏輯;6R A 8 0& 斷路器
l 系統簡介
某熱軋廠于1990年投產,粗 軋 R 1 上、下輥主電動機均為直流電動機,額定功率為 2 850 k W 。上、下輥電樞整流器由 1 臺三線圈整流器變壓器集中供電;電樞整流器采用5 組可控硅正反組整流橋并聯來擴容 ;采用西門子S I M A D Y N _ C 模擬控制系統,由 1 臺西門子S5-115 P L C 負責傳動輔助控制。由于電氣傳動系統已運行2 5 年,模擬電路長期運行后零漂增大,可控硅性能劣化,R 1 上、下輥電氣傳動系統故障頻發,嚴重影響了企業物流平衡。
2 改造后電氣傳動系統
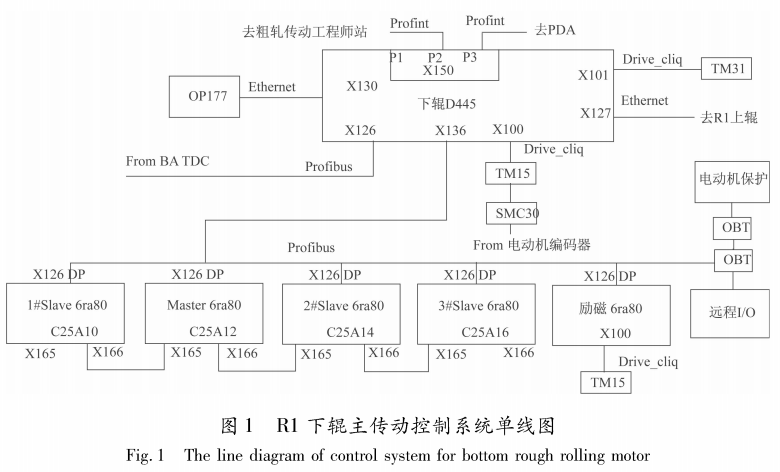
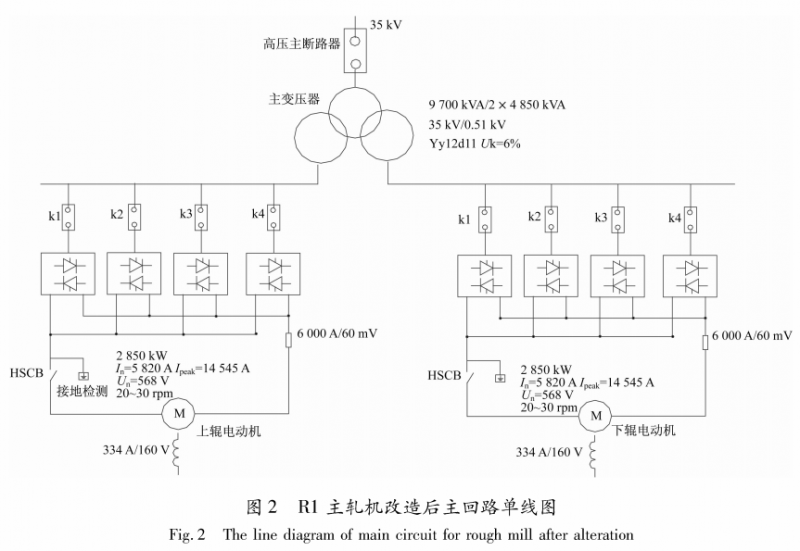
該熱軋廠于 2 0 1 5年 對 R 1 電氣傳動系統進行了改造,除電動機及整流變壓器留用外,其余的都進行了改造,改造后系統控制框圖如圖1所示, 主回路如圖2 所示。
改造后控制系統采用西門子 S I M O T I O N D 455,直流調速裝置采用西門子Simmies 6R A 8 0, S I M O T I O N是西門子全新運動控制系統,將運動 控制、邏輯控制及工藝控制功能集成于一身,為生 產機械提供了完整的解決方案。6R A 8 0 是西門子新一代的數字化直流調速器,它比上一代產品在功能及可靠性方面有了很大提高,6R A 8 0 特點有:
(1) 主回路結構緊湊,防護等級提高。
(2) 具有豐富通訊接口 ,配置有 Profibus、 Profinet 通訊接口。
(3 ) 具有豐富故障自診斷功能,用 S t a t e t調試 ,如配置M M C 卡 ,控制參數及D C C 程序存儲在 M M C 中,備件更換時不需要再下載參數。
(4 )支 持 D C C 功能,不需要額外增加工藝板。D C C 有強大的面向各種工藝需求的指令庫,各種邏輯控制和工藝控制均可用D C C 功能實現,功能強悍。
2 . 1 改造后R 1 電氣傳動系統配置與接口
(1 ) R 1 上、下輥每臺直流調速系統各采用1 臺西門子S I M O T I O N D 4 5 5控制器,分別負責上、 下輥直流電動機的速度控制、E M F 控制、邏輯控制及相關保護等功能 。其 中 ,① R 1 下輥 S I M O T I O N D 4 5 5控 制 器 的 D P 1 口與基礎自動化B A 通訊,接受來自B A 的控制指令,并 向 B A 發送控制系統狀態信息;② D P 2 口與電樞 6R A 80、勵磁 6R A 80及遠程 I/O 的通訊;③以太網接口X 1 2 7與粗軋傳動工程師站通訊,可在線調試與監控 ;④ X 150_2#P r〇finet 接口與 R 1 上輥 D 455 的X 150_3#Profinet 接口相連,實 現 R 1 上下輥負荷平衡控制;⑤ D X 150_3#P r〇finet接口與粗軋P D A通訊,可實現在線跟蹤與記錄;⑥ D R I V E -C L I Q _X 100接口與T M 1 5及 S M C 3 0 相連,把編碼器、快開 H S C B 等 信 號 傳 送 給 D 445;⑦ D R I V E -C L I Q _X 1 0 1與 T M 3 1 相連,把直流電動機電樞電流、電壓等信號傳送給 '445,并輸出高壓開關跳閘指令等。
(2) 每臺直流電動機的電樞繞組由 4 臺6R A 8 0裝置并聯控制,每臺 6R A 8 0 進線側各配置短路阻抗為4X 的交流電抗器及1 臺斷路器。把4 臺 6R A 8 0 中 1 臺設定為主裝置,其余3臺設定為從裝置,主、從裝置采用并行接口 X 165/X 166進行通訊。正常運行時,D 4 4 5控制器把相關控制字、電樞電流給定及反電勢給定同時發送給4 臺6R A 8 0 ,由主 6R A 8 0 負責電流閉環控制,并把可控硅移相脈沖通過并行接口傳送給所有從裝置,實現主、從裝置同時觸發。
(3) 勵磁繞組由 1 臺額定直流電流為400A的 6RA80控制 ,配置1個 TM15模塊 。勵磁6R A80 進線側也配置 1 臺斷路器,在勵磁 6R A 80交、直流回路配置過電壓保護。勵 磁 6RA80 接受D445發送的控制字與勵磁電流給定,勵磁 6RA80 工作在電流控制方式下。
(4 ) 每臺直流電動機配置 1 臺 快 開 HSCB ,負責電樞繞組的短路保護;通過分流器檢測電樞總電流,通過直流電壓互感器檢測電樞電壓;采用帶超速保護的增量式編碼器,一路通過S MC30 接口去D445,另一路通過脈沖放大器隔離放大后去 BA 。
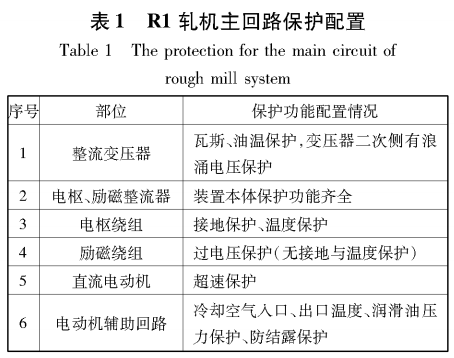
(5) 在系統保護方面,進線高壓開關、整流變壓器、整流器、直流電動機本體、電動機輔助回路的保護比較完善,具體如表 1 所示。
(6) R 1 直流傳動系統起停控制設計與標準6RA80有所不同,對起停控制有明確要求,起動順序是:① 起動 AUX ,確認輔助回路運行無異常; ②發電樞整流變壓器 35kV 高壓開關HVA 合閘指令,確認HVA 合閘到位(勵磁6 kV 高壓開關近控操作,新系統不參與控制);③發勵磁整流器低壓進線斷路器合閘指令,確認斷路器合閘到位; ④發電樞合閘指令,確認每個電樞 6RA80 進線斷路器及快開HSCB 合閘。當所有開關都合閘到位且無異常時,勵 磁 6RA80 開始工作,電動機勵磁繞組有電流流過 ;⑤接受BA 的 enable指令與速度給定,直流電動機開始運轉。
停機順序與起動順序相反 :① ba 發出停止指令,速度給定為零,直流電動機速度降下來,確認速度給定與速度反饋均為零;②發電樞分閘指令 ,確認電樞6RA80 進線斷路器分閘,快開HSCB不分閘;③發勵磁進線斷路器分閘指令,確認斷路器分閘;④發電樞整流變壓器 35k V 高壓開關HVA 分閘指令,確 認 HVA 分閘;⑤ 發 AUX 輔助回路OFF 指令,確認輔助回路停止運行。
2.2改造后電氣傳動系統的特點與功能
(1 ) 監控與調試方便。
無論 D 4 4 5還是 6R A 8 0 均配置有豐富通訊接口,D 4 4 5配 置 兩 路 Profibus通訊接口、兩個工業以太網接口以及3 個 Profinet接口,6R A 8 0 配 置 1 路 Profibus 通訊接口、1 路 Peer to peer 接口、1 路R S 32接口 ,通過配置 1 塊 C B E 2 0卡可擴展Profinet通訊。通 過 P D A 對系統進行在線監控,方便故障分析與處理;通過傳動工程師站可以遠程對粗軋主傳動系統進行調試及監控。
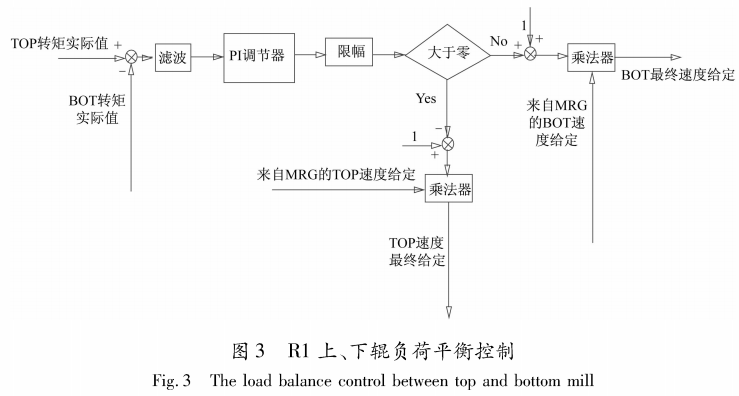
( 2 ) 上、下輥負荷平衡控制。
R 1 上、下輥乳機負荷平衡控制功能在R 1 下輥 D 4 4 5控制器中完成,如 圖 3 所示。上輥實際轉矩通過Profinet通 訊傳送給R 1 下輥,R 1 上輥實際轉矩減去下輥實際轉矩得到轉矩偏差值,先經 過 100 m s 濾波,通過負荷平衡P I 調節器后輸出附加速度給定,附加速度給定的限幅為電動機額定速度的 ± 1 0 % 。當 P 調節器輸出為正時,表明上輥電動機轉矩大;此時下輥電動機速度給定不變,上輥電動機速度給定要減去附加速度給定,相應降低了上輥電動機總速度給定,上輥電動機輸出轉矩也下降,實現與下輥電動機轉矩的平衡。當 b 調節器輸出為負時,表明下輥電動機轉矩大;此時上輥電動機速度給定不變,下輥電動機速度給定要加上附加速度給定,從而降低了下輥電動機總速度給定,相應下輥電動機轉矩下降,實現與上輥電動機轉矩的平衡。
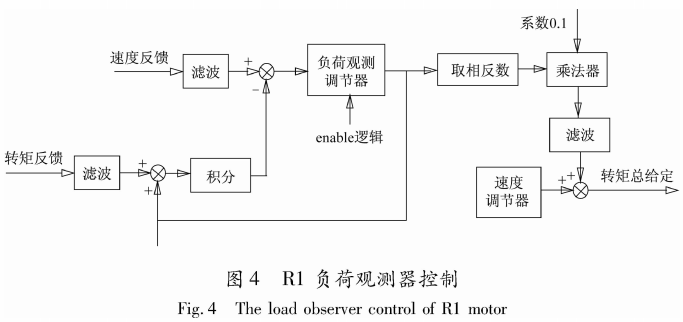
(3) 負荷觀測器功能。
在常規速度、電流雙閉環控制系統中,速度環時間常數比電流環大一個數量級。在突加負荷時,電動機電流實際值迅速增加,由于電流內環負反饋的阻滯效應,電動機輸出轉矩不能迅速提高,需要通過速度環提高電流給定來提升電動機輸出轉矩,故動作遲緩。根據現代控制理論,可通過負荷觀測器[1]來模仿擾動負載力矩,疊加在速度調節器的輸出,作為總力矩給定,從而可降低乳機咬鋼或拋鋼后的沖擊速降,縮短速度恢復時間。負荷觀測器控制原理如圖4 所示。
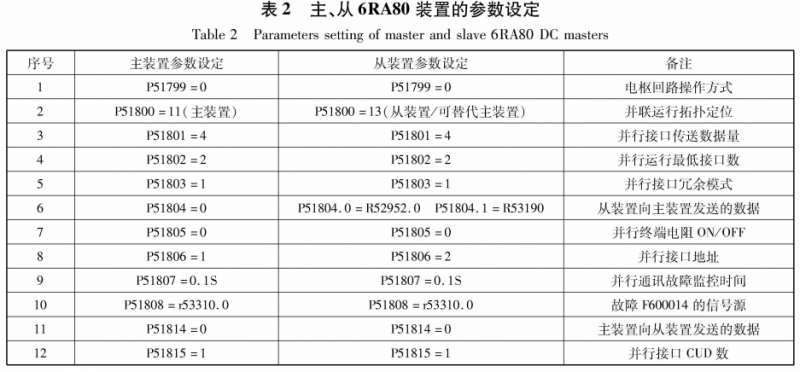
( 4 )電樞4 臺6RA80裝置采用2+2冗余配置方式。
電樞回路4 臺 6RA80裝置采用2+2冗余配置方式,任意 1 臺或2臺無論主裝置或從裝置故障,該系統自動切除故障裝置,自動調整總電流限給定,乳機可無停機繼續運行。為了實現以上功能 ,主、從 6RA80裝置的參數設定如表2 所示。
3 典型故障案例
自2 015年改造以來,R1直流調速系統運行比較穩定,只是在 2017年8月發生一起R 1 上輥直流電動機的勵磁繞組匝間短路的故障。
3.1 故障簡述
20 1 7年 8 月 2 9 日,某熱軋廠R 1 粗軋機在凌晨 2 點 5 1 分跳電,上輥直流電動機勵磁整流器報(F60004”(電網電壓異常)、“F60010”(電樞電流不平穩$故障,復位后故障消除,重 新 對 R 1 送電后恢復生產;凌晨3 點 0 1 分、5 點 4 0 分又發生了兩次故障,且 3 點 0 1 分的故障造成同一 35 k V 母線上其他軋機和S V C 同時欠電壓跳電。
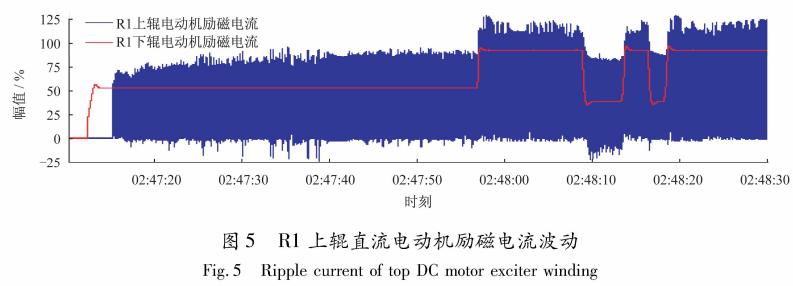
技術人員對R 1 上輥電動機運行波形進行檢查 ,發現故障前上輥直流電動機勵磁繞組電流波動很大,而且持續了幾個小時,圖 5 是第一次跳電前 R 1 上輥電動機運行的波形。對 R 1 上輥電動機進行檢查,發現勵磁繞組受熱變形,有嚴重焦糊味,且 有 2 個分支繞組有匝間短路與接地現象。幸好剛改造下線的R 2 直流電動機的勵磁繞組與R 1 上輥電動機的一致,對故障勵磁繞組進行更換與試驗后,恢復正常運行。
3 .2 故障原因
本次故障的直接原因是由于R 1 直流電動機已運行 2 5 年 ,現場環境惡劣,以及粗軋機沖擊負荷大,長期運行造成勵磁繞組匝間絕緣下降。由于改造后系統沒有配置勵磁繞組接地保護與溫度保護,不能及時對直流電動機勵磁繞組進行保護。隨著勵磁繞組匝間短路的出現,勵磁電流波動大,勵磁裝置多次報勵磁過電流故障,但操作人員在故障復位后仍繼續運行,導致故障進一步擴大。
3.3故障分析
2 0 1 7年 8 月 2 9 日凌晨3 點 0 1 分 ,R 1 軋機咬鋼沖擊電樞電流約為11 000 A ,此時電樞整流變壓器三線圈變壓器工作在1 2脈動狀態,35 k V 側5 次、7 次諧波含量很低,5 次、7 次諧波電壓分別約為 1.8 1 % 、0. 8 2 % & 當 R 1 上輥直流電動機勵磁繞組匝間短路擴大時,勵磁電流急劇波動,勵磁整流器報故障,
R 1 上輥直流電動機電樞整流器停機 ,同時 D 445發跳電樞整流器進線高壓開關H V A 的信號。因 H V A 跳閘信號傳遞及高壓開關動作大約需要60 m s ,此時 R 1下輥電樞整流器仍然在工作,而 R 1 上輥電樞整流器已停止工作,電樞整流變壓器實際工作在6 脈動方式。即35 k V 側諧波電壓顯著增加 ,5 次諧波電壓約為10. 9 7 % ,7次諧波電壓約為 4. 8 % 。與此同時,由于 35 k V 高壓開關帶載分斷整流變壓器這樣大的感性負載,產生關斷過電壓。在這兩個因素的影響下,
R 1 整流變壓 器 35 k V 側發生相間閃絡放電,導致同母線其他軋機和S V C 裝置因 35 k V 電壓跌落而欠電壓跳電。
3 . 4 故障經驗教訓
( 1 ) 對于運行近 3 0 年的直流主電動機,需完善大電動機的保護功能,增設直流電動機勵磁繞組的接地檢測與溫度保護功能。
( 2 ) 完善大電動機故障復位管理規定,對于主傳動系統的重故障,允許生產方或運保復位1 ~2 次 ,否則需要呼叫點檢進行系統檢查,并確認無異常后方可再次送電。
4 結論
本文介紹了某大型直流電動機電氣傳動系統數字化改造方案與系統配置,重點介紹了改造后電氣傳動系統的配置、特點與功能,并結合典型故障案例介紹了故障原因分析、故障處理方法及故障啟示。希望能夠對類似電氣傳動系統數字化改造方案的選型、控制功能的優化、故障處理與維護提供一'定的借鑒意乂。
參考文獻
[ 1 ] 趙弘,李擎 ,李華德.負荷觀測器在軋機扭振抑制中的應用[J ].大電機技術,2006(2):29 31.