
朱紅兵
(上海寶鋼節能環保技術有限公司,上海201999)
摘要:以焦化廠導焦除塵風機為例,對于節能改造后調速運行的大型動力旋轉設備的疲勞強度進行了計算分析,結果表明,對于承受交變應力的旋轉設備,應充分考慮尺寸系數和構件殘余應力對所選材料疲勞強度極限值的影響,對其核心部件進行抗疲勞設計和校核工作。同時對激振力與旋轉設備固有頻率耦合振動的現象作了定性分析和說明。鑒于該類設備對生產工藝和產能實現的重要程度,引入了設備狀態智能監測系統,對該系統的架構和功能作了闡述,并確定了下一步的主要研究方向。
關鍵詞:動力設備;旋轉設備;交變應力;疲勞強度;固有頻率;狀態智能監測
冶金企業為滿足各生產單元工藝的需要,配置了各類風機、水泵及壓縮機等通用動力旋轉設備。在當前系統節能改造需求的驅動下,原恒速運行依靠閥門調節的動力設備尤指大型離心壓縮機和離心通風機設備,在后續對其進行變速節能改造后,設備根據工藝需求處于周期性循環變速的運行狀態下,動力設備轉子就出現了兩個問題: ①轉子材料處于交變應力下的疲勞強度問題。所采用的材料疲勞強度是否能夠適應其在運行過程中產生的最大內應力,這涉及到關鍵設備的可靠性問題。2015年曾有這樣的案例:圓方坯電爐除塵增壓風機在使用較長時間后,葉輪中盤磨損嚴重,受交變載荷作用,葉片與中盤焊接部位局部疲勞損傷形成裂紋,在風機離心力作用下,葉輪中盤瞬時撕裂,造成事故。②動力設備在某一轉速下的氣流激振頻率會與轉子部件的固有頻率接近或重合,其后果必然導致動力設備產生很大的振動,這同樣涉及到關鍵設備的安全性與可靠性問題。
鑒于上述分析,有必要對上述兩種情況的具體原理和計算方法進行詳細梳理和澄清,從設計優化和制造工藝方面提出有針對性的方法和措施;并從建立關鍵動力設備運行狀態監測系統為切入點,對該類關鍵設備進行實時監測,該系統包括設備運行狀態信息、設備工藝運行數據以及設備能效方面的數據分析、統計和預警等功能,較之于常規的監控系統,面向的對象、數據采集方式、系統架構和系統功能均有所不同和創新。
1交變應力下轉子的強度計算與 分析
1.1交變應力的循環特性分析
現以焦化廠導焦除塵風機為例說明變速節能改造后轉子所承受的交變應力的循環特性。轉子結構圖見圖1。

導焦除塵的煙氣量根據出焦過程的煙氣發生量變化而實時變化。焦爐的裝煤及導焦工作周期性間斷進行,7.63 m焦爐每8 min各裝煤和推焦1次,而這8 min中只有3 min是產生煙塵的作業時間,此時除塵風機應高速運行,其他5 min不產生煙塵,除塵風機則應低速運行,如圖2所示。導焦除塵風機實施調速改造后,設備運轉必須與推焦車聯鎖,推焦時除塵風機高速運行,其余時間風機則低速運行,從而節約能耗。

當設備處于如圖2所示的周期性高低速運行狀態時,調速相當頻繁,轉子處于交變載荷狀態。有大量的工程實例表明,在交變應力條件下工作的轉子部件,即使它是用塑性材料制成的,而且部件的最大應力低于材料在靜載荷下的屈服強度σs,經過長期的運行使用后,在沒有顯著的塑性變形的情況下也會發生突然斷裂,造成飛車事故。一般認為這都是由于材料的疲勞造成的,但根據文獻[1]的試驗研究成果發現,造成部件正式損壞的原因并非疲勞,而是塑性材料內部裂縫逐漸擴展的結果,習慣上仍然稱這種破壞為疲勞破壞, 而部件抵抗這種破壞的能力,稱為疲勞強度。
從材料力學對疲勞破壞的形成和發展機理分析可知,材料對疲勞破壞的抵抗能力主要受兩個方面因素的影響[2] :
(1)疲勞破壞是逐漸積累的過程,故材料對疲勞破壞的抵抗能力與所受工作應力的循環次數N有關。在交變應力作用下的轉子部件,其強度條件與靜載荷下的情況已經不同,因此要重新建立部件在交變應力下的強度條件,則首先必須測定交變應力作用下材料的極限應力值。該值是動力轉子部件在交變應力作用下建立強度條件的主要依據。對于黑色金屬來說,循環次數定義為N=107次,也就是說,在交變應力的作用下經107 次循環材料不發生斷裂,繼續增加循環次數也不會發生斷裂。
(2)材料疲勞破壞與應力變化程度有關,即與應力循環特性r有關。r的表達式如式(1):

式中: σmin和σmax分別為應力循環中的最小應力值和最大應力值。
據此,交變應力循環大體上可分為三種情況:r=0時,為脈沖循環;r=—1時,為對稱循環,即通常所講的正反轉交替運行;0 <r <1時為不對稱循環。文中所討論的交變應力屬于不對稱循環特性。
同一種材料承受對稱循環應力時的疲勞極限應力值最小,以[σ-1]表示,如果計算出來的轉子部件承受的最大應力值不大于該材料的疲勞極限應力值[σ-1]時,則轉子就不會發生疲勞破壞的現象。
1.2交變應力的機械強度計算實例分析
以焦化廠導焦除塵風機為例說明承受交變應力轉子的機械強度計算過程。設備型號為Y6 -40 2 X23.2F,風機型式為雙吸雙支撐型式,設計最大風量為40萬m3/h,設計全壓為6 000 Pa,溫度為80 l,最高轉速為950 r/min。設備在最低轉速238 r/min和最高轉速950 r/min兩個點位上循環變速運行,轉子應力與轉速的平方成正比, 轉子應力循環特性r=0. 067,即轉子的交變應力是一個不對稱循環。
由材料力學可知,提高局部區域的材料強度可以提高疲勞強度,因此,該轉子材料設計采用高強度合金鋼材料,以提高葉輪的疲勞強度,其力學性能見表1。通過強度計算,可知轉子的葉片進氣端和輪蓋進口的圓周部分是內應力最集中的地方,因此,必須在輪蓋進口處增加進口圈以提高輪蓋強度,并分別將葉片、輪盤和輪蓋的材料厚度在常規設計的基礎上分別增加20% ,從而提高轉子抵抗疲勞的能力。優化設計后的轉子強度計算結果如圖3所示。


通過FEA有限元分析計算得出葉輪的最大應力為160.2 MPa,位于葉片的進氣端。根據文獻[1]提供的數據和計算公式可知,對稱循環應力的疲勞極限如下。
拉壓疲勞極限應力值:

扭轉疲勞極限應力值:
![]()
上述葉輪主要承受的是彎曲應力,所選用高強度鋼材料的抗拉強度σb二780 MPa (取最小值,相對保守),按公式(3 )計算得出彎曲疲勞極限應力值[σ-1]=538 MPa。
葉輪的最大應力值160. 2 MPa,遠小于該材料的彎曲疲勞極限應力值538 MPa。并且靜力學計算的安全系數分別為:葉片安全系數3.97,輪蓋安全系數4. 96,中盤安全系數5. 51,比常規的安全系數1.50?2. 00大得多,這是不是說明材料選擇偏于安全,造成了不必要的浪費呢?通過 1.3節的分析可以得出結論。
1.3提高轉子抗交變應力疲勞的相關對策
1.3. 1影響部件疲勞強度的因素分析
根據材料疲勞試驗報告可知,測定材料疲勞極限時采用的是標準試件,即表面磨光、沒有應力集中影響的光滑小試件。而實際情況是:由于部 件外形引起的應力集中、部件尺寸的大小、部件表面的光潔程度以及周圍介質對部件的腐蝕作用等因素對材料的疲勞強度均有不同程度的影響。重點考量因素包括應力集中和尺寸大小這兩方面因素的影響,因此便引入構件在對稱循環交變應力下的疲勞極限的概念,表達符號為[σ-1]構,其計算公式如式(5)[1]:

式中:?為絕對尺寸影響系數,一般恒小于1 ;Kσ有效應力集中影響系數,一般恒大于1。
針對本計算案例,可查閱相關設計手冊得出?取0.73,Kσ取值比較困難,一般手冊僅給出了棒材形狀在有加工圓角時的有效應力集中影響系數,而事實上,動力設備的轉子部分則是一個冷加工焊接件(傳動主軸除外),結構比較復雜而且不規則,由于加工工藝和焊接工藝等諸多因素的影響,葉輪的疲勞極限降低。在實際生產過程中,采用合理的加工工藝和焊接工藝,并且在焊接后整體消除內應力,可以最大程度地減小應力集中對轉子疲勞極限的影響,參照文獻[1]中的相關資料,心取值2.08?2. 13是可行的,這樣可得出構件的實際彎曲疲勞極限值為[σ-1]構=

由此看出,轉子的最大應力值為160.2 MPa, 仍然小于構件的實際彎曲疲勞極限應力值184.3?188.8 MPa,轉子長期運行是安全的。實際工程項目運行顯示,該設備至今運行已達5年以上,除定期檢修維護外,轉子運行無安全事故。最終詳細設計時葉片材料厚度為12 mm,輪盤材料厚度為25 mm,輪蓋厚度為12 m叫進口加強圈厚度為45 mm。
1.3.2 提高部件疲勞強度的相應對策和措施
由上文的分析可以看出,構件的實際疲勞極限值是決定交變應力作用下構件強度條件的主要依據。雖然影響構件疲勞強度的因素很多,但主要因素除尺寸效應外,則為應力集中對疲勞極限的影響最大。下面主要針對應力集中這一問題提出相關措施來提高轉子部件的疲勞極限。
(1)應采用合理的結構設計,減少應力集中的影響。重點在于前盤進口圈和鋸齒形中盤的結構設計。
如在設計前盤進口圈時,由于該件為鍛件,致密性較好,其與錐形前盤焊接而成,為了保證氣流順暢,圖4所示前盤進口處設計成圓弧形狀,同時為了降低應力的影響,圓弧半徑應盡可能大些,通常設計成該圓弧與錐形前盤的法線延長線相切為最佳,做到一舉兩得。

另外,設計采用鋸齒形耐磨中盤時,在盡可能降低轉子轉動慣量的同時,應保證切割后的鋸齒中盤其凸齒有足夠的厚度和強度,保證切口光滑,避免出現硬邊和裂紋現象,保證齒間凹緣為一圓滑的圓弧,以消除此間的應力集中。根據文獻[3]中的推薦,只要確保齒間凹緣圓弧半徑R =2%D,(D為轉子葉輪外徑),鋸齒形中盤凹緣根部直徑Dc>70%,,葉輪轉子構件的安全可靠性就可以得到保證,其應力集中現象也可得到大幅度消除。
(2) 合理的焊接工藝對消除應力影響至關重要,包括采用合理的焊接坡口、合適的焊接電流、合理的焊接順序、良好的焊縫質量及焊后消除焊接應力等措施,將有效地減小焊接應力集中。無論是對接焊縫還是角焊縫,如果采用如圖5所示的坡口焊接型式,在焊接前開坡口 ,焊接后又作局部的加工處理,使得焊縫呈飽滿圓弧過渡型式,則可大大提咼構件抗疲勞損壞的能力。

(3) 通過工藝措施提高構件表面層材料的強度,以提高構件的疲勞極限。對于結構較復雜的部件,可以采用噴丸或噴砂的表面強化處理方法,降低或消除表面傷痕引起的應力集中。此外,該法可以降低構件表面的粗糙度,對于強度較高的合金鋼,粗糙度的高低對應力集中的影響更加敏感,所以必須精細加工,以降低構件表面的粗糙度。
2動力設備轉子氣流激振的原理分析及消除對策
根據現場工程師描述,對于變速調節運行的動力設備,在高頻或較低頻率下設備運行正常,但當在某一頻率附近范圍內運行時,如45?48 Hz, 則設備振動較為明顯,并且會發生膜片聯軸器的膜片損壞或齒式聯軸器的聯接螺栓斷裂等現象, 對設備的長期穩定運行產生相當大的影響。
2.1原理分析
葉片的通過頻率為葉片數與運行頻率的乘積。當葉輪變速運行時,則葉片的通過頻率也相應變化,葉輪在一定范圍的轉速調節時,葉片的通過頻率也是一個范圍。對于導焦除塵風機,其葉片數為12片,轉速調節范圍為238?950 r/min,則葉片的通過頻率范圍為47. 6?190.0 Hz。
而動力旋轉設備其轉子的各種部件均具有其固有的共振頻率,在運行過程中,這些部件在其固有頻率下很可能被激振。轉子中的任何一個部件如果在其固有頻率下受到一些外力的激振,與葉片的通過頻率重合或接近時,則會出現難以預料的故障。
通過分析可以看出,葉片通過頻率可以看成是一種激振源。對于導焦除塵風機,其通常在高速和低速兩個速度點上工作,也就是說該激振頻率只有兩個點,實際情況是,轉子在從高速向低速或從低速向高速調節過程中,其激振頻率會在高速點和低速點的范圍內變化,而零部件的固有頻率很可能在該范圍內與其重合。 在實際變速調節時,如在某一點位上出現振動變大情況時,可采取快速通過的方式,避開此點即可。這樣對于導焦除塵風機來講,氣流激振的問題就簡化了 ,只需著重關注高速和低速兩個點位的激振頻率是否與轉子各部件的固有頻率重合即可。
在采用常規的轉子葉輪部件運行時,發現有幾個大的振動峰值。其中最主要的是前盤在185Hz時的響應,其固有頻率與高速時的氣流激振頻率相當接近。
2.2采取措施
提高轉子葉輪部件的固有頻率達到400 Hz以上,則可以避免以上問題的出現。采用加強件修復后的轉子,增加其剛性,改變零件的固有頻率以避免在變速運行下出現激振,使其固有頻率遠避開葉片的通過頻率(即氣流激振頻率),重點工作在于確定轉子葉輪各部件加強件的型式和加強部位,具體可參考相關文獻[4]。
3動力設備狀態智能監測系統
由于該類動力設備大部分為生產中的關鍵設備,建立遠程監測系統實時監測設備的運行狀態、工藝運行數據和能效運行數據是十分必要的。該監測系統一般采用3層網絡結構,由現場數據采集層、現場監測層和信息顯示管理層組成,如圖6 所示。

3.1系統架構
該遠程監測系統設計成C/S結構的分布式系統,現場設采集站,分別就近采集動力設備的相關數據,并能在現場進行監控,同時這些采集站的數據通過網絡匯總到遠程服務器中,在遠程服務器中可以查看所有設備的相關數據,并進行相應的存儲、分析和判斷。
每個采集站可根據現場情況通過板卡或者模塊采集現場的模擬信號,如果采用數采模塊進行現場數據采集,基本示意圖如圖7所示。主機通過RS-485串口關聯多個數采模塊(圖中模塊的數量和類型僅為示意圖),進行數據的實時采集。

如果采用數采板卡進行現場數據采集,基本示意圖如圖8所示

如果通過數采模塊采集現場信號,點數較多的話,則考慮到現場設備的通訊速度以及距離等問題,需合理安排每個串口級聯的模塊數量,并且容易出現數據丟包等問題,最終決定采用數采模塊與數采板卡混合的方式進行現場數據采集。對于設備運行狀態信息(如溫度和振動信號),采用專業檢測公司研發的在線監測裝置,其具備電信號RJ45網絡傳輸接口,便于通過光電轉換器轉換成光信號進行遠距離傳輸;對于動力設備的工藝運行參數(如流量、壓力、壓差、轉速等),則先通過對應的流量傳感器、壓力變送器、差壓變送器以及轉速磁阻傳感器進行數據采集轉換成模擬量信號,再將眾多的模擬量信號匯總到多通道的數采板卡中,其同樣具備電信號RJ45網絡傳輸接口,然后轉換成光信號進行遠距離傳輸;而對于設備能效數據(如電流、電壓、有功功率、無功功率、功率因數和耗電量等),則先通過專業的電參量監測模塊進行數據采集和轉換, 通過模塊的 RSs485 串口以Modbus協議上傳到具備多通道的串口服務器中,其同樣具備電信號RJ45網絡傳輸接口,然后轉換成光信號遠距離傳輸。 最終的系統架構簡圖見圖9。

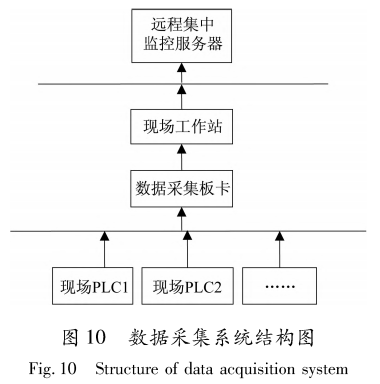
需要特別說明的是,在實際工程項目中,碰到更多的是已經具備了信號采集層和現場監測層的設備監控系統,只有簡單的信號顯示功能,沒有獨立的狀態監測系統,即缺少信息顯示管理層。對這類數據如何提取到遠程獨立的狀態監測,系統中有兩種方式:
第一種是在現場傳感器傳輸上來的模擬信號上加裝隔離模塊分出信號,利用采集板卡采集后進入現場工作站,把數據定時轉發到遠程監控服務器。
第二種是通過網絡,直接從PLC中讀出相關種類的檢測數據后進入現場工作站,把數據定時轉發到遠程監控服務器。
上述兩種方式的取舍看現場能否從PLC中獲取檢測數據,盡量采取第二種方式,硬件投入較少。數據采集系統結構如圖10。
3.2系統功能
3.2.1 總體功能
(1)對動力設備的狀態、性能、能耗進行實時監控,提供監測指標的實時計算結果
(2) 將處理后的實時信號進行集中顯示,對設備的異常情況給予預警和報警,并保存數據的歷史記錄。
(3) 對設備各種重要數據提供趨勢曲線、報表等分析工具。
(4) 根據監測指標的實時計算結果,為能效改善提供依據。
3.2.2特殊功能說明
( 1 ) 本系統有別于常規的監測系統的方面主要在于增加了設備工藝運行和能效數據的監測和分析功能, 其信號采集的有效性和準確性作為監測和分析的基礎。尤其是氣體流量的在線測量很多場合采用節流裝置(如孔板、噴嘴、文丘里管等)的差壓測量方法,由于節流裝置流量計的不可恢復壓損占信號總壓的40%?80% ,而均速管流量計僅為2%?15% ,能耗比節流裝置流量計低;同時考慮到冶金行業動力設備尤其是除塵風機系統中,氣體介質由于煙塵、濕度、高溫和黏性等因素的影響,在線測量條件比較惡劣,流量計測孔很容易結垢引起堵塞,更為嚴重的是,有些工藝系統中輸送介質含有易燃、易爆等成分,這樣在拆卸和清洗檢測桿的過程中,必須停機離線清洗,在實際操作過程中會帶來很大的不便。因此本監測系統開發出了方便拆卸、能夠不停機離線清洗的氣體流量均速管在線測量裝置(即橢圓巴流量計),其安裝示意圖見圖11。

同時,為了能夠準確、實時地反映能源實際消耗狀況,本監測系統采用了符合國家能源審計及節能監測標準的三相電參數數據綜合采集模塊, 實時采集設備能耗數據,見圖12。

基于此,建立動力設備系統氣動性能和能效評估的在線定量分析系統,其監測畫面如圖13 所示。

根據監測指標的計算結果,得出流量變化、壓力變化、性能曲線偏移、效率變化和能耗方面的相關數據,生成包括工藝參數和能源消耗的報表(2017年5月19日報表見表2),為后續優化調整和性能改善提供基礎數據。

(2)建立了轉子部件疲勞損壞產生振動突變的故障分析方法。
振動突變通常預示設備存在故障,它具有不可預見、難以捕捉的特性,必須結合振動趨勢、運行工況、振動波形和頻譜、故障診斷經驗及其他因素,對設備進行綜合評價,發現故障。
在轉子裂紋產生過程中,轉子本身的剛度發生變化,轉子狀態不穩,振動值產生突變。一旦裂紋形成,使軸系振動失穩引發振動突變,轉子兩端支撐軸承振動都會有反應。根據機組的不同特性,振動異常主要表現為相位不穩定、振動值漂移等,見圖14 。

通過對有無裂紋葉片的振動特性的對比,發現葉片的固有頻率等一些特性發生明顯的變化,隨著裂紋深度的增加,葉片的固有頻率降低,此時可以發現,當轉子運行轉速降低時,設備振動值反而有增大的趨勢,并且在趨于穩定前的擺動振幅增大,穩定后的振幅也增大,這些故障特征可以有效地幫助識別葉片裂紋的存在。
4今后的主要研究方向
(1) 動力設備設計與研究必須在首先滿足安全可靠的前提下,實現高效節能。隨著動力設備的結構越來越復雜,功能越來越完善,自動化程度也越來越高,由于各種因素的影響,有時設備會出現各種各樣的故障,甚至造成嚴重的災難性事故, 因此必須進一步加強動力設備的可靠性設計方法研究與制造工藝革新,將其融會貫通到設備的全生命周期內,使其各項技術指標與預期相符。
(2) 開展狀態、性能、能效相結合的設備狀態判斷規則研究。設備運行中需要對風量、風壓等進行調節,以配合生產工藝的需要。調整過程中各參量間可能會出現匹配不合理情況,如出口壓力太高或流量偏離設計點過多時,會出現喘振、湍流、脈動等現象,造成系統運行不穩定,引起設備狀態變化。此時可通過信息融合,找出設備狀態運行信號與各工藝量變化之間的關系,在制定相應的判定規則時增加判斷要素,最終準確判斷故障,并在現場不同類型的動力設備上進行驗證和完善[5]。
參考文獻
[1] 蔡懷崇•材料力學[ M].西安:西安交通大學岀版社,2004: 261 -269.
[2] 機械工程手冊電動機工程手冊編輯委員會•機械工程手冊 機械設計基礎卷[ M ] .2版•北京:機械工業岀版社,1997: 85 -89.
[3] 林延召•鋸齒中盤防磨風機的應用[ J] •風機技術,1996 (3) :20 -22.
[4] 王明武•動力機械強度[ M].北京:國防工業岀版社,1990: 57 -59.
[5] 張克南,陳衛東,楊大雷,等•現代流程企業設備狀態管理 的系統策劃與實踐[ M].上海:上海科學技術岀版社, 2007:219 -224.