
朱忠旺,張榮忠
(甘肅酒鋼集團宏興鋼鐵股份有限公司,甘肅 嘉峪關 735100)
摘 要: 當前球團制粒倉控制是崗位工人在現場通過目測檢查制粒倉的料位,根據料量情況,手動上料,通過對人工上料工藝的研究,利用稱重傳感器與計算機控制技術相結合,對現有的計算機控制系統改造,實現無人值守智能自動倒倉上料的控制。
關鍵詞: 球團豎爐; 制粒倉; 控制系統程序; 稱重傳感器
1 引言
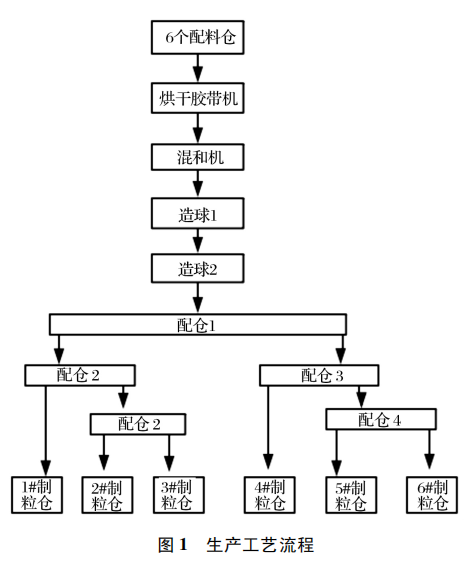
酒泉鋼鐵集團宏興股份有限公司有 6 座球團豎爐,每兩座球團豎爐共用一套配料和混合料系統。每座豎爐配 3 個制粒倉,分別對應 3 個造球盤進行制粒造球。隨著三化改造、安全形勢的要求,制粒倉崗位工人勞動強度大,粉塵及轉動機械設備多,制粒倉上料成為一個生產的瓶頸,同時該崗位環境差。崗位工人安全及身心健康受到影響。又因為崗位人員緊缺,企業生產受到影響。研究通過應用先進技術改造,緩解人員緊張的局面,提高生產率,成為當前迫在眉睫的要求,制粒倉崗位工的裁剪就提上日程。球團豎爐制粒倉生產工藝流程如圖 1 所示,將6 個配料倉的鐵精粉和膨潤土按比例下到烘干膠帶機上,通過混合機混合,到造球 1 膠帶機、造球 2 膠帶機,到配倉 1 膠帶機,配倉 1 正轉、配倉 2 正轉將料下到 1#制粒倉,配倉 1 反轉、配倉 2 反轉配倉 5 正轉,將料下到2#制粒倉,配倉 1 反轉、配倉 2 反轉配倉 5 反轉,將料下到3#制粒倉; 配倉 1 反轉、配倉 3正轉將料下到4#制粒倉,配倉 1 反轉配倉 3 反轉配倉 4 正轉將料下到 5#制粒倉,配倉 1 反轉配倉 3 反 轉配倉 4 反轉將料下到 6#制粒倉。每次只能給一個倉供料,因此當前是在制粒倉機旁設置 6 個按鈕,一個按鈕對一個倉,6 個按鈕對應 6 個倉,崗位工在現場觀察 6 個制粒倉的料位,當哪個制粒倉料位低時,就按對應該倉的按鈕,立即對該倉下料。
2 球團制粒倉上料智能化改造目的
球團制粒倉上料是將按照設定的比例配好的料分別供給 6 個制粒倉。由于制粒倉容積較小,崗位操作工至少每 10 min 操作一次倒倉按鈕,分別給每個倉上料,方能滿足 6 個造球盤生產需求。造球工序是一個連續不斷的作業過程。因此崗位操作工要求時刻保持注意觀察各個制粒倉料位狀況,確定當前應該給哪個倉補料。制粒倉間的濕度較大,特別是冬季水蒸氣更大,能見度差,對面 2 m 外的人或物無法看清,作業環境的安全性非常差; 由于要輪流地查看 6 個制粒倉的料位情況,崗位工人勞動強度極大。為了崗位操作工的安全考慮,減輕崗位工人的勞動強度,節省人力資源,提高勞動效率,減少生產故障等出發點。考慮對當前用 PLC 控制系統程序進行升級改造,給每個倉增設稱重測量傳感器,將稱重信號送到 PLC 系統,PLC 依據稱重信號,模擬人工操作的方法實現計算機人工智能控制配倉膠帶機的倒轉控制,設計倉位控制程序,實現智能化替人工的目的。
3 自動控制系統程序設計思路與實現
3.1 生產工藝要求
球團生產是連續的生產過程。首先制粒倉是為造球盤提供原料的,不能斷料,持續保證每個倉供料充足; 其次是倒轉次數盡可能地少,過多的倒轉對設備的磨損影響較大,影響設備的使用壽命,增加設備的維護費用和故障時間; 第三要求能夠繼續保留原有的手動倒轉的功能,當自動控制系統出現問題時仍然能切到人工手動控制,繼續人工操作; 第四增設必要的報警及歷史趨勢,以及手自動、事故開關、料倉高、低限位等連鎖、提示報警或停機等故障措施信息。
3.2 自動控制系統程序設計思路
通過對人工上料過程的分析,把每個倉的料量數據量程定位 0 ~ 100%,空倉為 0%,滿倉為 100%,對每一個制粒倉設置兩個限位,最低限位及高限位。最低限位表示該倉料位很低,馬上會斷料,需緊急上料; 高限位為 100%的容量即滿倉,需要停止上料立即倒倉。當兩個倉同時遞進最低限位時,哪個倉最先接近先給哪個倉上料,持續設定的時間(如1 min)后再給另一個最低限位倉上料,防止來回頻繁倒轉上料。直到兩個倉料量離開低限位后,先給一個倉上料到滿倉后再給另一個倉上料直到滿倉。當皮帶出現跑偏或撕裂、打滑時,料位始終不能上升時,根據料量計算料滿的時間,周期性檢測正在上料的倉料量,持續不升反降或當前料量應該大于上料前的值,否則視為跑偏撒料或不正常上料,此時應該報警提示,提示崗位注意。
增設 6 個料倉的料量的平均值,偏差 P = 6 個倉稱量平均值-50,當 P 為負值時,表示料量偏小,偏差 P 的絕對值表示上料量欠的程度,P = 0,說明進出料量持平,P 是正值,數值表示上料量大的程度。
以 P 值為依據,可以控制上料量。
3.3 自動控制系統程序實現
⑴編寫最小限位料倉查詢子程序,主要功能是針對 6 個制粒倉實時循環查找哪個倉的料量降到最低限位的料倉,一旦發現有最低限料倉時,立即發出向該倉上料的倒倉指令,如果該倉通過上料退出最低倉限位時,有檢測到有一個制粒倉的料量達到最低限位倉時,延續 1 min,轉向下一個最低限位倉上料的指令,該指令優先級最高。
⑵編寫最低料位倉查詢子程序,主要功能是通過 6 個倉的料量數據實時比較,查詢最低料位倉,最低料位不是最低限位料倉,并不會立即斷料,一般料量高于最低限位料量,任何時刻總會有最低位倉,并作出標記,等待正在上料的倉結束后給該倉上料,如果某一個倉檢修,則選掉該倉,不參與查詢比較,其他倉繼續比較查詢最低料位倉。
⑶編寫料位高觸發停止上料倒倉子程序,主要的功能是檢測正在上料的倉的料位情況,當正在上料地倉的料量大于設定值時立即發出指令停止上料,轉到下一個最低料位的倉。同時也要兼顧手動打自動時,檢測料量是否高于設定值,是否需要停止上料轉到下一個最低倉上料。
⑷倒轉指令控制子程序,收集以上三個程序的指令分析判斷,哪幾個皮帶需要倒轉,那幾個皮帶需要停止,通過組合發出正轉啟動、反轉啟動的指令,確保配倉皮帶按順序啟動,向指定的料倉上料。
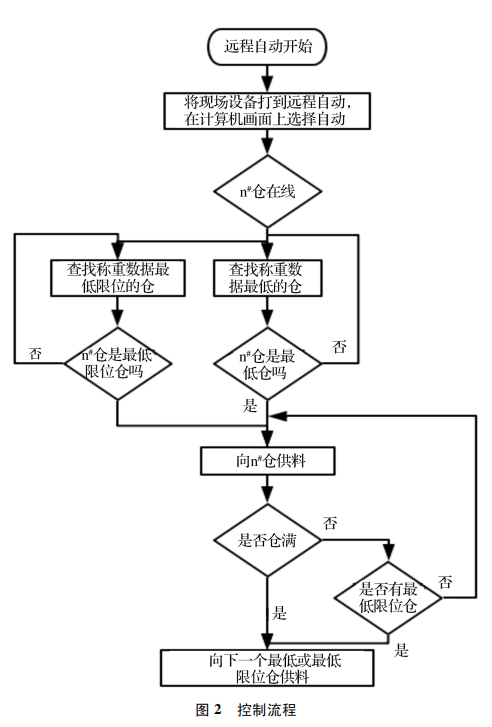
⑸監控畫面設計,在原有的畫面上設計 6 個制粒倉的選擇按鈕,程序主要控制流程見圖 2 所示。
4 自動控制系統主要硬件配置
4.1 制粒倉配料量數據測量方式選擇
要想實現人工智能控制配倉皮帶,首先必須解決每個制粒倉里的配料量的數據依據,根據各制粒倉的數據分析,判斷要往哪個倉上料。制粒倉的料量可以用兩種方法檢測: ①用檢測制粒倉料位來表示制粒倉的料量。②用稱重表示。料位計選用雷達料位計設計安裝比較方便,由于制粒倉房間間粉塵和水汽較大,安裝位置不夠理想,難以測準料量,況且受干擾較多,可靠性和穩定性較差,因此雷達料位計不是很理想的選擇。通過對多家倉體電子計量稱技術參數和性能研究,使用倉體稱重法檢測制粒倉的儲量及料位比較理想,安裝比較復雜,但計量 偏 差 小,且設備運行穩定,維 護 簡 單,滿足生產工藝生產,綜合以上分析使用稱重傳感器測量制粒倉的料量。
4.2 稱重傳感器的設計安裝
⑴首先制作倉體支架,并焊接在倉體上,共四個。
⑵制作基礎支撐四個平臺,安裝稱重傳感器。
⑶每個倉 4 個稱重傳感器信號送到稱重儀表顯示。
⑷將稱重儀表的輸出信號 4-20 mA 送到 PLC模擬量模板中。
4.3 控制系統硬件配置
PLC 控制系統硬件是美國羅克韋爾公司 Con- trolLogix5000 系列產品,硬件配置如圖 3 所示。
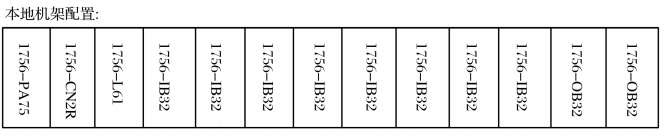
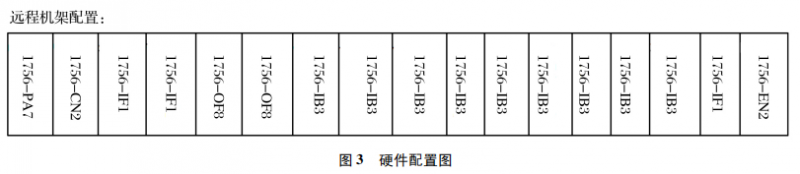
下位軟件用與硬件相匹配的 Rslogix5000 v 16.03,上 位 軟 件 是 Rsview32 7. 2,通 訊 軟 件 為Rslinx2.56。
5 球團制粒上料智能化改造應用效果
系統改造投入使用后,首先對稱重數據進行一一校對,確認每個倉的稱重數據正常,在運行過程中穩定。選擇每個倉自動,單倉測試程序運行正常,聯動測試能夠自動找到最低倉上料,當出現一個最低限位料倉時,上料皮帶系統立即自動轉向最低稱重限位的料倉,給該倉上料,料量達到設定值時,立即向最低料量的倉上料; 當有倉需要檢修時,選掉該倉的自動選擇按鈕時,不再給該倉上料,當正在給該倉上料時,該倉打滿不再給該倉上料。
通過系統自動化改造,該系統完全達到自動倒倉的要求,實現了智能化無人看守的效果。通過與人工操作方式對比,自動倒倉次數反而比人工倒倉次數少,對設備沖擊磨損更少。同時崗位減員 8 人,提高了勞動生產率。原人工上料時,在崗位交接時,總是對制粒倉料位低達不到交班要求而爭論不休,實現智能自動上料改造后,每個倉的料位實時在線顯示,制粒倉的料位始終在正常料位,生產崗位人員不用擔心制粒倉料量不夠的情況,崗位工從最開始的懷疑和排斥到主動投入使用,最后離不開自動控制。從該崗位減員退下的人員補充到其他工作環境好、勞動強度低的工作崗位,消除了崗位安全風險,同時也保證了職工的身心健康,該系統設計成功,可以推廣到其他球團豎爐控制系統。
參考文獻:
[1] 錢曉龍.ControlLogix 系統組態與編程-現代控制工程設計[M].北京: 機械工業出版社,2018.
[2] ( 美) 喬治·埃利斯( George Ellis) .控制系統設計指南 [M].北京: 機械工業出版社,2016.
[3] 姜 濤.燒結球團生產技術手冊[M].北京: 冶金工業出版社,2014: 551-555.