
舒佳
(河鋼集團唐山鋼鐵股份有限責任公司冷軋薄板廠唐山 063000)
【摘要】冷軋鍍鋅線帶鋼張力控制是生產中十分重要的環節,通過對基于鋼種分組以及帶鋼規格數據匹配,用獲得的匹配值對計算值進行修正,并用線性差值算法求解對應的參數設定值以穩定控制張力。
【關鍵詞】過程控制;算法;模型
1唐鋼冷軋鍍鋅二級系統概述
在冷軋帶鋼生產的鍍鋅處理線,過程控制系統是銜接制造執行系統(MES)和現場控制器(PLC)的重要一環,對生產節奏的把控、各機械設備、生產環節參數的設定以及生產數據的統計起著至關重要的作用。過程控制系統的核心功能模塊是設定參數計算的數學模型。由于原生產線在設計之初考慮的產品種類單一、現場情況簡單,其數學模型不能支撐當前需求,造成參數設定普遍采用粗放式的設定方法,不能充分結合產品特性以及歷史生產數據而定,導致生產精度偏低,需要較多的人工干預。
針對當前小批量、多品種的訂單需求,設計一種充分考慮鋼種類型的生產工藝數學模型,并結合相關機理模型組成一種新型的鍍鋅線過程控制方法,該控制方法通過模型和算法,為位于不同生產環節的機械設備計算設定值成為亟待解決的課題。
2技術方案
2.1鋼種分類算法
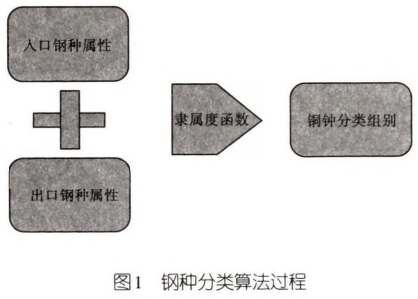
構建隸屬度函數,決定鋼種歸屬類別。入口鋼種屬性記為X1 ,出口鋼種屬性記為X2,則該鋼種屬性組合X =X1+X2,其隸屬度函數記f(X)=f(X1) +f(X2),根據隸屬度函數值,將該鋼種組合進行歸類:

上述算法描述了該控制方法對鋼種進行分類的過程,為后續的分組計算設定值做好鋪墊。鋼種分類算法過程如圖1所示:
2.2根據鋼種組別以及PDI數據建立工藝參數線性模型
當確定鋼種組別之后,需要進行各環節設備設定值的計算。通過靜態表形式描述各工藝參數在常用規格節點上的設定值,基于靜態表建立分段線性函數,描述該工藝參數在規格范圍內的分布(見圖2)。以入口活套張力這一參數為例說明該過程:

帶鋼寬度向量記為W=(W1,W2,…Wm),其中m表示帶鋼寬度節點數;厚度向量記為T = (T1,T2,…Tn),其中n表示帶鋼厚度節點數。則在節點(Wi,Tj)處,帶鋼的活套入口張力為Tenij,在節點(Wi,Tj)與(Wi+1,Tj+1)之間的張力函數表達式如下:
線性差值算法表達式如下

其中:Ten表示厚度為T,寬度為W的帶鋼在入口活套處的張力值。Num00, Num10, Num01 , Num11分別表示不同規格組合的張力值。T1,T0,W1,W0分別表示圖2中橫縱坐標中的四個張力和厚度數值。
帶鋼不同的張力和厚度組合所對應的活套入口張力數值由表格形式給出,如表1所示:

2.3支撐工藝參數線性模型的機理模型
工藝參數的計算模型需要軋制機理模型的支撐.如表1中每種規格組合的入口活套張力值均由張力計算機理模型得出。張力機理模型如下[1]:
張力的產生:帶鋼上之所以有張力的作用是因為在帶鋼長度方向上存在速度差,使帶鋼在不同部位處的金屬有相對位移而產生張力,平均單位張力σTm,帶鋼的橫截面積為A,作用在帶鋼上的張力值Ten計算公式如下:
Ten =σTm A
平均張力σTm與彈性應變?成正比關系:
σTm = E?
其中E為材料的彈性模數,對于帶鋼E =20.58 x 104 MPa。
彈性應變?由如下公式表示:

其中?l表示帶鋼在長度方向上的位移量,l0表示帶鋼上任意兩點之間的距離,也稱為標準距離。
3線性網絡模型優化模型
建立工藝參數線性模型,可以通過線性差值算法求岀相同鋼種情況下,不同規格組合帶鋼的參數設定值,通過大規模生產,可以得出針對某一項參數的完整的線性分段函數。同樣以活套入口張力值為例,經過大規模生產之后,可得到如圖3所示的分段函數:
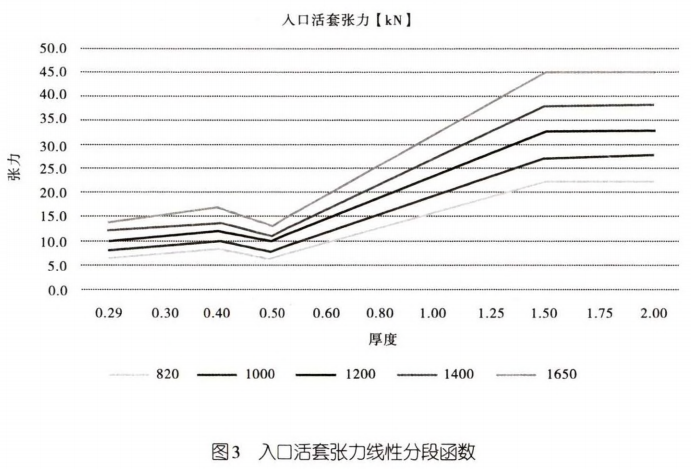
對于上述線性分段函數,可以獲得若干離散的數據,根據這些數據,有必要得到一個連續的函數(也就是曲線)與已知數據相吻合.也就是對現有的分段線性函數進行擬合。該控制方法中采用最小二乘法多項式曲線擬合算法進行擬合,從而得到平滑的曲線。該過程通過以離線的形式定期進行。
多項式形式如下:
φ(x) = ax5 + bx4 + ex3 + dx2 + ex +f
其中φ(x)代表入口活套張力值Tension的連續函數,x代表帶鋼厚度Thickness(此公式需要固定帶鋼厚度)。
最小二乘法原理如下[2]:

其中(xi,yi)表示各離散的帶鋼規格組合,n表示規格組合個數。
最終擬合得到的曲線如圖4所示(選取帶鋼寬度 Width=820 mm 為例)。

4結語
此種帶鋼鍍鋅線過程控制方法的投入使用,大大提升了鍍鋅線的過程控制水平,更高地滿足了生產精度,同時完善了鍍鋅產線的過程控制系統,提高了生產線工人的使用便捷性,大大降低了誤操作與次品率,更加精準的生產數據與產品信息也為信息化系統提供了強有力的支撐。
參考文獻
[1]丁修埜.軋制過程自動化[M].北京:冶金工業出版社, 2013:314-317.
[2] 田瓏,劉宗田.最小二乘法分段直線擬合[J].計算機科學.2012.S1.