
陳礁 1,林安川 2 ,劉緣緣 2
(1. 武鋼集團昆明鋼鐵股份有限公司煉鐵廠,云南 蒙自 661101; 2. 昆明工業職業技術學院,云南 昆明 650302)
摘 要:對云南某 1 350 m3 高爐實施爐腹澆筑內襯修復工作后的開爐生產實踐進行了總結和分析。開爐采用全焦填充、帶風裝料并結合預埋氧槍等全新的高爐開爐方式,通過制定合理的開爐方案和過程中操作參數的精準控制,克服了中大型高爐全焦開爐過程中易于懸料、憋風等困難,實現開爐 3 396 min 后全風口作業,3d 內利用系數達 3.02 t/m3·d,實現安全快速開爐達產。
關鍵詞:高爐;全焦開爐;開爐進程;快速達產
云南某高爐有效容積 1 350 m3,設有 22 個風口,2 個鐵口。2021 年 3 月完成空料線降料面停爐檢修,在實施完成爐腹澆筑內襯修復工作 (爐腹冷卻板區域增加冷卻水管并澆筑,爐身進行噴涂修復) 后進行開爐。由于高爐開爐是一個系統復雜的龐大工程,需要準確的工藝計算、高效的生產組織以及耗費大量的人力物力[1]。尤其是,開爐填充爐缸及以下部位不僅需要耗費數百噸價格昂貴的規整木材,更需要大量人工將木材搬入爐內進行整齊擺放。由此,出于安全性、節約人力和相對稀缺得多的木材資源考慮,本次開爐嘗試使用全焦炭填充開爐,這也是該高爐首次采用全焦填充、帶風裝料、預埋氧槍技術的全新開爐方式。高爐在 2021 年 3 月 21 日 21:16 時點火后,通過制定合理的開爐方案、精心的開爐準備和嚴格按照方案執行,有序完成了烘爐、試壓、熱負荷試車等各個關鍵環節,為實現順利開爐奠定了良好基礎條件;在開爐進程中通過對適宜冶煉操作參數的精準計算和精心控制,高效協調各方面生產組織,克服了全焦開爐過程中易于產生高爐懸料、憋風現象的不足。開爐進程中高爐無休風,開爐 15.8 h 后出鐵,56.6 h 后實現全風口作業,至3 月 24 日,高爐產鐵 4 113.65 t,利用系數達 3.02t/(m3·d),實現安全快速開爐達產。
1 開爐準備
1.1 高爐烘爐
為使高爐澆筑和噴涂的耐材水分緩慢蒸發,提高澆筑料的整體強度;同時讓整個爐體設備逐漸加熱至生產狀態,避免生產后因劇烈膨脹而損壞設備。高爐澆筑噴涂后,需要進行烘爐作業[2]。3 月 17 日 17:16 時,開始高爐本體烘爐:采用熱風爐烘爐,以熱風溫度為控制溫度,計劃烘爐 72h,分三段進行升溫 (詳見表 1 計劃烘爐過程參數)。烘爐升溫至 500 ℃后恒溫 20 h 且爐頂廢氣濕度接近大氣濕度,即達到烘干標準,進行休風自然涼爐。

烘爐期間為保護爐頂設備,以風量作為調劑手段,嚴格控制頂溫不超過 350 ℃、齒輪箱溫度不超過 50 ℃。此外,為保證烘爐順利進行,從 19# 風口處加裝了 1 個熱電偶伸到爐內作監測參考。在實際烘爐過程中,初始送風階段經高爐鼓風機送出的冷風溫度已達 72.6 ℃,因此第一階段升溫情況略有偏差;在恒溫 500 ℃烘爐 5 h 后,爐缸內焦炭著火,短時間內適量降低風溫至 400 ℃烘爐,整體上做到了和計劃的吻合。烘爐情況如圖 1 烘爐曲線所示。

2.2 試壓檢漏
此次檢修涉及高爐本體、熱風爐、煤氣管道等多個區域,為確保高爐工藝系統的嚴密性,不影響后續工作,因此必須提前做好檢漏補漏。在烘爐結束后,用高爐鼓風機向高爐、熱風爐及煤氣系統進行送風充壓。試壓檢漏方案為:熱風爐系統壓力不超過 0.41 MPa,升壓采用 (0.12→ 0.15→0.18→0.20→0.25→0.30→0.35) MPa 七個壓力級別保壓檢查;高爐、煤氣系統壓力不超過0.21 MPa,升 壓采用 (0.10 →0.12 →0.15 →0.18)MPa 四個壓力級別保壓檢查。
3 高爐裝料
由于高爐本次停爐扒料時爐缸內爐料未全部清除,因此烘爐前對爐缸進行了清理。爐缸清理的爐料主要為焦炭及部分渣鐵,清理深度至風口中心線以下 60 cm,并沿東西鐵口方向清理了一條寬 200 cm、深 180 cm 的通道,爐缸清理容積為 55m3,采用焦炭填充開爐。
3.1 配料及工藝控制
本次開爐爐料使用焦炭 1 種,礦石由自產燒結礦、球團礦和塊礦 3 種構成,熔劑 2 種分別為白云石、硅石,詳細爐料成分見表 2、表 3。

開爐裝料主要控制參數為:全爐總焦比為 2.9 t/t,焦批重 8.0 t,礦批 16 t;正常料礦批 16 t,焦比892 kg/t,控制理論生鐵含硅 4.0%,正常料堿度0.90,全爐堿度 0.90,詳細開爐工藝控制參數如表4 所示。

3.2 裝料制度
本次開爐采用帶風裝料,爐料多段式配置過渡,料制為 C↓O↓。高爐開爐填充料分為凈焦、空焦與正料三種,共計 87 批。其中,爐缸、爐腹、爐腰部分為凈焦,共 40 批,一次性裝入;爐身下部為空焦,共 14 批;爐身中部及上部為空焦與正料混裝,7 批空焦與 5 批正料混裝,剩余 21批正料正常裝入。具體裝料方式詳見表 5。

在高爐裝入 2 批正料后,即第 56 批料下完后,料線填充至 13.2 m。3 月 21 日 21:16 時,高爐進行點火送風,開始帶風繼續裝料;22 日 1:48時第 87 批開爐料下完,料線 8.2 m。高爐開爐料裝完后,按布料矩陣正常裝料。
4 開 爐
由于本次 1 350 m3 高爐開爐是在未清除爐底殘鐵情況下首次采用全焦填充爐缸的全新開爐方式,受爐底積存殘鐵和爐缸全焦燃燒騰空間進度減慢 (較新建高爐枕木開爐而言) 影響,在開爐進程中一度出現了懸料、憋風等情況。通過帶風裝料吹除部分粉末及松動料柱改善透氣性,鐵口預先配設氧槍助燃及預熱殘鐵及爐缸,結合高爐精準配料計算及后續進程中冶煉參數的及時調整和控制,高爐實現安全快速開爐達產。
4.1 送風制度確定、點火后受風狀態
1 350 m3 高爐共 22 個風口 (準120mm),總進風面積為 0.248 8 m2。為配合使用氧槍開爐技術及有效避免開爐初期渣鐵燒壞風口中小套,選擇開東西兩側鐵口上方的風口送風 (送風風口 8 個,分別是 1#、2#、21#、22#、10#、11#、12#、13# 風口),進風面積為 0.090 5 m2,占全風口面積為36.36%。開爐以最高風溫 (642 ℃) 點火,點火后8 個風口全部燃燒正常;點火后視熱風爐送風能力前期風溫維持在 750 ℃左右,引煤氣后逐步增加風溫,出鐵前提高至 1 000 ℃左右;入爐風量前期控制在 (1 000~1 200) m3 /min,直至增開送風風口數量后才逐步加風。高爐送風點火開爐后,以每小時 4 批左右的料速下料,隨后料速逐漸加快 (22 日 0 時下料 5 批,1 時下料 8 批,2 時下料 6 批)。
從 21 日 21:16 時點火后至 22 日 2:00 時,共計下料 27 批,高爐頂溫持續偏低在 50 ℃以下,這也反映出了帶風裝料更易改善受風的優勢。
開爐初期,高爐入爐風量可穩定控制為 (1 000~ 1 200) m3 /min,隨著高爐不斷下料填充,全焦填充爐缸開爐不能快速有效燃燒為高爐騰出足夠空間的劣勢逐漸顯現:高爐透氣性逐漸降低,高爐壓差、風壓升高,至 22 日 4:18 時高爐引煤氣頂壓提高,進一步加劇了風壓和壓差的上升趨勢 (圖 2)。至 5:11 時風壓劇升、風量萎縮,減風后風壓依舊持續升高,高爐已成懸料。坐料過程中,風量減至零并打開部分風口窺視孔蓋板,風壓仍有80 kPa 憋于爐內,5:30 時回風至 350 m3 /min 緩慢促進爐內焦炭燃燒至 7:49 時再次坐料:在打開所有風口窺孔蓋板后,風壓緩慢下降至 30 kPa (8: 02 時) 時,爐料下滑至 8.2 m。回風后增加風量至 1 200 m3 /min,并穩定可控,此后高爐透氣性轉好,料速轉快 (從 9:00 時的 2 批/h 增至 12:00 時的 5批/h)。其中,在 22 日高爐坐料后,更改布料矩陣為,該矩陣進一步增強了邊緣氣流,高爐氣流的穩定順暢有效促進了爐況的恢復和加快進程[6]。

4.2 出鐵、高爐開爐進程控制
本次高爐開爐首次采用了帶風裝料結合預埋氧槍的新技術。在高爐點火送風后,通過從東西鐵口兩側預埋插入高爐爐缸內 (4.0 m) 的氧槍持續通入高壓氧氣加快對爐缸內焦炭的助燃和爐缸底部的預熱、渣鐵的融化。實踐中,插撥氧槍過程中除西鐵口拔出第一支氧槍鐵口噴濺無渣鐵外 (3 月 22 日 3:28 時),東鐵口第一次拔出氧槍 (2:30 時),已有部分熔融渣鐵流出 (約 20 t)。此后東西鐵口分別拔出第二次埋入的氧槍 (3:22 時、5:03時) 時均有渣鐵排出 (合計共計約有 30 t)。這說明,采用氧槍開爐技術,能有效促進高爐爐缸內焦炭的燃燒和原有渣鐵的熔融和排出,不僅加快了爐缸騰出空間,同時增加了初始熱量。
高爐于 3 月 22 日 13:06 時打開東鐵口正常出鐵 (表 6),渣鐵出爐后 ω([Si]) 3.99% 、堿度0.96,與配料計算結果十分吻合;頭二爐鐵水溫度偏低反映出未放殘鐵高爐開爐的特點 (也再次體現了爐缸埋設氧槍盡早將熱量匯聚爐缸的必要性),也是開爐成功的關鍵之一。隨著爐內冷渣鐵的排出及后續爐料出爐,鐵水溫度迅速升至 1 500 ℃以上。這表明,精準的配料計算,實現了出爐渣鐵高硅低堿度,保證了開爐初期爐缸熱量的快速提升積累的同時保持較好的渣鐵流動性[7],為高爐爐況快速恢復和加快開爐進程打下了堅實的基礎。

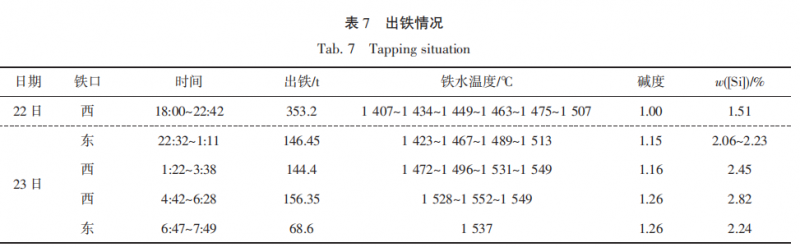
本次開爐,曾出現了較為嚴重的高爐憋風情況,具體為:隨著鐵水溫度的逐步回升,在 23 日3:38 時西鐵口出鐵即將結束時出現跑大流情況,雖然及時封堵鐵口,但還是造成了鐵溝、渣溝堵塞,爐前工作量增加,無法快速使用較為活躍的西鐵口繼續出鐵 (期間打開東鐵口,鐵水粘稠、流動性差,渣鐵排出少)。在爐溫、堿度和鐵水溫度處于回升的情況下,西鐵口跑大流,東鐵口出渣鐵不暢,這直接導致了ω([Si]) 升至 2.82% (鐵水物理熱 1 552 ℃)、爐渣二元堿度升至 1.26 倍(表 7)。并且,由于高爐近 1 個小時未出鐵,高爐憋風被迫不斷減風,入爐風量從 2 560 m3 /min 減至1 983 m3 /min,直至 4:42 時高爐西鐵口具備出鐵條件再次正常出鐵后才逐步恢復風量。一定程度上對開爐冶煉行程控制造成影響。
未放殘鐵、全焦填充的高爐開爐在爐缸的活躍性、工作均勻性方面與新建高爐、枕木填充開爐相比存在較大差距,操作難度大為增加,這也對爐外組織工作提出了更高的要求,須給予足夠重視,提高爐外操作的操作精度和預判性,從而為爐內實施精準操控提供支撐。
隨著爐內冷渣鐵的排盡、鐵水溫度的回升,高爐加快了進風風口、入爐風量、負荷及煤氧的調整[8]:①加快開風口進度。22 日夜班出鐵正常后,13:18 時沿鐵口方向對角線打開 2 個風口(20#、3)# ,入爐風量加至 1 400 m3 /min;14:50 時繼續沿鐵口兩側對角線增開 2 個風口 (4#、19)# , 入爐風量增加至 1 700 m3 /min;16:20 時打開 9#、14# 風口,風量加至 2 000 m3 /min;18:20 時打開8#、15# 風口,風量加至 2 300 m3 /min。即,高爐在5 個小時內增開了 8 個風口,送風風口占比提高至72.73%,風量增加了近 1 倍,調整十分迅速,高爐量壓關系匹配、適宜,風速始終保持在 (210~220) m/s 范圍 (圖 3)。至 23:16 時高爐打開 5# 風口后,送風風口已達 20 個 (入爐風量 2 550 m3/ min),24 日夜班全風口后入爐風量達到正常水平。②負荷調整,冶煉強度控制。22 日 13:06 時第一次正常出鐵后,即開始按照 ω([Si])—鐵水物理熱—負荷對應關系對爐溫進行預判及時調劑,特別是,在判斷爐內冷渣鐵排盡、新料反應、出鐵順暢后明顯加快節奏 (高爐日常操作鐵水溫度為(1 430~1 470) ℃,開始進入強化階段:至 23 日23:19 時,高爐負荷已由 22 日 13:48 時的 2.40 倍增至 3.30 倍;分三次將礦批擴至 31 t,至 24 日 7:16時進一步擴礦批至 36t,恢復至停爐前正常生產水平。強化冶煉方面:于 23 日 15:55 時開始噴煤,煤比 80 kg/t 控制;17:35 時開始富氧 3 000 m3 /h,24 日夜班 4:00 時全風口后富氧增至 8 000 m3 /h,富氧率 3.60%,接近正常生產水平。

本次開爐包括了烘爐→熱負荷試車→帶風裝料 (開爐配料計算) →送風制度選擇→懸料 (坐料) →出鐵 (爐外跑大流、爐內憋風減壓) →溫降提溫→調溫→冶煉強度控制 (開風口速度、噴煤富氧) 等多個環節和步驟。很大程度上,未放殘鐵、全焦填充開爐的新方式在節約大量人力物力財力的同時,也給開爐過程帶來較大的困難。
本次開爐通過制定合理開爐方案和采取帶風裝料并結合預埋氧槍開爐的新方法,通過精準配料計算、過程中操作參數的精準控制以及準確把握住冶煉進程中開風口速度、強化措施等關鍵節點的控制速率與幅度[9],克服了中大型高爐全焦開爐過程中易于懸料、憋風等特殊情況帶來的的影響。整個過程銜接緊湊有序,這為加快開爐冶煉進程、實現冶煉強化奠定堅實基礎 (表 8):至 24 日夜班,高爐礦批、風量、富氧量等主要參數基本恢復至停爐前生產水平,全日高爐產鐵 4 113.65 t,利用系數達 3.02 t/(m3·d),高爐實現了快速恢復達產。

5結 語
此次開爐是 1 350 m3 歷次開爐難度最大的一次,也是進程最快的一次。高爐實現安全快速開爐達產的主要經驗有:
1) 預埋氧槍開爐,可加快爐缸內的焦炭的燃燒、促進渣鐵的排出,有效騰出爐缸空間和積蓄初期熱量;但同時要配合氧槍的使用,加快開爐初期送風調整,從而有效地利用好氧槍開爐帶來的效用;
2) 全焦填充裝料下部騰出空間不足,維持適宜風量,注意對料速、頂溫的控制,兼顧風壓風量與整體透氣性、下料速度控制與燃燒騰出空間的關系,是穩定爐況、逐步提高頂壓有序推進開爐冶煉進程的基礎和關鍵。此外,爐前的高質量工作是快速達產的保障;
3) 開爐前沿鐵口方向清理的爐缸通道和選擇打開的送風風口,對保護中小套設備安全、避免高爐開爐休風具有良好作用;
4) 精準的配料計算,出鐵正常后快速恢復風口數量、風量,以及控制好適宜量壓關系和高爐負荷,及時采取強化冶煉手段,對加快開爐進程實現快速達產具有重要意義。
參考文獻:
[1] 林安川. 紅鋼 3 號 1 350 m3 高爐開爐實踐[J]. 煉鐵,2009,28 (2):33-37.
[2] 張天新. 粵鋼 1 號高爐中修開爐快速達產實踐[J]. 南方金屬,2011,31 (3):48-52.
[3] 項鐘庸,王筱留. 高爐設計. 高爐工藝設計理論與實踐[M]. 北京:冶金工業出版社,2007.
[4] 林安川,陳元富,張濤. 一種高爐定量化模塊化精確控制開爐、封爐、停爐方法:CN104313214B[P]. 2016-03-02.
[5] 楊錫剛. 昆鋼 6 號高爐空料線停開爐操作實踐[J]. 煉鐵,2005,24 (6):34-36.
[6] 周傳典. 高爐煉鐵工藝生產技術手冊[M]. 北京:冶金工業出版社,2008.
[7] 王明海. 煉鐵原理與工藝[M]. 北京:冶金工業出版社,2006.
[8] 張曉雷,林安川. 玉鋼 1 080 m3 高爐年檢開爐強化冶煉的生產實踐[J]. 云南冶金,2021,50 (4):135-140.
[9] 林安川,邱貴寶,張曉雷,等. 高爐冶煉精準開爐工藝技術研究及其應用[J]. 中國冶金,2020,30 (11):77-84.