
胡利軍 尹中宇 左連龍
(德龍鋼鐵有限公司煉鋼廠 河北邢臺 054001)
摘要:隨著連鑄電磁攪拌技術研究的不斷成熟,板坯二冷區電磁攪拌裝置因其在改善鑄坯中間裂紋、中心偏析、中心線裂紋等缺陷方面的技術優勢,得到了廣泛的應用。筆者通過對電磁攪拌技術原理的闡述及電磁攪拌系統裝置在煉鋼廠2#連鑄機上的應用實例分析,驗證了二冷區電磁攪拌技術能明顯提高鑄坯質量的結論。
關鍵詞:技術原理;二冷區電磁攪拌;明顯提升
0 引言
電磁攪拌技術以對鋼水較強的對流、傳熱和傳質效果,能夠明顯提高鑄坯質量等明顯優勢在國內外鋼廠得到了廣泛應用。但目前中國電磁攪拌技術在線應用尚處于不平衡狀況,方坯連鑄應用覆蓋率較高,尤以結晶器電磁攪拌器占主導地位;而板坯連鑄電磁攪拌的應用尚不普及(約為37%) , 這其中又主要以二冷區電磁攪拌為主, 板坯結晶器電磁攪拌器還只是較大鋼廠引進一些國外裝置。[1]德龍鋼鐵有限公司煉鋼廠通過在2#連鑄機二冷段加裝湖南中科電磁攪拌裝置,鋼坯的低倍組織、中心線偏析級別等指標較未安裝電磁攪拌裝置前均得到較大的改善,得出在連鑄二冷區加裝電磁攪拌裝置能很好的提高鑄坯質量的結論,為今后德龍鋼鐵集團內兄弟單位或其他冶金鋼鐵企業的板坯連鑄機使用提供可供借鑒的經驗。
1 板坯電磁攪拌技術原理
1.1 電磁攪拌器的由來
板坯電磁攪拌為直線攪拌或行波攪拌, 基于感應直線電動機的原理。[2]
其相當于直線電動機,即相當于將定子鐵心在一側沿軸切開并展平,再在定子鐵心上的繞組通交流電,使原來沿圓周旋轉的磁場變成向同一個方向行進的行波磁場,鑄坯代替原來的電機轉子。如圖1
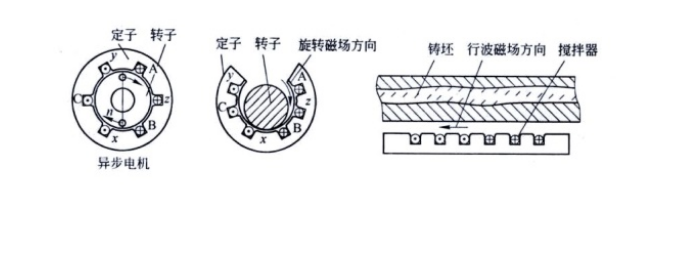
圖1
1.2 對輥電磁攪拌器內磁場形成
煉鋼廠2#連鑄機采用二冷區輥式對輥電磁攪拌器安裝方式,即在扇形段對輥前后加裝1對電磁攪拌器,電磁攪拌器激發一個同一方向的行波磁場B,流動的鋼液相當于由垂直于磁場方向的無數條導線組成,每條導線都在切割磁力線,進而在磁場的作用下感生出感應電流j,根據左手定則,感應電流j與磁場B相互作用,在鑄坯的鋼水內產生電磁力F,推動鋼水沿著點此方向運動,達到攪拌的作用,如圖2。
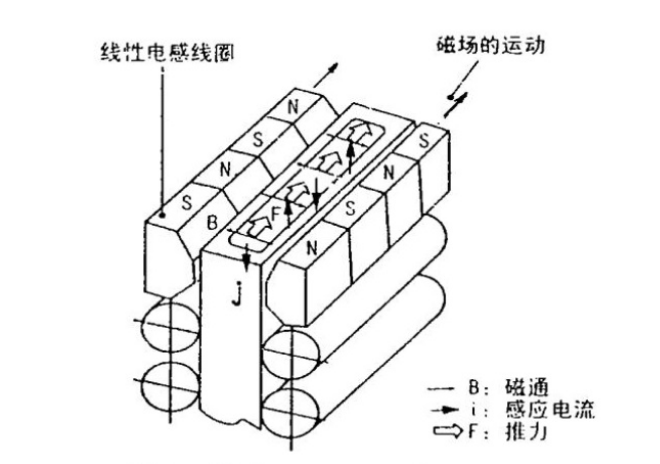
圖2
1.3 電磁攪拌器對鋼液內部成晶過程的影響
電磁攪拌產生的電磁力推動鋼液強烈流動可以打斷或彎曲枝晶臂。部分枝晶臂將作為金屬液凝固時的額外晶核;另一部分枝晶碎片將被帶到遠離枝晶的液穴中重熔,更多形核基底的出現和枝晶碎片的重熔帶來的溫度均勻將促進更多等軸晶的行程,從而實現提高鑄坯等軸晶率、減少中心偏析、中心疏松和縮孔、改善鑄坯凝固組織的目的。見圖3
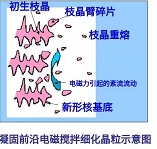
圖3
2 二冷區電磁攪拌技術在2#連鑄機的應用
2.1 煉鋼廠2#連鑄機概況
連鑄機型:立彎式 1機2流
板坯尺寸:厚度:200mm;寬度:670-1150mm
連鑄機半徑:8m
彎曲段長度:3000mm
拉坯速度:0.8-1.4m/min
2.2 煉鋼廠2#連鑄機電磁攪拌安裝方案
基于現代電磁攪拌冶金理論的“熱模型理論”及“機械模型理論”,電磁攪拌的最佳起始位置為鑄坯未凝固率50%~60%處(1段~2段位置),在此進行有效攪拌可以得到大范圍的等軸晶區,對消除內部裂紋非常有效[3]。結合1#機板坯二冷區電磁攪拌裝置使用的成功經驗,2#機改造采用2對高磁場電磁攪拌輥前后配置方式,即在扇形1段1組輥前后和扇形2段7組輥前后分別安裝兩對電磁攪拌輥。
2#機二冷段改造方案為將改造前的扇形1段1組和扇形2段7組的前后普通輥拆除,安裝湖南中科提供的電磁攪拌輥,電攪輥安裝實物見圖4、圖5。

圖4 安裝電磁攪拌器扇形段

圖5 未安裝電磁攪拌段扇形段
2.3 安裝電磁攪拌裝置后鑄坯質量分析
為驗證2#機二冷區加裝電磁攪拌裝置是否能提高鑄坯質量,現對Q235B鋼種未電攪、單對輥電攪與雙對輥電攪低倍對比。
表1 未電攪、單對輥電攪、雙對輥電攪對鑄坯質量影響
|
項次 |
安裝位置 |
低倍評級 |
等軸晶寬度 |
等軸晶所占比例 |
|
|
偏析 |
中間裂紋 |
||||
|
未電攪 |
|
C1.0 |
0.5 |
20mm |
10.00% |
|
單對輥電攪 |
扇二第七對輥 |
C0.5 |
|
60mm |
30.00% |
|
雙對輥電攪 |
扇一第一對輥及扇二第七對輥 |
C0.5 |
|
100mm |
50.00% |
由圖6可見,雙對輥電攪效果最好,即可增加鑄坯等軸晶率、抑制中間裂紋,又可減輕鑄坯中心偏析,提升鑄坯質量效果明顯。
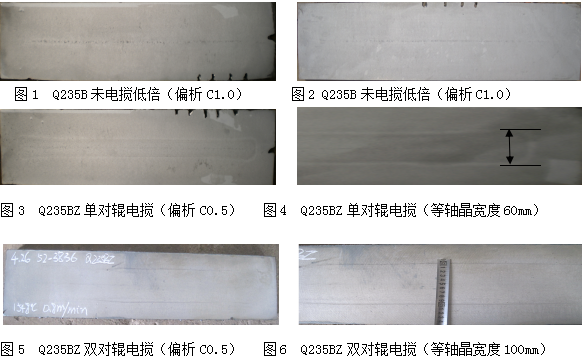
圖7
3 結束語
有上述可知,二冷區電磁攪拌技術是利用電磁感應原理,通過高磁場電磁攪拌輥在扇形1段和扇形2段附近建立高強磁場,改變鋼液內部流動方向和物質及熱量傳遞方式,從而改善鑄坯內部凝固過程的技術。通過對2#連鑄機二冷區加裝電磁攪拌裝置前后鑄坯低倍分析和等軸晶寬度的對比,驗證了二冷區電磁攪拌裝置對連鑄2#機質量提高有明顯作用。
參考文獻
[1]肖紅,易兵,龍萌等.連鑄結晶器電磁攪拌技術的新發展[J]連鑄,2017(10),卷號(4):119-123
Xiao Hong, Yi Bing, Long Meng et al. New Development of Electromagnetic Stirring Technology for Continuous Casting Mold. [J]. Continuous Casting, 2017 (10), Vol(4):119-123
[2]王寶峰,李建超.電磁攪拌技術在連鑄生產中的引用[J]鞍鋼技術,2009(01),卷號(1):1-5
Wang Baofeng, Li Jianchao. Application of Electromagnetic Stirring Technology in Continuous Casting Production. [J]. Angang Technology, 2009 (01), Vol(1):1-5
[3]何勇力,姜國慶,張國勝等.連鑄機電磁攪拌系統的應用實踐[J]冶金設備,2019(5),卷號(5):93-96
He Yongli, Jiang Guoqing, Zhang Guosheng et al. Application Practice of Electromagnetic Stirring System in Continuous Casting Machine. [J]. Metallurgical Equipment, 2019 (5), Vol(5):93-96