
強建明
上海懌天機械有限公司
摘 要:本文介紹了一種棒線材精軋機組輥環(即軋輥)孔型加工在線檢測技術,與傳統加工檢測技術對比,具有數字、智能、節能減排的優勢;做到高精度、高效率的綠色加工,生 產應用具有很大的綜合效益,在國內棒線軋制行業具有示范作用。
關鍵詞 : 輥環;孔型;檢測;精軋機
1 前言
目前國內鋼鐵棒線軋制生產線約為500 余條,產能約 2 億噸,其中高速線材精軋機組軋制線速度已經超過 120m/s(相當于高鐵 432km/h 行駛速度)。高速線材精軋機組是高度機械化、高度自動化、生產效率很高的生產線,由多對互成 90°布置的輥環凹R圓弧槽組成 的孔型對棒線軋件進行軋制。輥環的安裝一般不允許使用墊片等手段“湊合”。
高速有規律軋制是靠軋機和工藝裝備的高精度來保證的,輥環作為棒線精軋機組的核心工藝件,通常采用碳化鎢(WC)工藝件,通常采用碳化鎢、高耐磨性、高彈性模量等特性的環形合金材料,具有壽命長、成本低的特點,軋制產品尺寸精度高、表面質量優良,可以極大降低工人勞動強度,提高生產效率;輥環的加工精度決定棒線精軋機組的軋制速度與軋件質量。
2 輥環工作原理
高速兩輥線材精軋機組輥環是懸臂式成對使用,輥環靠錐套漲緊安裝在精軋機輥軸上,安裝上輥環的精軋機組軋制穩定要滿足三個條件:

首先,輥環的制作精度要滿足工藝設計 (圖1)要求;才能在輥軸上安裝滿足裝配精度要求,其內徑中心線要與錐套、輥軸中心線同心,組合后靠錐套漲緊組裝在輥軸上,不能松動。
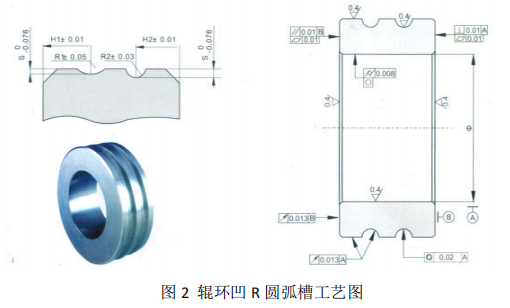
其次,輥環凹 R 圓弧槽的加工通常采用成型金剛石砂輪磨(或車)削(見圖 3-1、3-2、3-3),工藝和規格尺寸精度要滿足工藝設計(圖2)要求。
再者,輥環在輥軸安裝完成后,工藝精度調整要求前、后精軋機組上、下輥環凹 R 圓弧槽組成的孔型中心與軋制中心始終保持一致,即兩個中心理論上重合,才能滿足精軋機組高速軋制穩定要求;其中軋制中心是精軋機組出廠時標定的工藝基準,工藝基準理論上是個定值;上、下輥環凹 R 圓弧槽組成的孔型工藝基準與輥環的磨(或車)削加工和組合裝配有關系,目前工藝精度只是借助光學儀器憑經驗肉眼估判上、下輥環凹R圓弧槽組成的孔型輪廓(見圖 8)粗略調整。輥環在工藝精度調整完成后,保證前后精軋機組高速運行的穩定,前提要通過磨(或車)削加工的凹R圓弧槽組成截面(即孔型規格)的棒線軋件金屬秒流量相等,即 Q(金屬秒流量)=Fi(軋件的截面積) X Ui(軋件線速度)。

其中,輥環凹 R 圓弧槽的工藝及規格尺寸精度是輥環磨(或車)削加工檢測的重點,在磨(或車)削過程中要多次測量校對。線材(軋件)成品是由精軋機組輥環凹R圓弧槽組成的孔型直接軋制而成,若是輥環及凹 R 圓弧槽精度與工藝設計(見圖1、2)要求誤差不能精確判斷,軋制出的線材(軋件)尺寸必然無律波動。通常線材(軋件)在軋制一定的數量后,輥環凹 R 圓弧槽的磨損會導致不能繼續軋制,需拆卸下輥環重新修磨,換上磨(或車)削好凹 R 圓弧槽的輥環上精軋機組。
3 輥環傳統加工與測量
3.1 影響精度的因素分析

國內鋼鐵棒線精軋機組輥環凹 R 圓弧槽加工方式基本選用成型金剛石砂輪磨削,金剛石砂輪磨損程度和輥環凹 R 輪廓槽的尺寸檢測采用投影放大或凹、凸 R 槽廓成型樣板副對;(見圖 4)是以輥環外徑和端面為基準,肉眼觀測凸 R 圓弧輪廓樣板與凹 R 圓弧槽的縫隙估得凹 R 圓弧槽對稱中心至輥環端面的數據,況且樣板本身有誤差,易造成修磨同規格外徑、不同 R 值輥環凹 R 圓弧槽的對稱中心至端面的工藝參數不一致; (見圖 5)是以輥環外徑為基準,肉眼觀測百分表探頭與凹 R 圓弧槽接觸的數據,況且檢測凹 R 圓弧槽深器具本身有誤差,易造成檢測同規格外徑、相同 R 值輥環凹 R 圓弧槽深的工藝參數不一致。輥環外徑和凹 R 圓弧 R 值尺寸檢測采用常規量具加樣板副對檢測法,R 值尺寸精度在 0.05mm ~0.20mm 之間波動。
凹 R 圓弧槽精度一致是精軋機組實現軋件無扭軋制的關鍵因素,目前棒線軋制凹 R 圓弧槽在成型金剛石砂輪凸 R 圓弧輪廓精度達到工藝設計(見圖 2)要求的前提下,磨削加工檢測一致性產生偏差的因素有二個:(一)凹 R 圓弧槽的工藝精度是以輥環外徑為基準測量,應以凹 R 圓弧槽中心為基準,檢測與工藝基準不一致;(二) 凹 R 圓弧槽的工藝及規格尺寸精度是以凹凸 R 圓弧槽廊樣板(見圖 7)副對手工測量,肉眼估測,檢測器具及人為因素較大。由于凹 R 圓弧槽精度存在差異,造成上、下輥環凹 R 圓弧槽工藝基準(見圖 8)不易對中,導致棒線精軋機組在高速軋制中振動大,增大棒線軋件在精軋機組間無律抖動,增大輥環等相關零部件消耗,增加噸鋼軋制成本。
3.2 磨削粉塵
傳統輥環配套的磨削裝備無完善的防塵措施,加工金剛石砂輪和輥環全過程中產生大量粉塵彌漫在整個生產場所;特別是碳化鎢硬質合金粉塵為重金屬,顆粒大于 3.2µm,比重約為 15.63g/cm,粘附力強,可導致人體肺通氣功能下降,危害遠超 PM2.5。
操作人員在金剛石砂輪與輥環修磨“對刀”過程中是采用凹、凸 R 圓弧槽廓樣板(見圖4),以(見圖 6)的方式手動移動磨床砂輪 X、Z 軸(砂輪中心線與修待磨輥環中心線在磨床 Y軸是同一水平高度),肉眼觀察金剛石砂輪與輥環接觸火花判定磨削啟始點,易吸入粉塵,危及人體健康。
4 輥環磨削在線檢測
4.1 新技術特點
輥環凹 R 圓弧槽精度是保證產品質量的基礎,也是影響精軋機組穩定生產的基本條件。
一種成型磨削輥環凹 R 圓弧槽加工在線檢測技術工藝出現,解決了現有成型磨削裝備的難點。
首先,成型磨削裝備配置凹 R 圓弧檢測系統可以檢測輥環和金剛石砂輪的外徑及砂輪凸R 圓弧輪廓圓心坐標,代替了人工測量,改變現有的磨削裝備輥環和金剛石砂輪的外徑尺寸檢測采用通用量具、孔型尺寸采用(圖 6)凹凸 R 圓弧槽廓樣板副對肉眼估值,不能確定成型金剛石砂輪凸 R 圓弧輪廓圓心坐標,導致輥環凹 R 圓弧槽檢測與工藝基準不一致的現狀。
其次,凹 R 圓弧檢測系統與電控系統互聯,參照(圖 1、2)輥環工藝圖中外徑尺寸、凹 R 圓弧槽工藝參數確定其在磨削裝備上的坐標,自動移動 X 、Z 軸,實現智能“對刀”加工。
最后,凹 R 圓弧檢測系統對加工完畢的輥環進行檢測,將(圖 1、2)輥環工藝圖中外徑尺寸、凹 R 圓弧槽工藝參數(H1 或 H2±0.01mm 與 S-0.076)及規格參數(R 的大小、R的形狀)對應的數據儲存至電腦,改變了(操作人員)采用凹凸 R 圓弧槽廓樣板(見圖 7)副對手工測量和記錄。
另外,成型金剛石砂輪修磨輥環凹 R 圓弧槽時,磨削裝備凹 R 圓弧檢測系統檢測凹 R 圓弧槽軋制痕跡,數字判斷輥環凹 R 圓弧槽的工藝基準組裝精度,改變調整人員在精軋機組換裝輥環、調整孔型工藝基準精度只是借助光學儀器憑經驗肉眼估判精軋機組輥環組成的凹 R 圓弧槽孔型輪廓,人為估判凹 R 圓弧槽孔型磨損程度的現狀。
4.2 效果對比分析
輥環上、下凹 R 圓弧槽組成的孔型中心(見圖 8)與軋制線工藝基準始終保持一致是精軋機組軋制時棒線軋件無扭軋制的關鍵因素。若是精軋機組精度調整不能精確判斷凹 R 圓弧槽的工藝基準狀況,則導致軋機微張力調整無律可尋。
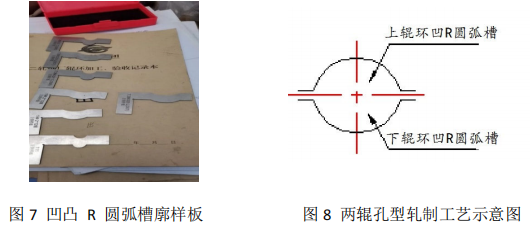
成型金剛石砂輪磨削新技術利于輥環加工時操作人員數字管理,解決了輥環凹 R 圓弧槽加工檢測與工藝基準一致課題,利于輥環重復修磨精度一致,利于上下輥間的工藝基準調整有律可尋,使得兩輥(見圖 8)或三輥棒線精軋機組高速運行穩定,降低精軋機組高速運行時噪音,使得棒線軋件形狀有質的提升。
成型金剛石砂輪磨削新技術可以閉環方式控制修磨輥環凹 R 圓弧槽,兼有高精度測量系統,能夠檢測碳化鎢(WC)輥環凹 R 槽的輪廓尺寸、位置、形狀,做到智能加工,實現輥環全程精度與消耗數字管理。
5 結束語
成型金剛石砂輪磨削新技術裝備配置空氣凈化系統和磨削液過濾系統,具有節能環保高效的磨削工藝,提高了輥環配置的數字化,降低了輥環及相關零部件成本,科學性管理精軋機配套生產準備工作。