
四棒熱送設備故障分析與改進
莫雁北呂柳新楊亞輝
(棒線型材廠)
摘要:分析柳鋼第四棒材生產線熱送設備的提升與下鋼裝置、十字90°旋轉輥裝置、接料緩沖裝置等存在的問題,介紹實施的改進措施及其效果。
關鍵詞:棒材生產線;熱送;下鋼裝置;十字旋轉輥;接料裝置
1 前言
柳鋼第四棒材生產線熱送設備由轉爐下鋼裝置、直送輥、十字90°旋轉輥、提升機和接料裝置等設備組成,于2014-10 投入使用。由于前期設計原因,設備在使用期間暴露出維護困難、故障率高,無法滿足熱送要求等問題,為此,棒線型材廠組織攻關,實施改進。本文進行總結。
2 分析與改進
2.1 提升與下鋼裝置
提升機將鋼坯提升至高點,鋼坯通過自重由導軌滑至接料裝置,導軌導入角27°,鋼坯自落差757 mm。因落差大鋼坯表面受沖擊大,極易產生沖擊傷痕,影響成品質量。另外,接鋼裝置及輥道受沖擊力大,易出故障。鋼坯自輥道面進入提升鏈撥爪,通過由3組氣缸做動力的推鋼機推動,由于環境溫度高,氣缸密封易老化漏氣,無法推動鋼坯進入撥爪工作面。針對存在問題,采取的措施:
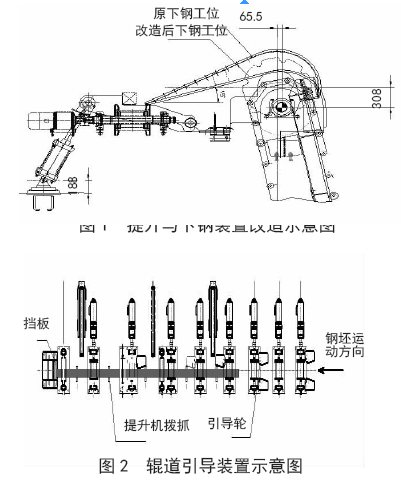
(1) 縮短提升機兩鏈輪[1]傳動中心距,將鏈輪傳動中心距由7 875 mm,調整為7 560 mm。鋼坯提升高度下降308 mm,鋼坯與入爐輥道面落差449 mm,降低鋼坯動能,減少設備沖擊載荷。
(2) 延長鋼坯在導軌上行程,進一步降低鋼坯滾落動能,將提升機主傳動鏈輪外移65.5mm,重新制作一套下鋼導軌,導軌導入角調整為15°,改造后提升機鏈輪見圖1。
(3) 利用引導輥道長,具備引導空間,設計輥道側面引導輪,逐級將鋼坯導入提升機撥爪工位,取消輥道面推鋼裝置,消除推鋼機故障,輥道側引導裝置見圖2。
2.2 十字90°旋轉輥裝置
因場地限制,鋼坯從轉爐通過輥道直供至棒材原料垮,需90°轉向。為此,在提升機前端設計輥道十字轉盤,將鋼坯90°轉向。前期考慮現場環境不周,輥道控制系統安裝在十字轉盤鋼結構件上,供電方式為直敷式。由于十字轉盤帶鋼坯旋轉時震動大、環境溫度高(鋼坯溫度800 ℃),控制元件受烘烤后,故障率高,電纜易磨破損。結合現場實際,重新設計輥道電機供電方式,將控制柜外移到輥道十字轉盤外1 000 mm處,依據轉盤半徑設計電纜拖纜架[2],利用滑軌小車,將電纜直敷式改為滑動拖纜式供電,在輥道端部設計隔熱擋板隨鋼坯轉動,減少熱輻射對電纜損壞。
2.3 接料緩沖裝置
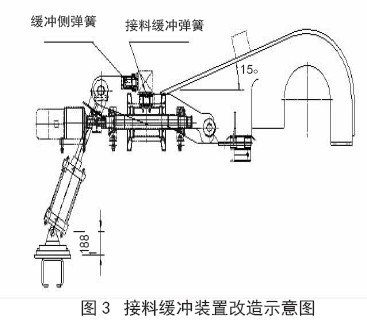
接料裝置由接料臂、頂升氣缸組成。由于氣缸直接安裝在基礎上,接料臂無緩沖彈簧,氣缸連接銷耳極易被沖擊負荷擊斷,造成故障。根據現場設備受力分析,對接料托臂進行改造,增加4 組箱型緩沖彈簧,分別吸收正向、側向坯料落下沖擊載荷,減少勢能對氣缸連接銷耳沖擊。氣缸底座利用現場基礎,將原板式結構設計為直角型,分解部分沖擊力對基礎造成的損壞,接料托臂改造見圖3。
3 結語
柳鋼第四棒材生產線熱送設備實施上述方案改造后,使用至今取得了滿意的經濟和社會效益:設備故障大幅下降,部分設備實現零故障運行。熱坯直送率實現70%以上,噸鋼煤氣耗降低7~8 m3/t,實現低耗、高效生產之目的。
參考文獻
1 《機械設計手冊》聯合編寫組編. 機械設計手冊第2冊. 北京:化學工業出版社,1979.1
2 鄭萍. 工廠電氣控制技術. 重慶大學出版社,2001.1. 45~50