
李少坡 李家鼎 丁文華 李戰(zhàn)軍 李群 諶鐵強(qiáng)
針對(duì)我國油氣輸送管道用厚規(guī)格X70/X80 管線鋼中厚板的技術(shù)要求,從鋼板冶煉、連鑄、加熱、控制軋制與控制冷卻技術(shù)的角度,詳細(xì)介紹了首鋼管線鋼生產(chǎn)的關(guān)鍵技術(shù)。主要內(nèi)容包括:通過采用鐵水脫硫預(yù)處理、LF 爐精煉脫硫技術(shù),實(shí)現(xiàn)了管線鋼中硫含量能穩(wěn)定控制到15ppm 以下;開發(fā)了基于300/400mm 特厚連鑄坯的高均質(zhì)化連鑄技術(shù),實(shí)現(xiàn)高品質(zhì)300/400mm 特厚連鑄坯穩(wěn)定生產(chǎn),中心偏析評(píng)級(jí)穩(wěn)定控制在≤C 類1.0 級(jí);通過采用低溫加熱技術(shù),抑制了原始奧氏體晶粒過分長大,奧氏體晶粒尺寸控制在80μm 以內(nèi);通過粗軋和精軋階段軋制規(guī)程的合理分布,實(shí)現(xiàn)了壁厚≥25mm X80 厚度方向組織均勻性良好,晶粒度差別0.5 級(jí)以內(nèi);配合低溫相變技術(shù)與超快速冷卻技術(shù),實(shí)現(xiàn)了細(xì)小針狀鐵素體顯微組織的控制,并適當(dāng)降低了Mo、Ni 等昂貴合金的添加量,實(shí)現(xiàn)了厚規(guī)格X70/X80 管線鋼的合金減量化,有效提升了產(chǎn)品的市場(chǎng)競爭力。
1 前言
進(jìn)入21 世紀(jì)以來,以“西氣東輸二線”為代表的一系列管線工程開工建設(shè),標(biāo)志著我國進(jìn)入了一個(gè)石油天然氣長輸管線建設(shè)的高峰期。全長8800km 的“西氣東輸二線”工程首次開始大規(guī)模應(yīng)用厚規(guī)格X80 管線鋼,標(biāo)志著我國在高強(qiáng)度管線鋼的研究開發(fā)和工程應(yīng)用方面取得了重大突破。
首鋼的管線鋼產(chǎn)品起步較晚,2007 年借“西氣東輸二線”的契機(jī)開始研發(fā),2008 年管線鋼年產(chǎn)量為51.2 萬噸,2009 年迅速增長為93.9 萬噸,2010-2014 連續(xù)五年實(shí)現(xiàn)管線鋼年產(chǎn)量過百萬噸。到目前為止,首鋼管線鋼生產(chǎn)總量已超過660 萬噸,有力支持了國家重點(diǎn)工程建設(shè)。
隨著管線鋼等級(jí)的不斷提高,對(duì)產(chǎn)品質(zhì)量的要求也日益苛刻。以西氣東輸二線X80-管道工程
為例,為保證管道具有足夠的延性斷裂止裂能力,鋼板要求必須具有20℃不-低于240J 的夏比沖擊功,以及15℃不低于85%的落錘剪切面積。為了滿足上述要求,管線鋼的研發(fā)必須不斷深化對(duì)冶煉、連鑄、加熱、軋制和冷卻技術(shù)的研究與完善,最終實(shí)現(xiàn)高品質(zhì)厚規(guī)格X70/X80 管線鋼的生產(chǎn)與應(yīng)用。
2 冶煉技術(shù)
厚規(guī)格X70/X80 管線鋼對(duì)鋼水潔凈度要求非常苛刻,一般要求較低的P、s 含量,首鋼通過采用鐵水脫硫預(yù)處理、LF 爐精煉脫硫等技術(shù),實(shí)現(xiàn)了管線鋼中硫含量能穩(wěn)定控制到15ppm 以下。
首鋼的鐵水預(yù)處理采用噴吹顆粒鎂脫硫工藝。噴吹完畢后進(jìn)行反復(fù)扒渣操作,過程中添加聚渣劑,凈扒渣時(shí)間≥9min,保證扒渣時(shí)間和扒渣工藝的順利執(zhí)行,鐵水預(yù)處理工序平均脫硫率達(dá)到91%。
LF 爐精煉是保證厚規(guī)格X70/X80 實(shí)現(xiàn)低硫含量的核心環(huán)節(jié)。出鋼采用渣面脫氧,爐渣氧化性(FeO+MnO)可以控制在2%以內(nèi)。LF 進(jìn)站后進(jìn)行強(qiáng)攪拌,保證化渣效果,控制渣中的氧化性,過程達(dá)到白渣精煉,LF 爐精煉工序平均脫硫率控制在75%以上,實(shí)現(xiàn)了LF 爐精煉深脫硫。
3 連鑄技術(shù)
厚規(guī)格X70/X80 管線鋼對(duì)連鑄坯內(nèi)部質(zhì)量要求極為嚴(yán)格,一般要求良好的內(nèi)部質(zhì)量,首鋼開發(fā)了基于300/400mm 特厚連鑄坯的高均質(zhì)化連鑄技術(shù),實(shí)現(xiàn)高品質(zhì)300/400mm 特厚連鑄坯穩(wěn)定生產(chǎn),中心偏析評(píng)級(jí)穩(wěn)定控制在≤c 類1.0 級(jí),為生產(chǎn)高鋼級(jí)厚規(guī)格X70/X80 奠定了基礎(chǔ)。
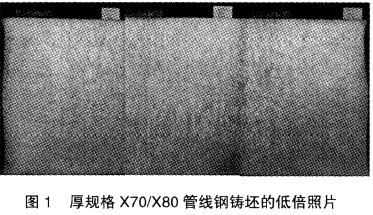
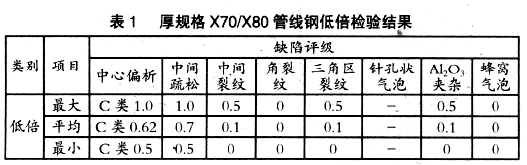
通過控制合理的拉速、過熱度、動(dòng)態(tài)3D 二次冷卻以及動(dòng)態(tài)輕壓下模式有效減小鑄坯中心疏松,降低鑄坯中心偏析的級(jí)別,提高連鑄坯內(nèi)部質(zhì)量。表1 為典型的厚規(guī)格X70/X80 管線鋼鑄坯
低倍檢驗(yàn)結(jié)果。圖1 是典型的厚規(guī)格X70/X80 管線鋼連鑄坯的低倍照片。鑄坯中心偏析檢驗(yàn)結(jié)果穩(wěn)定控制在c 類1.0 級(jí)以下,c 類0.5 級(jí)以下的比例達(dá)到87%。
4 加熱技術(shù)
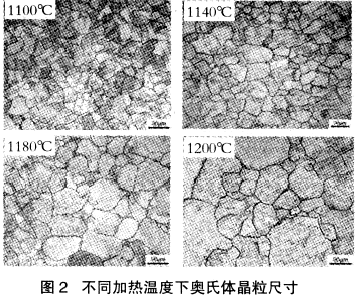
為改善厚規(guī)格X70/X80 管線鋼的低溫韌性,應(yīng)保證在加熱過程中Nb 充分固溶,同時(shí)降低加熱溫度細(xì)化原始奧氏體晶粒尺寸。在實(shí)驗(yàn)室采用熱模擬方法,將試樣以10℃/s 的速度加熱,加熱溫度分別為1100℃、1140℃、1180℃和1200℃,保溫時(shí)間10min 后水淬,觀察試樣的原始奧氏體晶粒尺寸。
由圖2 可見,當(dāng)加熱溫度達(dá)到1200℃時(shí),奧氏體晶粒出現(xiàn)明顯粗大和不均勻,個(gè)別奧氏體晶粒尺寸達(dá)到150μm。因此,通過采用低溫加熱技術(shù),抑制了原始奧氏體晶粒過分長大,奧氏體晶粒尺寸可控制在8nμm 以內(nèi)。
5 軋制技術(shù)
為了保證厚規(guī)格X70/X80 管線鋼的低溫韌性,尤其是落錘撕裂試驗(yàn)(DWTT)性能的穩(wěn)定性,
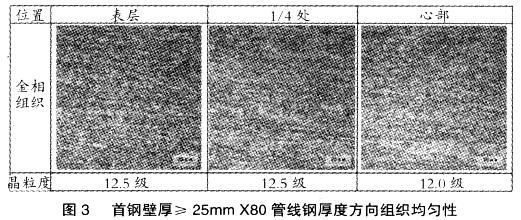
管線鋼板表面和心部的組織均勻性至關(guān)重要。首鋼通過提高軋機(jī)軋制力和軋制扭矩,控制粗軋末道次壓下率達(dá)到20%以上,并實(shí)現(xiàn)粗軋和精軋階段軋制規(guī)程的合理分布,使軋制變形充分滲透到鋼坯心部,使鋼坯表面和心部的奧氏體晶粒得到充分細(xì)化和均勻化,實(shí)現(xiàn)了壁厚≥25mm X80 管線鋼厚度方向組織均勻性良好’,晶粒度差別0.5 級(jí)以內(nèi),如圖3 所示。
6 冷卻技術(shù)
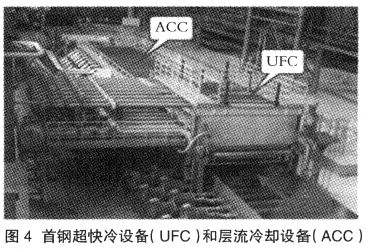
軋后加速冷卻工藝可以使晶粒得到極大地細(xì)化,圖4 是首鋼的超快冷設(shè)備(UFC)和層流冷卻設(shè)備(ACC),隨著低溫相變技術(shù)與超快速冷卻(冷速25-40℃/s)技術(shù)的不斷完善和發(fā)展,首鋼厚規(guī)格X70/X80 管線鋼實(shí)現(xiàn)了細(xì)小針狀鐵素體(AF)顯微組織的穩(wěn)定控制。
再考慮到細(xì)小的針狀鐵素體型X70/X80 管線鋼經(jīng)過制管后屈服強(qiáng)度上升的規(guī)律,為產(chǎn)品的降成本提供了可能。
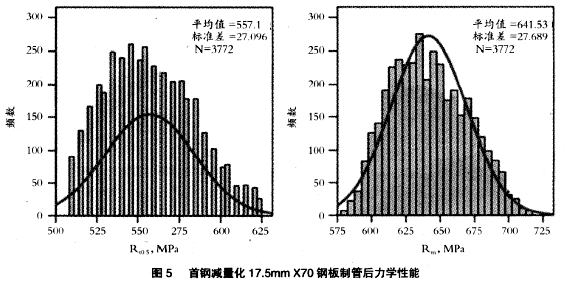
首鋼17.5mm×3105mm X70 管線鋼通過低溫相變技術(shù)與超快速冷卻技術(shù),實(shí)現(xiàn)了無Mo-無
Cu-無V-低Ni 的減-量化生產(chǎn),鋼板20℃夏比沖擊功在350J 以上,經(jīng)過JCOE 制管后,鋼管力學(xué)性能良好,統(tǒng)計(jì)10 萬噸175mm X70 鋼管的強(qiáng)度性能如圖5 所示:
7 結(jié)論
1)本文詳細(xì)闡述了首鋼厚規(guī)格X70/X80 管線鋼在冶煉、連鑄、加熱、軋制和冷卻等關(guān)鍵技術(shù)方面的研究成果及其應(yīng)用效果。
2)通過采用鐵水脫硫預(yù)處理、LF 爐精煉脫硫技術(shù),實(shí)現(xiàn)了管線鋼中硫含量能穩(wěn)定控制到15ppm 以下;開發(fā)了基于300/400mm 特厚連鑄坯的高均質(zhì)化連鑄技術(shù),實(shí)現(xiàn)高品質(zhì)300/400mm
特厚連鑄坯穩(wěn)定生產(chǎn),中心偏析評(píng)級(jí)穩(wěn)定控制在≤C類1.0 級(jí)。
3)通過采用低溫加熱技術(shù),抑制了原始奧氏體晶粒過分長大,奧氏體晶粒尺寸控制在80μm
以內(nèi);通過粗軋和精軋階段軋制規(guī)程的合理分布,實(shí)現(xiàn)了壁厚≥25mm X80 厚度方向組織均勻性
良好,晶粒度差別0.5 級(jí)以內(nèi)。
4)配合低溫相變技術(shù)與超快速冷卻技術(shù),實(shí)現(xiàn)了細(xì)小針狀鐵素體顯微組織的控制,并適當(dāng)降低了Mo、Ni 等昂貴元素的添加量,實(shí)現(xiàn)了厚規(guī)格X70/X80 管線鋼的合金減量化,有效提高了產(chǎn)品市場(chǎng)競爭力。