
齊立東,李景超,姚小康,宋云山
(北京首鋼股份有限公司,河北遷安064404)
【摘要】通過(guò)對(duì)首鋼股份公司三高爐2# 熱風(fēng)爐改造的實(shí)踐案例,介紹了大型高爐熱風(fēng)爐系統(tǒng)在運(yùn)行中出現(xiàn)的設(shè)備問(wèn)題,分析并確定了問(wèn)題原因,采取了有針對(duì)性的措施加以控制,確保了熱風(fēng)爐系統(tǒng)的穩(wěn)定運(yùn)行,總結(jié)了在熱風(fēng)爐問(wèn)題處理時(shí)應(yīng)該注意的事項(xiàng),為大型高爐熱風(fēng)爐系統(tǒng)設(shè)備運(yùn)行控制提供了參考依據(jù)。
【關(guān)鍵詞】大型高爐;熱風(fēng)爐系統(tǒng);設(shè)備運(yùn)行;控制
1 引言
我國(guó)4000 m3 以上大型高爐熱風(fēng)爐系統(tǒng)的設(shè)備運(yùn)行控制還沒(méi)有成熟的方案,國(guó)內(nèi)多家大型鋼鐵企業(yè)熱風(fēng)爐均出現(xiàn)爐殼開(kāi)裂、熱風(fēng)管道溫度高等設(shè)備問(wèn)題,因熱風(fēng)爐是高溫高壓的密閉容器,而且爐殼承受交變應(yīng)力,煉鐵生產(chǎn)與設(shè)備管理成為一對(duì)矛盾,如何既保持一定的風(fēng)壓、風(fēng)溫,又做到設(shè)備正常運(yùn)行;選用什么型號(hào)的爐殼板、焊接加工工藝及熱處理的控制等是我們進(jìn)一步探索的目標(biāo)。以下就首鋼股份公司三高爐熱風(fēng)爐進(jìn)行探討。
2 基本情況
首鋼股份公司三高爐(4078 m3)投產(chǎn)于2010 年1 月,高爐設(shè)計(jì)壽命20 年,采用4 座引進(jìn)霍戈文內(nèi)燃式熱風(fēng)爐,爐殼鋼板材質(zhì)為Q235B,一列式布置,配兩個(gè)前置預(yù)熱爐。設(shè)計(jì)高爐富氧率3.5%、熱風(fēng)爐風(fēng)溫1280 ℃,設(shè)計(jì)使用壽命30 年。
3 運(yùn)行中出現(xiàn)的問(wèn)題
3.1 熱風(fēng)爐拱頂爐殼開(kāi)裂
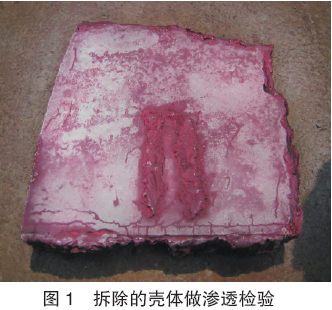
2010 年底,三高爐4 座熱風(fēng)爐拱頂均出現(xiàn)過(guò)焊縫開(kāi)裂的問(wèn)題;2014 年3 月份,4# 熱風(fēng)爐球頂焊縫又出現(xiàn)了焊縫開(kāi)裂的問(wèn)題;2014 年6 月27 日,4# 熱風(fēng)爐爐頂正北方向標(biāo)高41.5 m 處爐皮燒損,經(jīng)甩爐后鑒定爐皮燒損區(qū)域800 mm×900 mm,磚襯受損。通過(guò)對(duì)拆除的殼體做滲透檢驗(yàn),發(fā)現(xiàn)靠近焊縫存在大量周向裂紋,母體上也存在部分周向裂紋,裂紋均出現(xiàn)在爐殼內(nèi)壁。
2014 年7 月對(duì)2# 熱風(fēng)爐進(jìn)行了超聲波探傷檢測(cè), 發(fā)現(xiàn)熱風(fēng)爐球頂R16-R20 帶:B16 環(huán)縫,A17-A20 縱縫,B16-B20 環(huán)縫存在嚴(yán)重的超標(biāo)缺陷,這些缺陷基本貫穿整個(gè)焊縫,缺陷深度從內(nèi)表面向外表面擴(kuò)展為裂紋,這些缺陷是在運(yùn)行中產(chǎn)生和擴(kuò)展的,裂紋深度一般在5~15 mm 左右,特別是B16-B17 環(huán)縫,在焊縫熱影響區(qū)母材部位也產(chǎn)生裂紋,深度也在5~15 mm。除了焊縫之外球頂直段R17 帶母材劣化嚴(yán)重,裂紋較多。檢測(cè)處裂紋長(zhǎng)度30~300 mm,裂紋深度3~5 mm 左右。
3.2 熱風(fēng)管系部分波紋補(bǔ)償器溫度高并出現(xiàn)焊縫開(kāi)裂
三高爐熱風(fēng)總管共安裝11 臺(tái)波紋補(bǔ)償器,補(bǔ)償器本體碳鋼焊縫均出現(xiàn)裂紋漏風(fēng)的問(wèn)題,目前均采用外部再包覆一層不銹鋼波紋的處理方法。
3.3 煤氣支管腐蝕嚴(yán)重
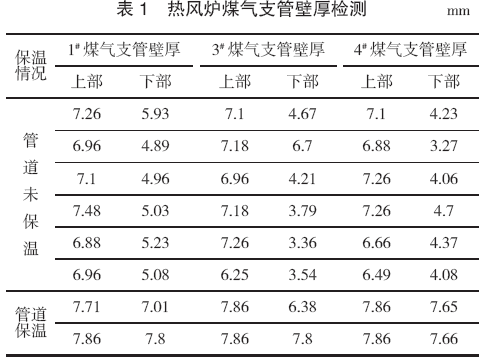
三高爐2# 熱風(fēng)爐煤氣支管出現(xiàn)過(guò)三次漏點(diǎn),后又全面檢測(cè)了其他3 座熱風(fēng)爐煤氣支管壁厚(設(shè)計(jì)厚度:8 mm),檢查結(jié)果如表1。
4 原因分析
4.1 熱風(fēng)爐拱頂爐殼開(kāi)裂原因
首鋼技術(shù)研究院通過(guò)對(duì)股份公司爐殼取樣進(jìn)行理化性能、力學(xué)性能分析后確認(rèn)熱風(fēng)爐爐殼失效結(jié)論如下:
(1)爐殼材料(Q235B)理化指標(biāo)正常,金相組織為鐵素體+ 珠光體組織,材料力學(xué)性能能滿足標(biāo)準(zhǔn)要求。
(2)爐殼發(fā)現(xiàn)的裂紋大致有兩類(lèi):一是靠近且平行于縱焊縫的大裂紋以及大裂紋相連接的再擴(kuò)展的分支裂紋,二是遠(yuǎn)離焊縫的小裂紋。
(3) 大裂紋的開(kāi)裂與形貌特征:包括橫向裂紋(平行于環(huán)焊縫)和縱向裂紋(平行于縱焊縫),裂紋平行于焊縫兩側(cè)分布,位于距熔合線5~10 mm 處母材上,裂紋起源于爐殼內(nèi)壁向外壁擴(kuò)展至板厚的1/3(縱向裂紋)、2/3(橫向裂紋)左右,裂紋平行于熔合線擴(kuò)展,擴(kuò)展方向與拉應(yīng)力方向垂直,分支裂紋成樹(shù)枝狀沿晶開(kāi)裂。
(4)小裂紋的開(kāi)裂與形貌特征:母材上有點(diǎn)蝕坑(深度10 μm 左右),腐蝕坑內(nèi)S、Cl 等腐蝕性介質(zhì)元素含量高(重量百分比達(dá)1%左右),有源自腐蝕坑的微裂紋,裂紋沿晶擴(kuò)展,裂紋深度60 μm 左右;距熔合線越近,應(yīng)力水平越高,最深擴(kuò)展至10 mm。
分析認(rèn)為爐殼開(kāi)裂的原因如下:
(1)焊接質(zhì)量差,咬邊、未熔合、焊渣等焊接缺陷明顯,容易造成應(yīng)力集中,誘發(fā)開(kāi)裂;
(2)S、Cl 等腐蝕性介質(zhì)使?fàn)t殼發(fā)生點(diǎn)蝕與均勻腐蝕,形成較深的腐蝕坑,其底部尖端產(chǎn)生應(yīng)力集中點(diǎn);
(3)熱風(fēng)爐內(nèi)壓力的周期性變化引起的交變應(yīng)力,促使應(yīng)力集中位置開(kāi)裂或已開(kāi)裂部位的裂紋擴(kuò)展;
(4)殘余應(yīng)力、工作過(guò)程中的交變應(yīng)力與腐蝕介質(zhì)是爐殼開(kāi)裂的三個(gè)因素,開(kāi)裂機(jī)理為應(yīng)力腐蝕疲勞開(kāi)裂。
4.2 熱風(fēng)管系溫度高原因
熱風(fēng)管系部分波紋補(bǔ)償器存在溫度高、出現(xiàn)焊縫開(kāi)裂的地方,一般是出現(xiàn)了耐材縫隙過(guò)大、耐火磚開(kāi)裂或脫落等情況,導(dǎo)致竄氣引起,通過(guò)幾次檢修期間現(xiàn)場(chǎng)檢查確實(shí)存在以上問(wèn)題。
4.3 煤氣支管腐蝕原因
煤氣支管受到腐蝕,說(shuō)明干法除塵后的高爐煤氣中含有腐蝕性成分,通過(guò)現(xiàn)場(chǎng)取樣化驗(yàn)腐蝕性成分主要是硫化物和氯根,其中氯根的含量較大,雖然高爐煤氣經(jīng)過(guò)堿液噴灑(一般將pH 值由2~3 調(diào)整為7 左右),但這只能減輕腐蝕,卻并不能完全消除氯根的腐蝕。
5 采取措施
5.1 運(yùn)行維護(hù)方面
(1) 鑒于目前大高爐的熱風(fēng)爐及熱風(fēng)管系局部存在溫度高的實(shí)際情況,應(yīng)盡快完善檢測(cè)(溫度、形變)手段,制訂控制標(biāo)準(zhǔn),嚴(yán)格執(zhí)行,使其處于控制范圍,防止再次發(fā)生惡性事故。
(2)在熱風(fēng)爐狀況沒(méi)有改變之前,不宜再按照設(shè)計(jì)風(fēng)溫使用,應(yīng)按實(shí)際情況(即確保熱風(fēng)爐及熱風(fēng)管系殼體溫度不超過(guò)規(guī)定)降低風(fēng)溫水平,并嚴(yán)格執(zhí)行有關(guān)規(guī)定。
(3) 熱風(fēng)爐及管系在檢修時(shí)需對(duì)耐材出現(xiàn)的問(wèn)題進(jìn)行深入的檢測(cè)、取證、分析,并和設(shè)計(jì)進(jìn)行比較總結(jié),特別是熱風(fēng)爐拱頂、熱風(fēng)管系的三岔口、波紋補(bǔ)償器、管系接口等易出現(xiàn)問(wèn)題的地方,提出改進(jìn)措施,完善設(shè)計(jì)方案。
(4)在處理爐殼焊接施工中,應(yīng)嚴(yán)格按照焊接技術(shù)要求和規(guī)范要求進(jìn)行;要采取消除應(yīng)力措施;避免焊縫處重復(fù)焊接,超過(guò)2 次宜采用挖補(bǔ)、打漿、加固爐皮。
(5)總結(jié)首鋼熱風(fēng)爐系統(tǒng)發(fā)生的各種事故教訓(xùn),特別是首鋼三座大高爐熱風(fēng)爐出現(xiàn)的問(wèn)題及處理、操作,有針對(duì)性地制訂熱風(fēng)系統(tǒng)事故預(yù)案,防止再次發(fā)生事故或?qū)⑹鹿士刂圃谧钚》秶R贫ㄑ矙z、檢修等安全措施,確保人員安全。
5.2 設(shè)計(jì)、制造、安裝、使用等方面
(1)利用熱風(fēng)爐更換爐殼機(jī)會(huì),對(duì)焊縫、爐殼母體進(jìn)行全面檢測(cè),確認(rèn)是否有晶間應(yīng)力腐蝕;確認(rèn)何種應(yīng)力導(dǎo)致鋼板母體、焊縫及附近出現(xiàn)裂紋,以利有針對(duì)性地提出改進(jìn)措施,解決裂紋問(wèn)題。
(2) 應(yīng)進(jìn)一步調(diào)研大型高爐熱風(fēng)爐爐殼選材問(wèn)題(股份公司三高爐選用Q235B 鋼板、京唐高爐選用Q345C 鋼板、據(jù)了解寶鋼采用BB41-BF、鞍鋼采用ALK420、武鋼采用WSM41C),進(jìn)行材質(zhì)性能、使用情況、熱風(fēng)爐性能、操作參數(shù)等比較,考慮熱風(fēng)爐惡劣工作條件,對(duì)應(yīng)規(guī)范標(biāo)準(zhǔn),選好爐殼材質(zhì)。
6 改造實(shí)踐
6.1 拱頂爐殼材質(zhì)的選擇
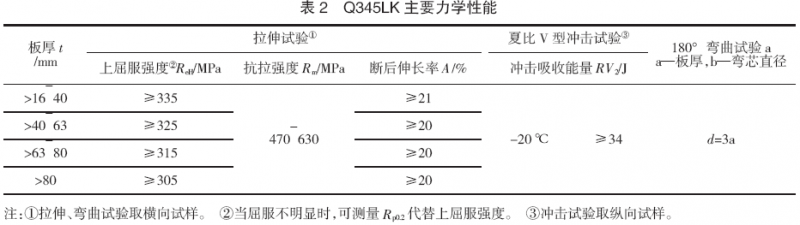
首鋼股份公司三高爐2# 熱風(fēng)爐改造更換拱頂爐殼時(shí)經(jīng)過(guò)多次研討最終選用了爐殼專(zhuān)用鋼
Q345LK,所用鋼板全部由首鋼自產(chǎn)。Q345LK 比常規(guī)Q345C 鋼的C、Si、P、S 含量低,并且添加了Al、Ni、Cr、Cu、Mo 等合金元素,通過(guò)爐外精煉,具有更優(yōu)異的強(qiáng)度、塑性、韌性、防裂性和抗脆性斷裂等綜合性能;并具有防腐蝕性介質(zhì)侵蝕和抗脆性斷裂的性能。Q345LK 滿足2012 年版黑色冶金標(biāo)準(zhǔn)《鋼鐵冶煉工藝爐爐殼用鋼板》(YB/T4281-2012)(由鞍鋼公司、冶金工業(yè)信息標(biāo)準(zhǔn)研究院、湘鋼、首鋼總公司編制)規(guī)定。
Q345LK 主要化學(xué)成分(質(zhì)量百分?jǐn)?shù)):C≤0.18%;Si≤0.50%;Mn≤1.70%;P≤0.025%;
S≤0.015%;Ni≤0.50%;Cr≤0.30%;Cu≤0.30%;Nb≤0.070%;V≤0.15%;Ti≤0.020%;Mo≤0.60%;
N*≤0.012%;Als≥0.015 (* 鋼中加入Al、Nb、V、Ti等具有固氮作用的合金元素)。
Q345LK 的化學(xué)成分和類(lèi)似的普通鋼種相比,對(duì)微量元素進(jìn)行了調(diào)整,作為爐殼使用性能更加優(yōu)異。
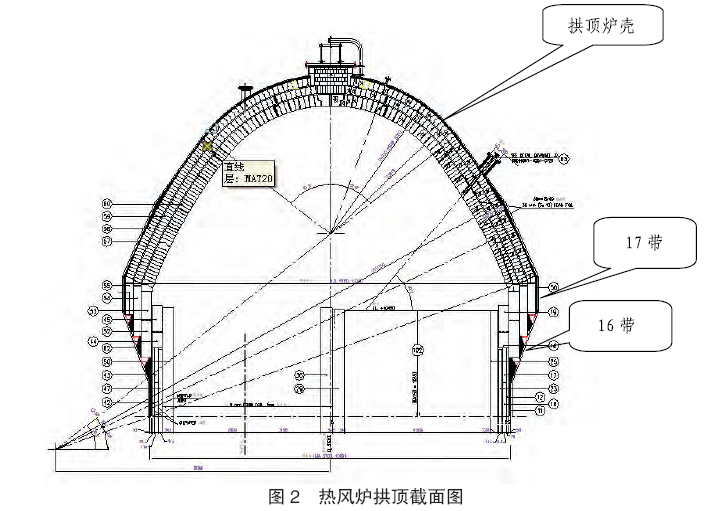
6.2 熱風(fēng)爐拱頂結(jié)構(gòu)優(yōu)化設(shè)計(jì)
通過(guò)對(duì)原爐殼的應(yīng)力分析發(fā)現(xiàn),16 帶至17 帶爐殼及17 帶至18 帶爐殼拐角處應(yīng)力較為集中,本次改造采用圓弧過(guò)渡進(jìn)行處理,圓弧半徑為1500mm;由于生產(chǎn)過(guò)程中出現(xiàn)過(guò)串風(fēng)現(xiàn)象(爐殼局部溫度高),新更換的鋼殼內(nèi)部涂耐晶間應(yīng)力腐蝕的涂料YJ-250,之后,再?lài)娡恳粚雍穸葹?0 mm 的耐酸噴涂料MS-1;為保證原設(shè)計(jì)砌體結(jié)構(gòu)的完整性,17 帶爐殼內(nèi)徑由12140 mm 改為12200 mm。
6.3 熱風(fēng)爐爐殼焊接質(zhì)量、焊前預(yù)熱、焊后退火處理
6.3.1 焊接質(zhì)量
熱風(fēng)爐殼體的焊接應(yīng)符合《煉鐵工藝爐殼體結(jié)構(gòu)技術(shù)規(guī)范》(GB50567-2010)中第8 章的要求。
6.3.1.1 焊縫質(zhì)量等級(jí)
殼體結(jié)構(gòu)的對(duì)接、T 形對(duì)接與角接組合焊縫應(yīng)焊透,其焊縫質(zhì)量等級(jí)應(yīng)符合下列規(guī)定:
(1)熱風(fēng)爐殼體結(jié)構(gòu)的對(duì)接焊縫應(yīng)為一級(jí)。
(2)焊透的T 形對(duì)接與角接組合焊縫應(yīng)為二級(jí)。
6.3.1.2 焊縫質(zhì)量檢驗(yàn)應(yīng)符合下列規(guī)定
(1)焊縫無(wú)損檢測(cè)應(yīng)在外觀檢查合格后進(jìn)行。
(2)要求全焊透或部分焊透的焊縫,其內(nèi)部缺陷檢驗(yàn)應(yīng)采用超聲波(UT)或射線(RT)檢測(cè),其質(zhì)量應(yīng)符合下列要求:
①超聲波(UT)檢測(cè)應(yīng)按現(xiàn)行行業(yè)標(biāo)準(zhǔn)《承壓設(shè)備無(wú)損檢測(cè)第3 部分超聲檢測(cè)》NB/T 47013.3-2015執(zhí)行。其中一級(jí)焊縫應(yīng)進(jìn)行100%的檢驗(yàn),其質(zhì)量應(yīng)符合該標(biāo)準(zhǔn)中B 級(jí)檢驗(yàn)的Ⅱ級(jí)及Ⅱ級(jí)以上的要求;二級(jí)焊縫應(yīng)進(jìn)行抽檢,其抽檢比例應(yīng)不小于20%,其質(zhì)量應(yīng)符合該標(biāo)準(zhǔn)B 級(jí)檢驗(yàn)的Ⅲ級(jí)及Ⅲ級(jí)以上的要求。
②射線(RT)檢測(cè)應(yīng)按現(xiàn)行國(guó)家標(biāo)準(zhǔn)《金屬熔化焊焊接接頭射線照相》GB/T3323-2005 的有關(guān)規(guī)定執(zhí)行。
6.3.2 熱風(fēng)爐爐殼焊前預(yù)熱的要求
爐殼預(yù)熱時(shí)應(yīng)符合下列規(guī)定:
施焊前預(yù)熱及預(yù)熱溫度應(yīng)根據(jù)母材交貨狀態(tài)、化學(xué)成分、力學(xué)性能、焊接性能、厚度及焊件的拘束程度等因素確定。
焊接接頭的預(yù)熱溫度除參照相關(guān)標(biāo)準(zhǔn)外,一般通過(guò)焊接性能試驗(yàn)確定。實(shí)施的預(yù)熱溫度,還要考慮到環(huán)境溫度、結(jié)構(gòu)拘束度等因素的影響。
6.3.2.1 預(yù)熱溫度
常用鋼材推薦的最低預(yù)熱溫度見(jiàn)《壓力容器焊接規(guī)程》。
當(dāng)焊接兩種不同類(lèi)別的鋼材組成的焊接接頭時(shí),預(yù)熱溫度應(yīng)按要求高的鋼材選用。
6.3.2.2 預(yù)熱工藝的選擇
常用鋼材牌號(hào)推薦的預(yù)熱溫度參見(jiàn)現(xiàn)行行業(yè)標(biāo)準(zhǔn)《壓力容器焊接規(guī)程》(NB/T47015-2011)中的相關(guān)規(guī)定,非常見(jiàn)牌號(hào)鋼需通過(guò)試驗(yàn)確定。
6.3.3 熱風(fēng)爐爐殼焊后熱處理
焊后熱處理是指為改善焊接區(qū)域的性能,消除焊接殘余應(yīng)力等有害影響,將焊接區(qū)域或其中部分在金屬相變點(diǎn)以下加熱到足夠高的溫度,并保持一定的時(shí)間,而后均勻冷卻的熱過(guò)程。
焊接是殼體施工中的重要工序,特別是大型高爐熱風(fēng)爐殼體結(jié)構(gòu),采用低合金結(jié)構(gòu)鋼厚板,焊縫質(zhì)量要求高,因此焊接工作的各個(gè)環(huán)節(jié)都必須嚴(yán)格按照《煉鐵工藝爐殼體結(jié)構(gòu)技術(shù)規(guī)范》(GB50567-2010)第8 章的相關(guān)規(guī)定進(jìn)行。焊接工藝評(píng)定是根據(jù)工藝評(píng)定報(bào)告制定焊接工藝規(guī)格,作為指導(dǎo)焊接施工的依據(jù)。焊接工藝評(píng)定報(bào)告連同試樣檢驗(yàn)結(jié)果應(yīng)存檔備查。
熱風(fēng)爐殼體中焊接量大,焊后殘余應(yīng)力很大,因此必須進(jìn)行消除應(yīng)力退火處理。
熱風(fēng)爐上部高溫區(qū)殼體,為防止因應(yīng)力集中和晶界腐蝕而產(chǎn)生裂紋,宜將新劃分板帶(15-19 帶)進(jìn)行整體退火。由于殼體尺寸較大,因此退火宜在安裝焊接完成后進(jìn)行。
6.3.3.1 焊后熱處理工藝
本工程熱處理采用內(nèi)電加熱工藝,在工件內(nèi)腔布置加熱熱源,工件外壁鋪設(shè)保溫絕熱材料,利用熱輻射和熱空氣對(duì)流的加熱工藝,達(dá)到均勻加熱之目的。
上述熱處理過(guò)程由ZWK 型智能溫控儀,實(shí)現(xiàn)多點(diǎn)群控,儀表顯示各點(diǎn)溫度,自動(dòng)修正加熱功率系數(shù),自動(dòng)記錄溫度曲線,確保控溫精度。
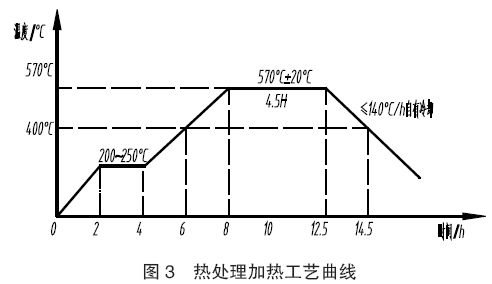
結(jié)合設(shè)計(jì)院提出的工藝規(guī)范和根據(jù)制造廠焊接工藝評(píng)定結(jié)果,提供相應(yīng)的熱處理加熱工藝規(guī)范:
恒溫溫度:570±20 ℃;
恒溫時(shí)間4.5 h;200~250 ℃,保溫2 h 控制的消氫處理;
升溫速度≤108 ℃/h (200 ℃以前可不予控制);
降溫速度期≤140 ℃/h (400 ℃以后可不予控制);
恒溫時(shí)最大溫差±20 ℃(≤40 ℃)升溫、降溫時(shí)最大溫差≤120 ℃。
6.3.3.2 熱處理現(xiàn)場(chǎng)工藝設(shè)計(jì)
本次熱處理現(xiàn)場(chǎng)工藝設(shè)計(jì)由供電系統(tǒng)、加熱系統(tǒng)、測(cè)溫系統(tǒng)等部分組成。
(1)供電系統(tǒng)
由于熱處理的不可逆性,須確保現(xiàn)場(chǎng)熱處理的供電和安全用電。根據(jù)以上計(jì)算,本次整體熱處理需要6 臺(tái)ZWK-360 型智能溫控儀,即供電系統(tǒng)輸出的最大功率為2100 kW 時(shí)可以滿足熱處理時(shí)的供熱需求。從變壓器至熱處理施工現(xiàn)場(chǎng)應(yīng)設(shè)置DZ-600/600 自動(dòng)空氣開(kāi)關(guān)6 只,由變壓器至6 臺(tái)溫控儀的一次導(dǎo)線(中間經(jīng)空氣開(kāi)關(guān))為3×150+L×70 mm2 銅蕊電纜6 根。
(2)加熱系統(tǒng)
①加熱器的布置
本工程熱處理采用加熱工藝,根據(jù)熱功計(jì)算,所需加熱功率2100 kW,采用NJ 型框架式加熱器210片,每片加熱功率為10 kW,外形尺寸1000×400×90 mm,設(shè)計(jì)總功率為2100 kW。呈梯形分布置于工件內(nèi)腔利用熱輻射和熱對(duì)流的加熱工藝,使工件達(dá)到均勻加熱退火之目的。具體見(jiàn)圖1 所示。
②加熱器的連接
整體熱處理加熱器的內(nèi)導(dǎo)線采用覫6.5 的圓鋼,套上氧化鋁瓷管引出爐外與外導(dǎo)線連接,再接到智能溫控儀的加熱輸出端。所用零線焊為一體,作為公共零線引出組成三組,各自形成獨(dú)立電網(wǎng),所有加熱器均采用星形接法,同步通電加熱。
③保溫層的鋪設(shè)
保溫材料應(yīng)符合QJ/GN30-89 標(biāo)準(zhǔn),加熱時(shí)外層溫度應(yīng)不高于60 ℃,選用保溫性能好、導(dǎo)熱系數(shù)低,容重輕的超細(xì)玻璃棉和硅酸鋁,為了減少熱損失,熱處理保溫層厚度不得小于100 mm。2 層50mm 的超細(xì)玻璃棉被(無(wú)堿)疊加一起,總保溫厚度100 mm。保溫層之間應(yīng)注意接縫錯(cuò)開(kāi)搭接嚴(yán)密,并用鐵絲軋緊,防止熱量散失,以防止局部溫差過(guò)大而形成熱應(yīng)力,保溫方法采用內(nèi)背帶式保溫釘固定,保溫釘焊接在背帶上,不與塔體焊接,用22# 鐵絲在保溫釘上交叉繞緊。
(3)測(cè)溫和控溫系統(tǒng)
①本次熱處理工程采用K 型簡(jiǎn)裝熱電偶測(cè)溫,熱電偶的補(bǔ)償采用銅一康銅補(bǔ)償導(dǎo)線,通過(guò)ZWK 型電腦溫控儀控溫,每臺(tái)智能溫控儀輸出功率為360kW,溫度控制范圍0~1000 ℃,控制精度為±1 ℃,熱風(fēng)爐爐體各點(diǎn)溫度控制均由各點(diǎn)智能儀表監(jiān)視控制,智能表為日本富士進(jìn)口溫控儀,每一塊儀表相當(dāng)于一臺(tái)微機(jī),將設(shè)定的工藝參數(shù)輸入儀表,通過(guò)溫度傳感器過(guò)來(lái)的溫度和設(shè)定溫度比較后通過(guò)PID 計(jì)算出相應(yīng)功率控制加熱器的加熱。控溫過(guò)程均由儀表自動(dòng)完成,并由連續(xù)式記錄儀自動(dòng)記錄工藝曲線。
②熱電偶布置
熱電偶分三層布置,封頭頂上布置3 個(gè)、上層布置8 個(gè),中層布置12 個(gè)、下層布置10 個(gè),共33 個(gè)熱電偶。
感溫元件使用點(diǎn)焊在殼體外表面,能真實(shí)的反應(yīng)工件的實(shí)際加熱溫度。
6.3.3.3 整體熱處理的防變形措施
(1)在下端口處設(shè)置一個(gè)框架支撐,減小工件端口變形。
(2)必須嚴(yán)格執(zhí)行加熱工藝規(guī)范,保溫面在保溫時(shí)在分段處向下1.5 m,確保在熱處理時(shí)各部位溫差達(dá)到工藝技術(shù)要求,防止溫差應(yīng)力過(guò)大造成的變形。
6.3.3.4 熱處理工藝質(zhì)量的評(píng)定驗(yàn)收
本次熱處理工程提供焊后消應(yīng)力熱處理所有的熱處理工藝曲線,采用連續(xù)式記錄儀自動(dòng)記錄(升溫200 ℃開(kāi)始記錄,降溫400 ℃以下不記錄)并按相應(yīng)的技術(shù)要求評(píng)定驗(yàn)收。
7 結(jié)語(yǔ)
針對(duì)首鋼股份公司大型高爐熱風(fēng)爐系統(tǒng)運(yùn)行中暴露的設(shè)備問(wèn)題,我們組織成立了精密點(diǎn)檢小組并配備熱成像儀、管道測(cè)厚儀等精密儀器對(duì)熱風(fēng)爐及熱風(fēng)管系進(jìn)行檢查,重點(diǎn)檢查高溫設(shè)備殼體溫度變化及密封性,實(shí)現(xiàn)了對(duì)熱風(fēng)系統(tǒng)連續(xù)狀態(tài)監(jiān)控、突發(fā)問(wèn)題及時(shí)處置,確保了設(shè)備穩(wěn)定運(yùn)行,經(jīng)過(guò)實(shí)踐檢驗(yàn)這些控制措施是可行、有效的。通過(guò)對(duì)三高爐2# 熱風(fēng)爐改造,從爐殼的選型到施工過(guò)程中爐殼焊接、預(yù)熱、熱處理等方案具有合理性、可操作性,對(duì)大型高爐熱風(fēng)爐系統(tǒng)設(shè)備改造、運(yùn)行控制具有指導(dǎo)性意義。