
羅源奎1,呂凱輝2
( 1. 三安鋼鐵有限公司煉鋼廠,福建泉州362411;
2. 三安鋼鐵有限公司生產(chǎn)能源管理部,福建泉州362411)
摘要: 福建三安鋼鐵有限公司煉鋼廠鋼水中w( O) 較高,導(dǎo)致轉(zhuǎn)爐爐底侵蝕嚴重,爐底維護次數(shù)多、時間長、耐材費用高、轉(zhuǎn)爐作業(yè)率低。針對這個問題,在爐底維護時采用快補操作,每次爐底維護時間從原來的120 min縮短至目前的7 min,有效提高了轉(zhuǎn)爐作業(yè)率。在相同冶煉條件下,爐底的耐材消耗得到大幅度降低,噸鋼耐材消耗從0. 51 kg降到0. 24 kg。
關(guān)鍵詞: 爐底侵蝕; 爐底快補; 氧含量; 耐材消耗
轉(zhuǎn)爐爐底是轉(zhuǎn)爐爐體主要組成部分,它在轉(zhuǎn)爐冶煉過程中始終處于高溫、負重狀態(tài)。福建三安煉鋼廠使用氧氣頂?shù)讖?fù)吹轉(zhuǎn)爐,是可拆卸爐底的轉(zhuǎn)爐。三安煉鋼廠年產(chǎn)粗鋼260 萬t,有3 座50 t轉(zhuǎn)爐。由于三安煉鋼廠所煉的鋼水74 %都屬于低碳、低磷、氧化性強的鋼種,要求終點w( C) ≤0. 06 %,w( P) ≤ 0. 03 %,出鋼溫度1 640 ~1 660 ℃,造成鋼水中w( O) 較高,達到( 600 ~950) × 10 - 6,導(dǎo)致轉(zhuǎn)爐爐底侵蝕情況嚴重。2015年5 月份,煉鋼滿負荷生產(chǎn)轉(zhuǎn)爐爐底維護時間高達3 467 min,爐底維護噸鋼消耗耐材0. 51 kg,生產(chǎn)組織不理想,轉(zhuǎn)爐作業(yè)率為90. 17 %。
1 存在的問題
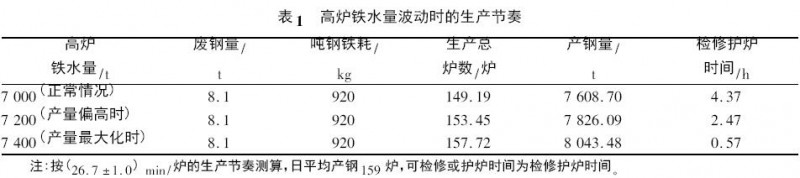
鐵水產(chǎn)量受高爐爐料質(zhì)量、爐內(nèi)順行、產(chǎn)量計劃及市場情況影響波動較大( 見表1) 。當(dāng)高爐鐵水量偏高時,煉鋼廠只有提高生產(chǎn)節(jié)奏、減少護爐時間,才能達到鐵水進出平衡,確保生產(chǎn)的穩(wěn)定運行。
2 影響轉(zhuǎn)爐爐底的因素分析
2. 1 終渣氧化性
終渣氧化性與鋼水氧含量呈線型關(guān)系,轉(zhuǎn)爐終點碳越低,爐渣氧化性( FeO + MnO) 越強,鋼水氧含量增加,特別是當(dāng)w( C) ≤0. 05 % 后,碳氧關(guān)系如圖1 所示( 溶解氧) 。
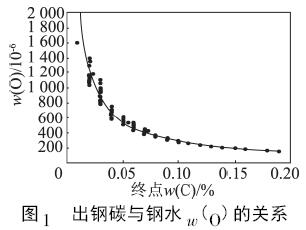
煉鋼廠由于鋼種原因使終點氧含量過高,其中w( C) ≤0. 045 % 的冶煉爐數(shù)占總冶煉爐數(shù)比例的78 %以上,造成轉(zhuǎn)爐爐底侵蝕情況嚴重。
2. 2 槍位不理想
2. 2. 1 吹煉槍位
槍位過高,氧射流沖擊面積大,沖擊深度減小,熔池攪拌減弱,反應(yīng)速度減慢,熔池升溫速度也緩慢,渣中w( TFe) 增加,吹煉時間延長[1],影響生產(chǎn)節(jié)奏。如: 石灰生燒、過燒率較大或轉(zhuǎn)爐吹煉超標(biāo)鐵水時,一般采取“吊槍”化渣冶煉,槍位控制不當(dāng)會造成渣中w( TFe) 增加,冶煉噴濺嚴重。槍位過低,沖擊面積小,沖擊深度加大,渣中TFe 含量減少,不利化渣,易損壞爐底[2]。如: 轉(zhuǎn)爐冶煉合格鐵水或需加快生產(chǎn)節(jié)奏時,采用壓槍操作。此方法易造成氧槍、汽化煙罩結(jié)冷鋼嚴重。
2. 2. 2 濺渣槍位
當(dāng)槍位較低時,氮氣對渣的沖擊面積小沖擊深度大,爐渣滴能量大可濺到爐口。相反當(dāng)槍位較高時,氮氣對渣的沖擊面積大沖擊深度小,爐渣濺到爐膛位置較低,易造成爐底上漲[3]。濺渣護爐氣體壓力高于規(guī)定值或濺渣時氧槍槍位過低。造成氣體壓力高,爐底在濺渣后往往下降嚴重。
3 防止?fàn)t底侵蝕的措施
3. 1 控制好終渣成分和溫度
3. 1. 1 終渣成分
煉鋼廠鋼種原因使終點氧含量過高,其中w( C) ≤0. 045 % 的冶煉爐數(shù)占總冶煉爐數(shù)比例
的68 %左右。煉鋼廠要求爐渣堿度控制在2. 5 ~3. 0,w( MgO) 控制在9 %以上,以便濺渣護爐。
3. 1. 2 降低出鋼溫度
1) 提高鋼包在線使用溫度。加強鋼包周轉(zhuǎn)及保溫效果,出臺相關(guān)規(guī)定制度,執(zhí)行3 機7 包周轉(zhuǎn),確保在線周轉(zhuǎn)鋼包溫度達到1 050 ℃以上。
2) 保護澆鑄。做好鋼包、鋼水、中包的全程保溫工作,加蓋大包蓋、加覆蓋劑、套長水口、低溫應(yīng)急處理等操作規(guī)范,確保生產(chǎn)穩(wěn)定。
3) 優(yōu)化生產(chǎn)組織。優(yōu)化轉(zhuǎn)爐工藝操作,保證每爐鋼水成分都在內(nèi)控范圍,減少堵流等事故; 加強鋼水銜接,提高爐機匹配工作,落實高拉速工作、提高放鋼正點率、合理控制待澆時間、合理控制中包過熱度; 強化生產(chǎn)組織,減少各生產(chǎn)區(qū)域的堵流、重接、回爐事故。
4) 降低設(shè)備故障。推進精細化管理和標(biāo)準(zhǔn)化操作,加強對設(shè)備的巡、點、檢、加油潤滑工作,大力推行計劃檢修和預(yù)防性維修,提高設(shè)備保障能力,確保設(shè)備的安全穩(wěn)定運行,減少生產(chǎn)異常,為均衡高效生產(chǎn)提供有力支撐。
3. 2 采用合理的冶煉與濺渣槍位
3. 2. 1 冶煉槍位
保證爐底不被損壞的條件下,要有一定的沖擊深度。經(jīng)過摸索改進,采取了前期低氧壓、低槍位操作,中后期根據(jù)實際情況調(diào)整氧壓和槍位。因此,提高操作水平,控制合適的槍位、氧壓、脫C 速度、過程溫度及爐渣w( FeO) 對抑制噴濺有著重要的作用[4]: 1) 槍位調(diào)節(jié)和控制要堅持早化渣、化透渣、不返干、不噴濺、均勻升溫、準(zhǔn)確控制終點的基本原則[5-7]; 2) 動槍操作要少、準(zhǔn)、穩(wěn); 3) 脫硅脫磷期,氧槍槍位由高到低控制在2. 1 ~ 1. 7 m,脫碳升溫期,槍位遵循高-低-低原則控制在2. 0 ~1. 5 m。
合理調(diào)整槍位,可以調(diào)節(jié)熔池液面和內(nèi)部的攪拌作用。如果短時間內(nèi)高、低槍位交替操作,還有利于消除液面上可能出現(xiàn)的“死角”,消除渣料成坨,加快成渣。
3. 2. 2 濺渣槍位
應(yīng)用濺渣護爐技術(shù),濺渣時間控制在3 min左右( 確保爐渣濺干) ,采取前低后高的濺渣槍位控制。落實濺渣后爐渣不具備流動性的原理,執(zhí)行部分留渣操作使?fàn)t底上漲或不被侵蝕。
3. 3 爐底超出規(guī)定范圍的維護方式。
3. 3. 1 加爐底灰操作
渣濺后的爐渣倒完加爐底灰( 石灰) ,使石灰沾在爐底上,可減少爐底侵蝕。
3. 3. 2 傳統(tǒng)補爐底
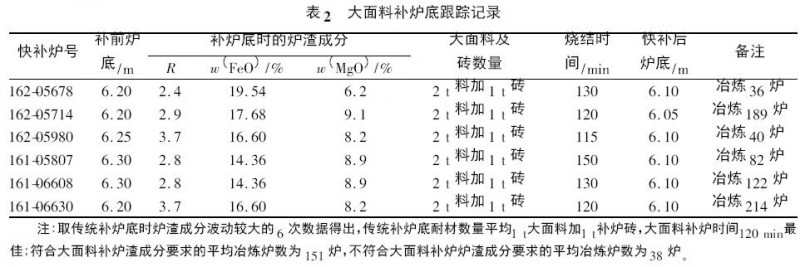
大面料2 包補爐底要60 min( 效果不理想,侵蝕快) ,大面料2 包料加1 t 補爐磚補爐底需要120 min,正常可以滿足生產(chǎn)要求( 見表2) 。
3. 3. 3 使用爐底快補
煉鋼廠通過技術(shù)創(chuàng)新,利用生鐵塊渣補技術(shù)緩解了渣面護爐與生產(chǎn)之間的矛盾。生鐵塊渣補法: 利用生鐵塊與爐渣的粘合性,通過加入1. 8 t生鐵塊使?fàn)t渣冷凝粘護爐技術(shù)的應(yīng)用,使墊補的部位在搖爐過程中多次掛渣,并利用生鐵塊抵擋加料過程中生鐵廢鋼及鐵水的沖擊,從而達到護爐的目的,使煉鋼噸鋼耐材消耗下降0. 35 kg,從而解決了護爐與生產(chǎn)之間的矛盾。2016 年為穩(wěn)定爐前生產(chǎn)節(jié)奏,在原有的基礎(chǔ)上繼續(xù)研究,摸索出適合轉(zhuǎn)爐爐底快補的新技術(shù)。
4 爐底快補技術(shù)
4. 1 爐底快補原理
爐底快補是利用高溫爐渣與貼補磚快速燒結(jié),粘結(jié)在爐襯上,達到修補爐底的目的。出完鋼后的爐渣具有高溫、高堿度、高氧化性等特點,而貼補磚抗氧化性強,導(dǎo)熱性好,成分見表3。
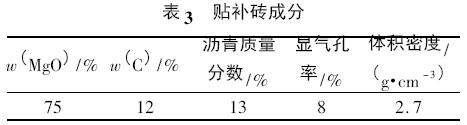
其在高溫作用下,瀝青由炭化到石墨化會形成一定的碳結(jié)合骨架和碳網(wǎng)絡(luò),將氧化鎂顆粒緊密牢固地連接在一起,加快貼補磚的軟化和燒結(jié),提高燒結(jié)強度[8]。
出完鋼后的爐渣具有較好的流動性,與貼補磚混合后,能夠?qū)①N補磚之間的縫隙填滿,不容易在鋪設(shè)貼補磚時形成空腔,能夠起到提高修補部位耐侵蝕的作用。
4. 2 高溫快補的試驗跟蹤分析
煉鋼廠根據(jù)爐渣的堿度、FeO、MgO 等含量關(guān)系,通過大量的試驗( 見表4) ,摸索出適合轉(zhuǎn)爐爐底快補的新技術(shù)。
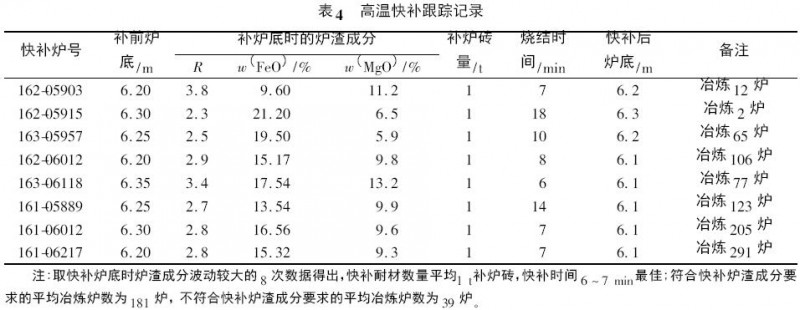
多次試驗表明,堿度過高,爐渣流動性下降,快補( 傳統(tǒng)) 效果都會受到影響。試驗研究得出:在確保去磷、硫效果,堿度基本控制在2. 5 ~ 3. 0較理想。此時,爐渣相組合MgO,C2 S,C3 S,均是高熔點化合物,其共晶熔化溫度為1 790 ℃。三安煉鋼廠正常出鋼溫度在1 640 ~ 1 660 ℃,可以滿足快速補爐的要求。w( FeO) 低,爐渣流動性差,不利于濺渣護爐; w( FeO) 高,爐渣熔點較低,快補后耐侵蝕性能差,控制終渣中w( FeO) 顯得尤為重要[9-10]。
當(dāng)MgO 含量較高時,MgO 與FeO 可形成連續(xù)的固熔體; MgO 含量低時,氧化鐵就會與氧化鈣生成低熔點鐵酸鈣。實踐證明,要使濺渣層有足夠的耐火度,w( FeO) 和w( MgO) 對應(yīng)見表5。
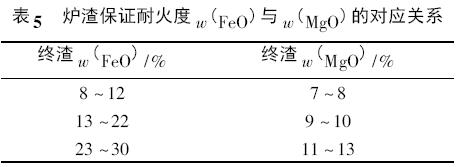
為保證快補的抗耐侵蝕能力,在一定 和w( FeO) 的條件下,當(dāng)w( MgO) > 8. 0 %時,增加了終渣中w( MgO) ,可以提高終渣的熔點,但w( MgO) 過高會使?fàn)t渣熔點提高,影響轉(zhuǎn)爐化渣和脫磷效率。煉鋼廠終渣w( FeO) 平均為18 %,所以對應(yīng)的w( MgO) 應(yīng)該在9 % ~ 10 %。針對三安煉鋼廠平均w( MgO) 只有8. 5 %的情況,快速補爐的爐次增加鎂球的使用量,保證爐渣的耐火度。
4. 3 操作步驟
1) 爐底快補爐次提前通知操作工,要適當(dāng)控制好堿度和渣中w( MgO) ,以提高補爐效果,要求爐渣堿度控制在2. 5 ~ 3. 0,w( MgO) 控制在9 %以上。2) 補爐磚要求干燥、干凈、塊度適當(dāng),避免外來雜物影響補爐效果。3) 快補爐次要保證鋼水出完,爐渣要避免流動性差和高氧化性,確保補爐效果。4) 快補磚用量控制在1 t左右,塊度為50 ~100 mm,可根據(jù)現(xiàn)場實際使用的補爐磚現(xiàn)有規(guī)格磚破碎成均勻小塊代替加入。5) 加完補爐磚后應(yīng)將爐子搖正( 垂直0°角) 等待7 min左右,下槍濺渣,進行正常操作。6) 快補后的前3 爐要操作正常,避免爐渣過氧化現(xiàn)象,出鋼后做好濺渣護爐工作。7) 爐底快補爐次,安全防范上與傳統(tǒng)補爐底制度一致。
5 結(jié)語
生產(chǎn)實踐證明,采用補爐磚在高溫下進行快補,每次爐底維護時間可從原來的120 min降到目前的7 min。煉鋼滿負荷生產(chǎn)下使用爐底快補技術(shù),轉(zhuǎn)爐作業(yè)效率可提高到93. 00 %,同比增加2. 83 %。在相同技術(shù)冶煉條件下,爐底的噸鋼耐材消耗得到大幅度降低,從0. 51 kg降到0. 24 kg。此方法也適用于爐底與渣面( 鋼面) 的接縫處,滿足轉(zhuǎn)爐生產(chǎn)及護爐要求,可提高設(shè)備檢修維護率,有效提高了企業(yè)的產(chǎn)能釋放。
[參考文獻]
[1] 劉瀏,余志祥,蕭忠敏. 轉(zhuǎn)爐煉鋼技術(shù)的發(fā)展與展望[J].中國冶金,2001( 1) : 17-23.
[2] 劉云彩. MgO 對爐渣黏度的影響[J]. 中國冶金,2016( 1) :2-5.
[3] 羅源奎,呂凱輝. Q195 鋼過氧化的危害及原因分析[J]. 中國冶金,2016( 1) : 53-58.
[4] 李占軍,劉功國,秦潔,等. 釩鈦礦轉(zhuǎn)底爐直接還原爐底上漲成因及對策[J]. 中國冶金,2015( 7) : 37-39.
[5] 丁長江,周俐. 提高轉(zhuǎn)爐終點殘錳效果的探討[J]. 中國冶金,2015( 3) : 30-32.
[6] 許剛,雷洪波,李驚鴻,等. 轉(zhuǎn)爐煉鋼終點控制技術(shù)[J]. 煉鋼,2011,27( 1) : 66-70.
[7] 陳均. 半鋼冶煉轉(zhuǎn)爐終點鋼水氮含量控制技術(shù)[J]. 煉鋼,2015,31( 5) : 51-60.
[8] 劉威,李京社,楊宏博,等. 供氧壓力對頂吹轉(zhuǎn)爐內(nèi)流場影響數(shù)值模擬[J]. 中國冶金,2014( 12) : 19-22.
[9] 郭上型,郭湛. 鐵水預(yù)處理溫度下轉(zhuǎn)爐渣劑的熔化特性[J]. 鋼鐵研究,2004( 3) : 1-3.
[10] 趙俊學(xué),李小明,郭家林,等; 轉(zhuǎn)爐渣中氧化磷對鐵水脫磷影響的研究[J]. 中國冶金,2008( 10) : 8-11.