
攀鋼200T煉鋼轉(zhuǎn)爐氧槍設(shè)計(jì)與應(yīng)用
張彥恒1,2
( 1. 攀鋼集團(tuán)西昌鋼釩有限公司,四川 西昌 615000 ;
2. 昆明理工大學(xué),云南 昆明 650093 )
摘 要:攀鋼集團(tuán)西昌鋼釩有限公司 200 t 煉鋼轉(zhuǎn)爐使用半鋼冶煉,半鋼不含硅、錳,造成初渣成渣困難,脫磷率低。同時(shí)在轉(zhuǎn)爐不同的爐齡階段,由于爐型變化較大,氧槍的匹配性較差。為改善半鋼煉鋼的化渣和爐齡帶來的攪拌問題,通過氧槍噴頭設(shè)計(jì)優(yōu)化,解決了半鋼煉鋼成渣速度慢、脫磷率低和后期攪拌弱的問題。
關(guān)鍵詞:轉(zhuǎn)爐;煉鋼;氧槍;氧槍噴頭;參數(shù)優(yōu)化
攀鋼集團(tuán)西昌鋼釩有限公司煉鋼廠現(xiàn)有2座200 t煉鋼轉(zhuǎn)爐。因鐵水中釩鈦含量較高,鐵水均需提釩處理,提釩后的鐵水稱為半鋼。半鋼熱值低( w (C ) =3.4% ~3.7% , w ( Si ) <0.01% ,w ( Mn ) <0.05% , T <1 390 ℃ ),不含成渣元素Si和 Mn ,爐渣堿度高,槍位控制高,吹煉時(shí)間短,過程控制易出現(xiàn)“返干”和“噴濺”,常導(dǎo)致終點(diǎn)磷高、過氧化和碳氧積高等問題。同時(shí),隨著爐齡的增加,轉(zhuǎn)爐的底吹效果逐步變差,爐容比從開爐的0.87增加0.93 ,熔池面積增加,熔池的攪拌減弱,脫磷能力急劇下降。
通過分析,轉(zhuǎn)爐操作的穩(wěn)定,除入爐原料的影響外,還與氧槍設(shè)計(jì)有關(guān)系[1]。氧槍成渣的條件不佳、初渣中FeOn含量低、熔池沖擊力過強(qiáng)、終點(diǎn)槍位高是目前冶煉過程不易控制的直接影響因素。為改善煉鋼轉(zhuǎn)爐的冶金效果,對(duì)200t 煉鋼轉(zhuǎn)爐的氧槍噴頭進(jìn)行了重新設(shè)計(jì)和參數(shù)優(yōu)化,適當(dāng)降低馬赫數(shù),減弱氧槍沖擊力,提升轉(zhuǎn)爐的生產(chǎn)效率和冶金指標(biāo)。
1 氧槍噴頭設(shè)計(jì)優(yōu)化
轉(zhuǎn)爐的公稱容量為200t ,閥后管道壓力為0.80~1.0MPa ,原使用的5孔喉口直徑為 Φ45mm 的氧槍噴頭(545型),馬赫數(shù)設(shè)計(jì)為 2.05,新氧槍噴頭(640 型)設(shè)計(jì)如下。
1.1 氧槍噴孔數(shù)、噴孔夾角及馬赫數(shù)的確定
考慮半鋼冶煉造渣速度慢的特點(diǎn),氧槍的噴孔數(shù)選擇6孔,噴孔夾角選擇15°,并將馬赫數(shù)適當(dāng)降低,取出口馬赫數(shù) Ma=2.04。選用多孔氧槍能保證分散供氧,提高沖擊面積,容易化渣,提高金屬收得率,吹煉過程平穩(wěn),并可提高氧氣利用率[2]。15°的噴孔夾角能較好地匹配沖擊面積和攪拌因素。
1.2 設(shè)計(jì)工況壓力 P0
查等熵流表,詳見表1,計(jì)算得出氧槍的滯止壓力P0,氧槍的工況壓力即為滯止壓力。
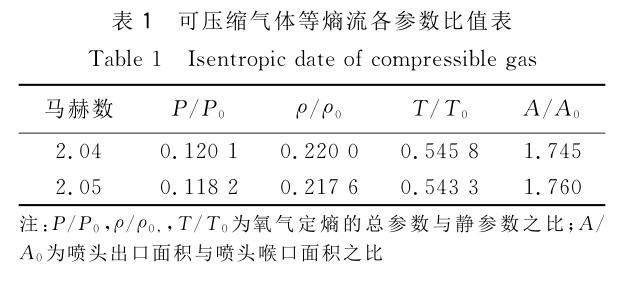
由于爐膛壓力近似于大氣壓力,選取P=0.101MPa,參照表1中P/P0的數(shù)值,計(jì)算出氧槍的滯止壓力為0.84MPa 。實(shí)際工況壓力略高于滯止壓力,才能保障射流的穩(wěn)定性,因此P0取值0.85MPa。
1.3 喉口直徑D喉的確定
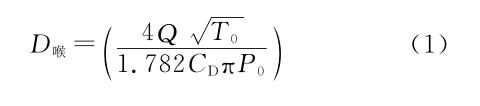
式中,D喉為喉口直徑,m ;Q 為工作氧氣流量,42000m3/h ;T0為氧氣滯止溫度,取298K ;CD為噴孔流量系數(shù),多孔槍取0.90 ;P0 為工況壓力,0.85 MPa 。
1.4 出口直徑 D 的確定
根據(jù)表1中 A/ A0值,計(jì)算出氧槍的出口直徑 D 。
D=[(A/A0)·D2喉 ]1/2 (2)
式中,D為出口直徑,m ;A/A0為噴頭出口面積/噴頭喉口面積,取1.745。
1.5 擴(kuò)張段長度L擴(kuò)的確定
L擴(kuò)=(D-D喉)/2·tan(α/2) (3 )
式中,α 為氧槍出口的擴(kuò)張半角,取9° ;氣體膨脹角為7°~10°[3],擴(kuò)張段設(shè)計(jì)時(shí)半錐角取4.5°,小擴(kuò)張角具有控制膨脹作,有利于提高熱效率。
1.6 200 t 轉(zhuǎn)爐氧槍噴頭參數(shù)設(shè)定
氧槍的操作槍位 H 考慮為出口直徑的35~40倍[4] 。結(jié)合式(1)~(3)計(jì)算,得出改進(jìn)型氧槍噴頭參數(shù),見表2 。

從氧槍設(shè)計(jì)參數(shù)來看, 640型改進(jìn)氧槍的馬赫數(shù)略低,操作槍位較低。
1.7 改進(jìn)型噴頭與原有噴頭的射流特性比較
熔池的沖擊深度根據(jù) A Flinn公式(4 )[ 5 ]計(jì)算。
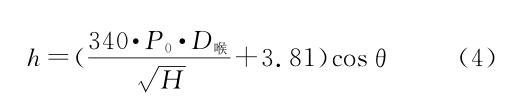
式中, h 為熔池的沖擊深度,cm ; θ 為噴孔傾角,(°)。
熔池反應(yīng)面積根據(jù)式(5 )[5]計(jì)算。
![]()
式中,A沖為熔池反應(yīng)面積,m2;R為反應(yīng)半徑區(qū),m ;L為噴孔中心與噴頭中心的距離, m 。熔池的攪拌能根據(jù)式(6)[5]計(jì)算。

式中,εvt為氧射流對(duì)熔池?cái)嚢枇髁浚祝?sup>3 ;VL 為金屬體積,m3 ;M 為氧氣分子量,g;n為噴孔個(gè)數(shù),個(gè)。
熔池的混勻時(shí)間根據(jù)式(7)[5]計(jì)算。

式中,τ為混勻時(shí)間,s;εvt為氧射流對(duì)熔池?cái)嚢枇髁浚祝?sup>3 ;L0為熔池深度,取1.5m ,7為鋼水與水的密度比。
根據(jù)轉(zhuǎn)爐的操作槍位,結(jié)合式(4)~(7)計(jì)算出氧槍的射流特性,見表3 。
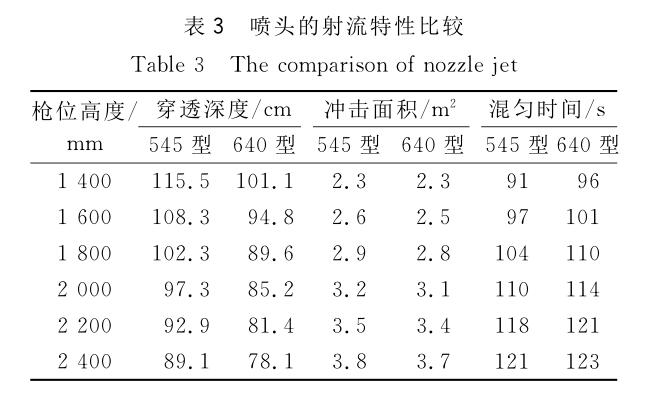
從射流特性比較來看,在相同的槍位下, 640型改進(jìn)氧槍的穿透深度和混勻時(shí)間略低于原545型氧槍,但沖擊面積與原545型氧槍變化不大。
2 實(shí)際應(yīng)用效果
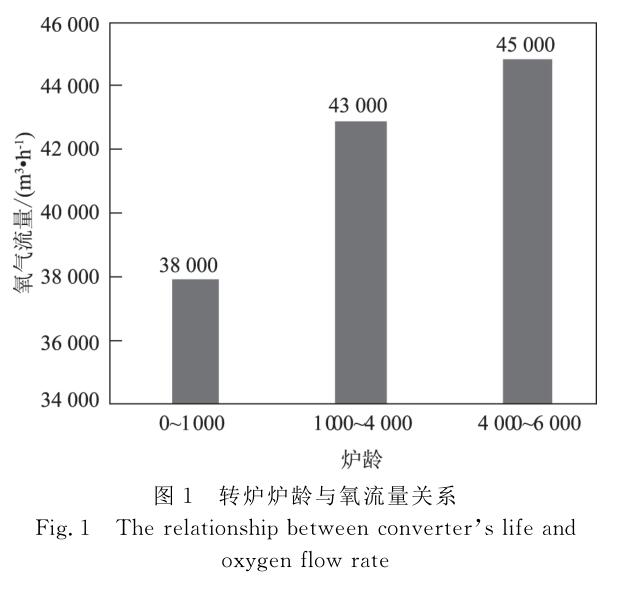
攀鋼200 t煉鋼轉(zhuǎn)爐在開爐期間,爐容比為0.87 ;隨著爐齡的增加,爐襯的侵蝕,爐容比擴(kuò)大至0.93 。為匹配爐容比的變化,采用提高流量來彌補(bǔ)熔池?cái)U(kuò)大造成的攪拌不足,轉(zhuǎn)爐爐齡與氧流量匹配見圖1 。
2.1 冶煉槍位對(duì)比
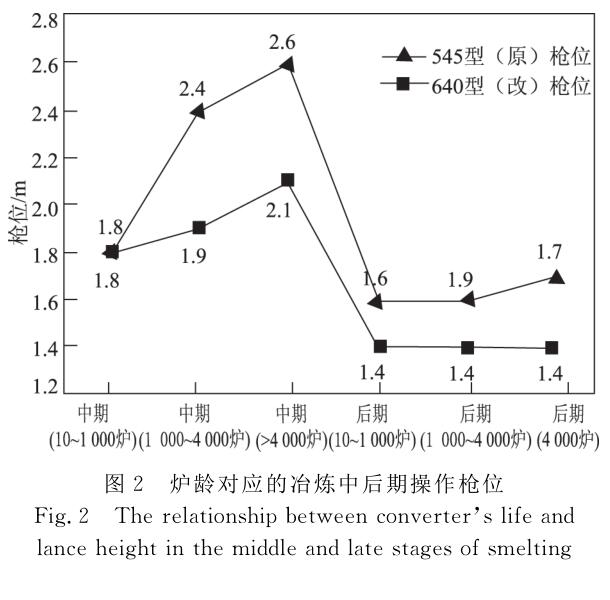
轉(zhuǎn)爐吹煉初期執(zhí)行相同的槍位,以滿足干法除塵工藝需要;吹煉中期、吹煉后期的操作槍位,結(jié)合不同的流量條件(爐齡時(shí)期)的控制情況見圖2 。
圖2可見,吹煉的中期:使用640型改進(jìn)氧槍,可實(shí)現(xiàn)在不同的爐齡階段,槍位控制相對(duì)平穩(wěn),槍位的極差值減小,降低噴濺的機(jī)率。吹煉的末期:使用640型改進(jìn)氧槍,終點(diǎn)可保持在1.4m的較低槍位,有利于改善終點(diǎn)碳氧積。在爐齡后期,熔池?cái)嚢枘芰p弱,面積增大,熔池降低,使用640型改進(jìn)氧槍的過程槍位控制、終點(diǎn)槍位控制均優(yōu)于原 545型氧槍,終點(diǎn)槍位低0.3m ,有利于降低后期的FeOn,降低轉(zhuǎn)爐的碳氧積,提高金屬收率。
改進(jìn)型氧槍降低馬赫數(shù)和氧氣出口速度后,相同槍位下,更有利于生成FeOn ,有利于改善半鋼冶煉的造渣;吹煉臨近終點(diǎn)時(shí),由于石灰溶解完全 ,渣態(tài)好,可獲得更低的終點(diǎn)槍位,對(duì)改善轉(zhuǎn)爐的碳氧積控制起到了積極的作用。
2.2 初渣來渣速度對(duì)比
在38000m3/h的流量下,通過現(xiàn)場(chǎng)火焰判斷,640型改進(jìn)氧槍來渣時(shí)間為204s ,較原545型氧槍提前20s ;43000m3 /h的流量下,640型改進(jìn)氧槍來渣時(shí)間為253s ,較原氧槍提前34s ;在45000m3/h的流量下,640型改進(jìn)氧槍來渣時(shí)間為283s ,較原型氧槍提前42s。可見,640型改進(jìn)氧槍能夠獲得較早的來渣時(shí)間,改進(jìn)型噴頭對(duì)提高來渣速度作用明顯。
2.3 脫磷率的對(duì)比
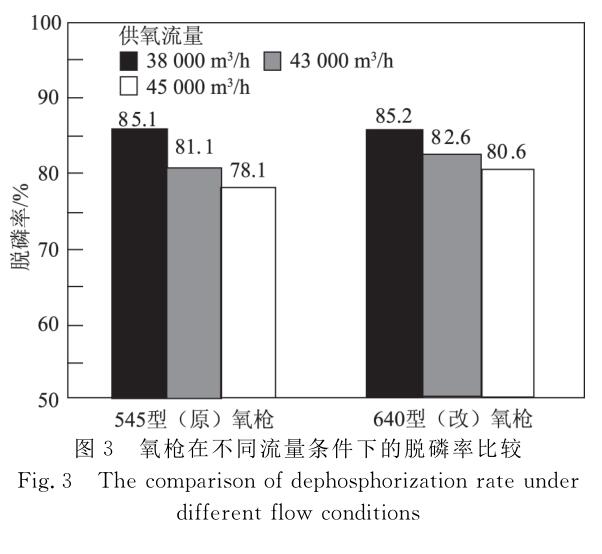
改進(jìn)型噴頭與原噴頭在不同的供氧流量下脫磷率比較見圖3所示。
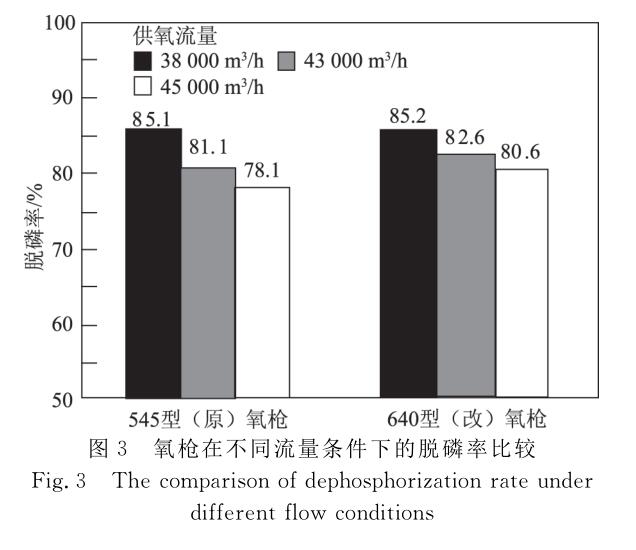
圖3可見:在38000m3/h(爐役前期)流量下,640型改進(jìn)氧槍與原545型氧槍脫磷率相當(dāng);在43000m3/h(爐役前期)流量下,640型改進(jìn)氧槍的脫磷率比原545型氧槍脫磷率高1.5% ;在45000m3 /h (爐役后期)流量下,640型改進(jìn)氧槍的脫磷率比原545型氧槍脫磷率高2.5% 。
爐役前期,底吹效果好,石灰溶解速度相當(dāng),脫磷率差異不大;爐役中后期,熔池?cái)嚢铚p弱,640型改進(jìn)氧槍成渣速度快,石灰溶解完全,操作槍位低,攪拌更覺充分,改善了轉(zhuǎn)爐的脫磷率。從氧槍的射流特性計(jì)算結(jié)果也可看出,640型改進(jìn)氧槍終點(diǎn)1.4 m 的槍位的熔池混勻時(shí)間較原545型的混勻時(shí)間要低1~2 s ,低槍位對(duì)改善熔池的攪拌起到了重要作用。
2.4 終渣中 TFe 含量及終點(diǎn)鋼水碳氧積對(duì)比
改進(jìn)型噴頭與原噴頭在終渣 TFe含量及終點(diǎn)鋼水碳氧積控制上的對(duì)比見表4 。
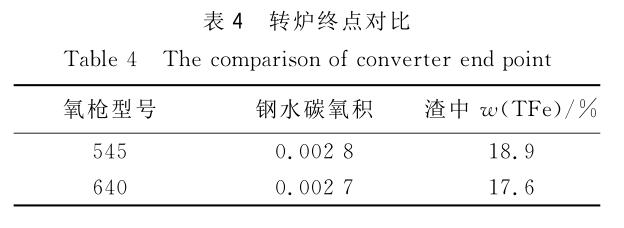
表4可見,改進(jìn)型氧槍較原有氧槍的碳氧積要低0.0001 ,爐渣中 w(TFe)下降1.1% 。
2.5 使用壽命及爐襯侵蝕情況試驗(yàn)期間,
640型改進(jìn)氧槍的平均使用壽命為542爐,高于現(xiàn)有氧槍498爐的壽命。改進(jìn)型氧槍過程渣態(tài)活躍,粘槍下線支數(shù)少,氧槍使用壽命能滿足現(xiàn)場(chǎng)使用要求。現(xiàn)場(chǎng)應(yīng)用后轉(zhuǎn)爐測(cè)厚來看,改進(jìn)型氧槍與原545型氧槍的侵蝕速度相當(dāng)。
3 結(jié) 論
1 )攀鋼 200 t煉鋼轉(zhuǎn)爐原使用的 545型氧槍,因馬赫數(shù)較高,沖擊力較強(qiáng),來渣速度慢,造成金屬噴濺嚴(yán)重,脫磷率差。改進(jìn)型640氧槍適當(dāng)降低了馬赫數(shù),氧氣射流穩(wěn)定,減弱沖擊深度,成渣速度快,有效地改善了半鋼造渣工藝。
2 ) 640型改進(jìn)氧槍,能顯著縮短轉(zhuǎn)爐的來渣時(shí)間,提高脫磷率。 在38000 , 43000 , 45000m3/h下應(yīng)用,來渣時(shí)間分別提前20 ,34,42s ,脫磷率分別提高0.1% , 1.5%和2.5% 。640型氧槍在轉(zhuǎn)爐不同的爐齡階段來渣時(shí)間和脫磷率均優(yōu)于原545型氧槍。
3 ) 640型改進(jìn)噴頭,冶煉過程中槍位控制平穩(wěn),控制槍位較原545型低,碳氧積降低0.0001 ,終渣 w(TFe)降低1.1% ,冶金效果優(yōu)。