
嚴曉東
(福建三鋼閩光股份有限公司,福建 三明 365000 )
摘 要:針對三鋼 5 號高爐爐役末期爐缸水溫差和爐殼溫度達到了安全冶煉警戒值。 通過加強爐缸狀態監控,并增加爐缸局部區域冷卻強度、堵風口、使用鈦礦等一系列相關護爐技術措施,有效控制了爐殼溫度和爐缸環碳溫度的上升趨勢,高爐生產實現了安全長壽、穩定低耗。
關鍵詞:高爐護爐 爐缸 實踐
1 引言
三鋼 5 號高爐有效容積 1050m3 ,設有 2 個鐵口,20 個風口,設計一代爐齡壽命 10 年以上。在設計中采用了一系列先進的新技術、新設備:PW 緊湊型串罐無料鐘爐頂,爐缸、爐底使用微孔炭磚、陶瓷杯,大功率短焰燃燒器頂燃式熱風爐,干法布袋煤氣除塵及 TRT 發電,高爐本體自動測水溫差及熱流強度,爐頂煤氣紅外攝像,煤氣自動取樣,高爐爐頂自動噴霧等。5 號高爐于2007 年 9 月 20 日 11:08 點火投產。至今已生產十年多,爐缸二層和三層區域環炭熱電偶溫度、冷卻壁水溫差和爐殼溫度超過規定的警戒值,爐缸安全受到嚴重威脅。
2 第一階段護爐
2016 年 2 月份開始環碳熱電偶溫度整體呈上行趨勢,爐缸 6995mmTE105C1 處熱電偶最高達到 650℃。2 月 17 日中班發現爐缸冷卻壁二層1#、2#、3#、4#、5#、38#、39#、40# 和 三 層 2#、3#、4#、5# 水溫差明顯升高,最高達 2.7℃,嚴重威脅到爐缸的安全生產。
2.1 加強爐缸局部區域冷卻強度
2016 年 2 月 17 日開始將二層 1#、2#、3#、4#、5#、38#、39#、40# 冷卻壁和三層 2#、3#、4#、5#冷卻壁分別接上高壓水。由于環碳溫度整體上行,19 日將爐缸冷卻水量增加了 300t/h,提高高爐爐缸的整體冷卻的強度。24 日二層 1#、2#、3#、4#、5# 冷卻壁水溫差降至 1.3℃以下,二層 38#、39# 冷卻壁水溫差降至 1℃以下,20 日三層 2#、3#、4#、5# 冷卻壁水溫差降至 1.1℃以下。
2.2 堵風口
2016 年 2 月 18 日利用休風機會長期堵死環炭溫度高對應的 2# 風口,降低風口下方區域渣鐵沖刷。
2.3 加強爐缸狀態監控
在二層、三層分別找出爐殼溫度相對較高的8 個點進行跟蹤測溫,其中在西南面的二層、三層分別找出 6 個測溫點,東南面 2 個點,并且要求副工長對測溫點定時進行測溫監控并記錄在電腦上。
3 第二階段護爐
2018 年 3 月初爐缸、爐底多處溫度持續上升及爐殼溫度較高。爐缸 6995mmTE105E2 處(正西面)熱電偶最高達到 477℃,二層 33# 冷卻壁(正東面)爐殼溫度最高達 84℃,二層 11# 冷卻壁(正西面)爐殼溫度達 77℃。
3.1 加強爐缸局部區域冷卻強度
2018 年 2 月 25 日至 3 月 1 日分別對二層爐殼溫度較高點對應的 8#、32#、34#、35# 冷卻壁分別接上高壓水。以提高爐缸冷卻能力,在炭磚熱面形成凝結層,以保護陶瓷杯脫落后的炭磚。
3.2 控制合理冶煉強度
隨著環碳溫度和爐殼溫度的升高變化,高爐冶煉強度也相應調整。環碳溫度超過警戒值或爐殼溫度升到 70℃時,通過控制風量、風壓來控制冶煉強度。
3.3 堵風口
2018 年 3 月 2 日高爐休風堵正西面和正東面爐殼溫度較高對應的 6# 和 16# 風口,緩解鐵水環流對該方向沖刷侵蝕。為防止煤氣流分布不均勻影響到爐況順行,挖開 2# 風口(此位置爐殼溫度穩定 50℃左右)。
3.4 調制度,放中心、抑邊沿
邊沿氣流發展,一方面加強了氣流對爐缸的沖刷攪動;另一方面,生成的渣鐵集聚在爐缸邊沿,且中心偏弱后中心死料柱透氣透液性減弱,兩者疊加的作用造成鐵水環流加劇,對爐缸磚襯機械沖刷侵蝕加重。5 號高爐在氣流調節上注重“穩定邊沿,打開中心;穩定中心,照顧邊沿”的指導思想。
3.5 控制合適的生鐵含 Si 量
生鐵含[Si]一方面影響鐵水的流動性,流動性太好,則對爐底爐缸的侵蝕加劇,流動性太差則影響高爐生產,致使爐況波動,從而反過來損壞爐底爐缸;另一方面,爐溫還影響鈦的還原,爐溫高鈦礦還原程度大,護爐效果好。目前 5 號高爐護爐期間要求[Si]的范圍控制在 0.45%~0.65%之間,確保生鐵含[Ti]在 0.08%~0.12%之間。
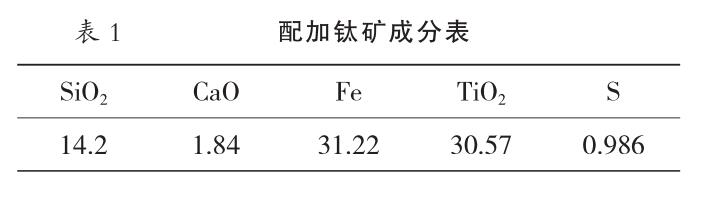
3.6 使用鈦礦護爐
鈦礦護爐機理 [1] :鈦礦中的 TiO2 在爐內高溫還原氣氛下,可產生 TiN、TiC 及 Ti (CN)高熔點化合物。純的 TiC 為 3150℃,TiN 為 2950℃,這些高熔點鈦的碳氮化合物在爐缸爐底與鐵水及鐵水中析出的石墨等凝結在被侵蝕嚴重的爐缸爐底的磚縫和內襯表面,從而對內襯起到保護作用。3 月 2 日開始配加鈦礦護爐冶煉,嚴格控制鐵水中 Ti 成分,[Ti]控制在 0.08%~0.12%,確保護爐效果。
配加鈦礦成分見表 1。
3.7 加強鐵口維護
加強與爐前的信息溝通,維護好鐵口,在不影響爐前開口出鐵及渣鐵處理作業的前提下,鐵口深度按 2800~3000mm 的上限控制。爐前確保渣鐵排放及時,護爐階段爐溫較高渣鐵粘稠,容易造成爐內壓量關系緊張,渣鐵未出凈的情況下采取零間隔出鐵,避免渣鐵聚集在爐缸造成爐況不利影響。正常情況下南北兩個鐵口保持均勻出鐵,盡量避免連出及出不凈的情況。
3.8 加強爐缸狀態監控
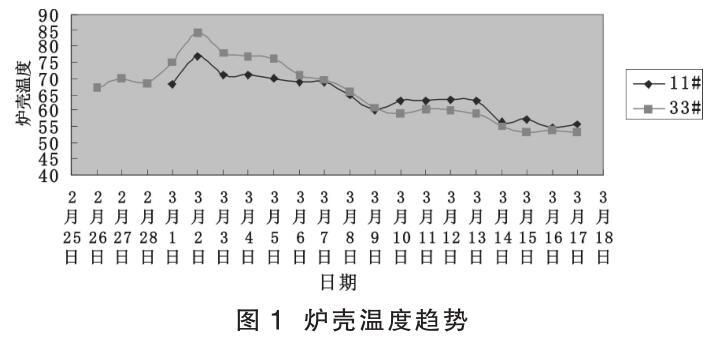
爐缸溫度監測是確保爐缸安全的重要手段。進一步加強高爐爐缸側壁電偶、爐殼測溫、水溫差監測等手段的控制,以便對爐缸安全運行狀態進行掌控。二層爐殼由原來 8 個監測點增加到32 個,三層由原來 8 個監測點增加到 27 個。正常情況下要求相關崗位每四個小時檢測記錄一次并記錄在電腦上,特別電偶和爐殼溫度相對高的部位重點監測,發現異常時及時上報處理。在南北爐基方向加裝兩個攝像監控并在爐殼溫度高的點安裝 20 個爐殼溫度在線實時監控。2018年 3 月份二層爐殼溫度較高點 11# 和 33# 變化趨勢見圖 1。
3.9 建立完善的應急預案體系。
建立爐缸爐底事故的應急預案,各相關崗位人員進行培訓學習,舉行應急預案演練。護爐期間保證爐基部位要保持干燥,爐基周圍拉警戒線禁止外圍人員進入現場。在爐缸出現異常時,要及時處理并匯報,確保安全生產 。
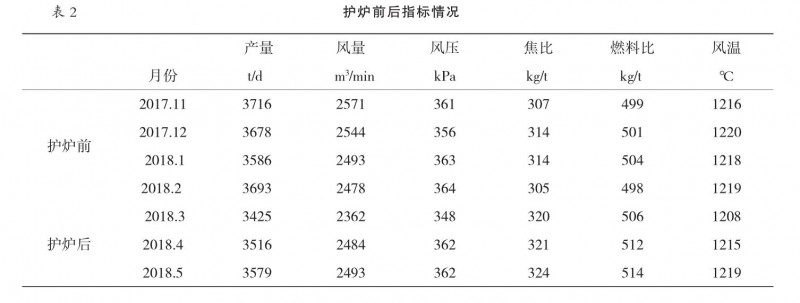
通過以上措施,5 號高爐取得很好護爐效果,不僅確保維持安全生產,而且各項經濟技術指標保持較好水平,護爐前后各項指標見表 2。
4 結語
(1)爐缸環碳溫度和爐殼溫度過高,可適當增加該區域的冷卻強度,提高冷卻效果,可有效減緩碳磚的侵蝕速度。
(2)可適當控制冶煉強度,以減少鐵水環流對爐缸、尤其是鐵口區域碳磚的沖刷,減緩碳磚的侵蝕速度。
(3)重視鐵口對爐缸壽命的影響,爐前操作上應加強鐵口維護,出凈渣鐵確保鐵口深度合格。
(4) 堵環炭溫度和爐殼溫度高對應的風口,緩解鐵水環流對該方向沖刷侵蝕。
(5)鈦礦護爐期間硅含量以 0.45%~0.65%為宜,鐵水中含鈦量控制在 0.08%~0.12%之間,這樣既能起到較好的護爐效果,又能維持爐況順行和方便爐前出凈渣鐵。