
梁祥遠(yuǎn),王興,金龍
(鞍鋼股份有限公司煉鋼總廠,遼寧鞍山114021)
摘要: 針對(duì)鞍鋼股份有限公司煉鋼總廠100 t 轉(zhuǎn)爐冶煉供氧時(shí)間長、耗氧量大、鋼鐵料消耗高等問題,對(duì)原氧槍噴頭參數(shù)進(jìn)行了優(yōu)化,包括噴頭喉口直徑、出口直徑、中心傾角及氧槍槍位控制等。結(jié)果表明,氧槍噴頭優(yōu)化后,轉(zhuǎn)爐冶煉供氧時(shí)間縮短約100 s,耗氧量降低1.81 m3/t,轉(zhuǎn)爐終點(diǎn)鋼水磷含量降低了0.01%,減少了點(diǎn)吹,降低了鋼鐵料的消耗。
關(guān)鍵詞: 轉(zhuǎn)爐;氧槍噴頭;供氧時(shí)間;脫磷
供氧是氧氣轉(zhuǎn)爐煉鋼整個(gè)吹煉過程的中心環(huán)節(jié),影響吹煉熔時(shí)和鋼水成分,對(duì)去除鋼中有害雜質(zhì)和有害元素非常關(guān)鍵。氧槍是煉鋼中關(guān)鍵的供氧裝備,氧槍能把氧氣通過強(qiáng)壓噴進(jìn)熔池中,達(dá)到提高鋼水溫度、除碳及去夾雜的目的。噴頭是構(gòu)成氧槍的重要部件,氧槍噴頭不但要求冶金效果好,而且要有較高的高溫耐蝕性和抗變形能力。鞍鋼股份有限公司煉鋼總廠100 t 轉(zhuǎn)爐用氧槍供氧強(qiáng)度較小,吹煉時(shí)間長,不利于熔池的攪拌,使吹煉終點(diǎn)氧含量高, 增加鋼鐵料的同時(shí)增加了脫氧合金的消耗。因此,對(duì)該轉(zhuǎn)爐氧槍噴頭參數(shù)進(jìn)行了優(yōu)化,縮短了供氧時(shí)間,降低了鋼鐵料的消耗。
1 轉(zhuǎn)爐及氧槍工藝參數(shù)
鞍鋼股份有限公司煉鋼總廠二分廠現(xiàn)有3 座100 t 頂?shù)讖?fù)吹轉(zhuǎn)爐,轉(zhuǎn)爐主要技術(shù)參數(shù)見表1,氧槍噴頭原設(shè)計(jì)參數(shù)見表2。

2 存在問題
由于鐵水條件、廢鋼及冷料原材料的變化、操作者的更換以及爐齡的增長均導(dǎo)致爐膛內(nèi)襯的形狀發(fā)生變化, 而且一個(gè)氧氣總管道先后供氧給各轉(zhuǎn)爐,造成各轉(zhuǎn)爐供氧壓力不同。上述原因?qū)е略鯓寚婎^使用過程中出現(xiàn)以下問題。
(1) 供氧時(shí)間較長,供氧強(qiáng)度較小
供氧量為18 500~19 500 m3/h, 供氧強(qiáng)度為3.16 m3/(t·min),平均供氧時(shí)間在16 min 以上,冶煉周期在33 min 以上,轉(zhuǎn)爐供氧時(shí)間已經(jīng)滿足不了連鑄機(jī)恒拉速的要求。
(2) 跑渣、噴濺、粘煙罩頻率高
由于氧槍的各參數(shù)與爐膛形狀不匹配, 有時(shí)前期來渣特別快, 壓入的爐料立即以低溫黑熔渣從爐口緩慢涌出,很難將爐渣壓入爐內(nèi)。中期爐內(nèi)溫度提高, 爐內(nèi)碳反應(yīng)劇烈, 造成了高溫渣的涌出, 增加了鋼鐵料的消耗。吹煉過程中沖擊面積小,過程化渣效果差,易噴濺,吹煉損耗大,而且容易粘煙罩導(dǎo)致生產(chǎn)事故。
(3) 氧槍槍齡短
由于原來氧槍參數(shù)不合理, 冶煉過程化渣困難, 熔渣中期容易出現(xiàn)返干。隨著轉(zhuǎn)爐爐齡的增長,化渣效果變差,經(jīng)常出現(xiàn)前期跑渣后,氧槍粘鐵,中期返干沒有爐渣,氧氣流股直接吹到鋼水面上導(dǎo)致氧槍粘鋼。操作時(shí)必須抬高槍位重新化渣,結(jié)果加劇了氧氣射流對(duì)爐襯的侵蝕。氧槍粘鋼粘鐵侵蝕噴頭部位,降低槍齡。
(4) 濺渣護(hù)爐效果不理想
由于氧槍參數(shù)不合理,導(dǎo)致熔渣過稀,濺渣護(hù)爐時(shí)增加了氮?dú)獾南模娱L了濺渣時(shí)間,結(jié)果影響爐襯,增加了爐襯維護(hù)費(fèi)用。
3 氧槍噴頭參數(shù)優(yōu)化
3.1 原氧槍噴頭參數(shù)分析
(1) 供氧量
根據(jù)馬赫數(shù)M=1.99,查等熵流表得出P 出/P0=0.129 8,由于噴頭出口壓力P 出即爐膛壓力近似于大氣壓力, 所以計(jì)算得設(shè)計(jì)壓力( 閥后)P0 =0.79 MPa,根據(jù)下列公式計(jì)算供氧量[1]:

式中,CD為修正系數(shù),取0.96;A0為喉口斷面積,本噴頭為3 017.54 mm2;P0為設(shè)計(jì)氧壓,0.79 MPa;T0為氧氣滯止溫度,本噴頭取293 K。
通過計(jì)算得原噴頭供氧量Q=14 400 m3/h。目前實(shí)際使用供氧量為20 000 m3/h, 超過設(shè)計(jì)供氧量的28%,嚴(yán)重超出設(shè)計(jì)能力上限,造成了噴濺、脫磷困難、供氧時(shí)間長等問題。因此可適當(dāng)提高設(shè)計(jì)供氧量,增加供氧強(qiáng)度,達(dá)到減少噴濺、提高脫磷率的目的。
(2) 沖擊深度
沖擊深度受氧槍噴頭參數(shù)影響較大, 根據(jù)弗林公式計(jì)算沖擊深度h[2]:

式中,P0為氧氣滯止壓力,為7.9 kg / cm2;D0為氧槍喉口直徑,為31 mm; H 為操作槍位,cm。
根據(jù)公式(2),過程操作槍位H 為150 cm 時(shí),計(jì)算沖擊深度h 為71.8 cm,當(dāng)熔池深度為125 cm時(shí),沖擊比(沖擊深度與熔池深度比值)為57.4%;拉碳槍位H 為105 cm 時(shí),沖擊深度為85.1 cm,沖擊比為68.1%。射流對(duì)熔池沖擊深度過大,對(duì)爐底沖刷比較嚴(yán)重。脫碳速度快,渣中氧化鐵消耗速度快,容易造成爐渣返干,易噴濺。
3.2 新噴頭參數(shù)優(yōu)化
3.2.1 喉口直徑
馬赫數(shù)過大,易出現(xiàn)噴濺,增加熱損失、渣鐵料消耗及鐵損,且易損壞轉(zhuǎn)爐內(nèi)襯和爐底;馬赫數(shù)較低,射流攪拌作用減弱,氧氣利用率降低,渣中含鐵增高,亦引起噴濺[2]。綜合考慮,為縮短供氧時(shí)間,提高噴頭使用壽命,減少噴濺,取馬赫數(shù)2.02,因此設(shè)計(jì)滯止壓力為0.84 MPa。適當(dāng)提高供氧強(qiáng)度,選用氧氣流量21 000 m3/h,增加喉口直徑,根據(jù)式(1),計(jì)算得新噴頭喉口直徑為34.1 mm。
3.2.2 出口直徑
根據(jù)馬赫數(shù)為2.02,查表得A出/A喉=1.716,因此,可計(jì)算新噴頭出口直徑為44.7 mm。
3.2.3 中心傾角
射流對(duì)熔池有一定的沖擊深度和沖擊面積,在保證沖擊深度的前提下, 適當(dāng)增加噴頭中心傾角,沖擊面積增大,氧氣射流的化渣能力增強(qiáng),脫磷效果好。因此,新噴頭的中心傾角較原噴頭增加0.5°,即確定為12.5°。
3.2.4 射流沖擊深度及操作槍位
計(jì)算可知,當(dāng)過程沖擊比達(dá)到60%時(shí),新噴頭的沖擊深度為75 cm,過程操作槍位為166 cm;當(dāng)拉碳沖擊比達(dá)到69%時(shí), 新噴頭的沖擊深度為86.25 cm,過程操作槍位為123 cm。新噴頭的操作槍位較原噴頭提高10%~17%,有利于提高噴頭壽命,沖擊面積增加有利于脫磷。優(yōu)化后氧槍噴頭參數(shù)見表3。

4 工業(yè)試驗(yàn)結(jié)果
4.1 氧氣消耗
相同的工況氧壓條件下, 新噴頭的動(dòng)能較原噴頭的大。因此,新噴頭對(duì)熔池的攪拌能力大,沖擊深度深,氧氣的利用率也高。對(duì)優(yōu)化后的噴頭進(jìn)行跟蹤試驗(yàn)并對(duì)比優(yōu)化前的,結(jié)果發(fā)現(xiàn),優(yōu)化前的耗氧量波動(dòng)范圍為52 ~57 m3/t,離散度較大,且平均值較高。優(yōu)化后,耗氧量變化比較平穩(wěn),基本在51 ~54 m3/t,而且平均耗氧量比較低。耗氧量約降低了1.81 m3/t,平均降低6%。
4.2 終點(diǎn)鋼水磷含量
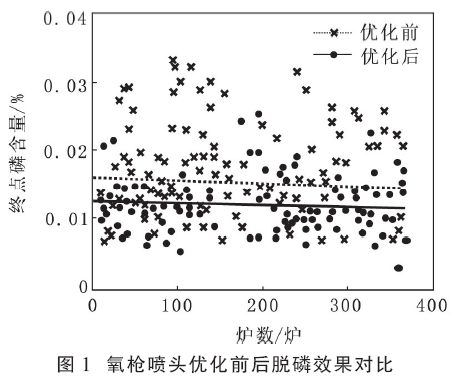
優(yōu)化后的氧槍噴頭對(duì)熔池的沖擊面積增大,加快了轉(zhuǎn)爐的成渣速度,改善了熔渣的流動(dòng)性,提高了轉(zhuǎn)爐脫磷的動(dòng)力學(xué)條件,加速了石灰的熔化,因此有利于前期脫磷反應(yīng)的進(jìn)行, 提高了轉(zhuǎn)爐吹煉終點(diǎn)磷的合格率。圖1 為氧槍噴頭優(yōu)化前后脫磷效果的對(duì)比。由圖1 看出,噴頭優(yōu)化前,鋼水中磷含量波動(dòng)很大,而且終點(diǎn)鋼水磷含量值較高,最高達(dá)到0.035%左右;噴頭優(yōu)化后,終點(diǎn)鋼水中磷含量波動(dòng)范圍較窄, 而且終點(diǎn)鋼水磷含量最高達(dá)0.025%左右,比改進(jìn)前降低了0.010%。提高了一拉率,減少了點(diǎn)吹次數(shù),降低鋼鐵料消耗。
4.3 供氧時(shí)間及噴頭壽命
優(yōu)化后的噴頭氧氣出口動(dòng)能較大,且供氧強(qiáng)度增加,對(duì)熔池物料與鋼水的攪拌更加均勻,鋼水的氧化性降低, 既減少了鐵損, 又降低了氧氣消耗。圖2 為噴頭優(yōu)化前后供氧時(shí)間對(duì)比。
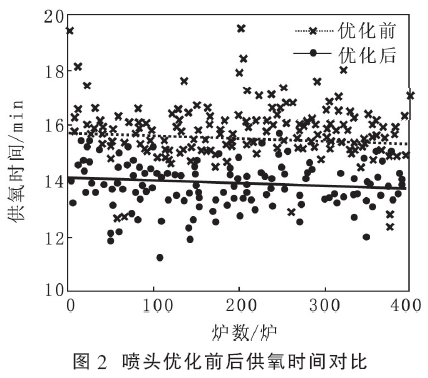
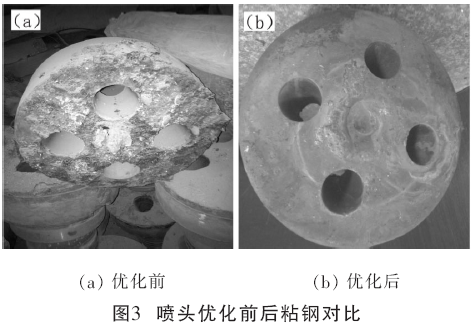
由圖2 看出, 優(yōu)化前噴頭的平均吹氧時(shí)間約15.7 min,優(yōu)化后約為14.0 min,吹氧時(shí)間縮短約100 s。使用新噴頭后, 氧槍操作槍位提高約200 mm,減少了高溫熔渣和鋼水對(duì)噴頭的輻射量,噴頭使用壽命由原來的500 爐次提高到570 爐次。氧槍噴頭優(yōu)化前后粘鋼對(duì)比見圖3。
4.4 濺渣護(hù)爐
爐渣的耐火度由終渣的成分決定, 對(duì)耐火度有影響的主要組分是MgO、FeO 和堿度。氧槍噴頭優(yōu)化后,不定時(shí)采集轉(zhuǎn)爐耳軸和渣線部位的終渣分析,結(jié)果為ω(CaO):38%~45%、ω(SiO2):11%~15%、ω(MgO):8%~12%、ω(FeO):18%~25%,完全滿足濺渣護(hù)爐的要求。濺渣護(hù)爐效果試驗(yàn)的數(shù)據(jù)為所選區(qū)域內(nèi)25 個(gè)測(cè)量點(diǎn)的平均厚度值,留渣量、氮?dú)鈮毫Α⒘髁康绕渌鼌?shù)基本相同。通過數(shù)據(jù)的對(duì)比分析,結(jié)果是射流速度相同的情況下,優(yōu)化后噴頭的濺渣護(hù)爐效果更佳。由于氧槍流量提高了2 000 m3/h 以上, 因而濺渣護(hù)爐的時(shí)間明顯縮短。濺渣時(shí)能夠觀察到大塊渣滴飛濺出爐口,說明濺渣效果大大改善。噴頭優(yōu)化后,轉(zhuǎn)爐噸鋼成本有所下降,減少了耐火材料的消耗。
4.5 對(duì)渣中FeO 含量的影響
圖4 為氧槍噴頭優(yōu)化前后對(duì)渣中FeO 含量影響對(duì)比。從圖4 中可以看出,優(yōu)化前渣中FeO 含量主要為24%~28%,優(yōu)化后,渣中FeO 含量主要為20%~25%,渣中FeO 含量有所降低,減少了熔渣對(duì)爐襯的侵蝕。氧槍噴頭優(yōu)化后,吹煉槍位和氧槍的供氧壓力都得到改善。優(yōu)化后的新型四孔拉瓦爾氧槍使用以來,因?yàn)槌稍|(zhì)量提高,終點(diǎn)鋼水中磷、硫含量明顯降低。爐內(nèi)反應(yīng)平穩(wěn),成渣速度快,“返干”現(xiàn)象減少。

4.6 對(duì)終渣堿度的影響
氧槍噴頭優(yōu)化前, 轉(zhuǎn)爐終渣堿度平均為2.5~3.0,優(yōu)化后,轉(zhuǎn)爐終渣堿度平均為3.0~3.5,合適的堿度范圍明顯改善轉(zhuǎn)爐渣的流動(dòng)性及冶煉效果。優(yōu)化后的氧槍噴頭改善了化渣效果, 由于適宜的沖擊深度和較大的沖擊面積, 使渣中FeO 的含量明顯提高。根據(jù)石灰熔化成渣的原理,F(xiàn)eO 能夠有效降低爐渣生成物的熔點(diǎn),在石灰渣化的過程中,快速地促進(jìn)石灰熔解,因而增加熔煉前期的去磷、硫效果。在實(shí)際操作中,可相應(yīng)減少石灰加入量,減少渣量,實(shí)現(xiàn)少渣冶煉,降低鋼鐵料消耗。
5 結(jié)語
針對(duì)鞍鋼股份有限公司煉鋼總廠二分廠100 t 轉(zhuǎn)爐供氧時(shí)間長、噸鋼耗氧量大、鋼鐵料消耗高等問題,優(yōu)化了原氧槍噴頭參數(shù),包括喉口直徑、出口直徑、中心傾角及氧槍槍位控制等,優(yōu)化后,供氧時(shí)間縮短約100 s,新噴頭使用壽命由500爐次提高到570 爐次。改善了前期化渣效果,終點(diǎn)鋼水磷含量降低了0.010%。吹煉終點(diǎn)供氧強(qiáng)度增加, 加強(qiáng)了熔池的攪拌, 降低了轉(zhuǎn)爐終渣FeO 含量,F(xiàn)eO 平均含量由24.2%降低到22.8%, 而且FeO 含量波動(dòng)小,降低了鋼鐵料消耗。
參考文獻(xiàn)
[1] 張巖, 張紅文. 氧氣轉(zhuǎn)爐煉鋼工藝與設(shè)備[M]. 北京: 冶金工業(yè)出版社, 2010.
[2] 袁章福, 潘貽芳. 煉鋼氧槍技術(shù)[M]. 北京: 冶金工業(yè)出版社,2007.