
李鵬 王盤
(陜西龍門鋼鐵有限責(zé)任公司 715405)
摘要:通過技術(shù)優(yōu)化設(shè)計(jì)和工藝創(chuàng)新, 使龍鋼連鑄機(jī)設(shè)備在生產(chǎn)方坯、圓坯的過程中實(shí)現(xiàn)生產(chǎn)多元化, 本文主要內(nèi)容是在保證工藝質(zhì)量和生產(chǎn)節(jié)奏的前提下,實(shí)現(xiàn)鑄坯方圓坯生產(chǎn)斷面的快速互換,降低工人勞動(dòng)強(qiáng)度,提高設(shè)備作業(yè)率。
關(guān)鍵詞:龍鋼;方圓坯;生產(chǎn)互換;連鑄;冷卻工藝;
伴隨著國(guó)家供給側(cè)改革的深入,鋼鐵行業(yè)市場(chǎng)逐漸回暖[1],鋼鐵企業(yè)的生產(chǎn)方式也由原來的庫(kù)存計(jì)劃生產(chǎn)向訂單計(jì)劃生產(chǎn)轉(zhuǎn)變,而企業(yè)由于市場(chǎng)需求的多元化,就不得不倒逼生產(chǎn)多元化[2]。作為鋼鐵企業(yè),生產(chǎn)多元化在煉鋼部分體現(xiàn)為兩個(gè)方面,一個(gè)是鑄坯生產(chǎn)鋼種多元化,還有一個(gè)就是鑄坯生產(chǎn)斷面的多元化[3]。龍鋼6#連鑄機(jī)是一臺(tái)R10m全弧型八機(jī)八流連鑄機(jī),目前具備150方坯、170方坯和¢220mm圓坯生產(chǎn)條件,在方圓坯生產(chǎn)規(guī)格轉(zhuǎn)換時(shí),配水盤不動(dòng),需更換所有的噴淋管,聯(lián)通或斷開每段的氣源接口,作業(yè)量比較繁重,根據(jù)目前龍鋼方圓坯生產(chǎn)轉(zhuǎn)換的實(shí)踐,所需時(shí)間在28小時(shí)左右,對(duì)生產(chǎn)組織影響較大[4]。
1龍鋼6#連鑄機(jī)主要工藝設(shè)備參數(shù)
流數(shù):8機(jī)8流
鑄機(jī)半徑: R10m
流 間 距: 1250mm
澆注斷面: 150mm×150mm、170mm×170mm、¢220mm
預(yù)留斷面: 220mm×220mm、240mm×240mm、¢180-¢270㎡
生產(chǎn)鋼種:普碳鋼、合金鋼、碳素結(jié)構(gòu)鋼
定尺長(zhǎng)度: 6m~12m
拉矯機(jī)速度: 0.5~4.0m/min
平均拉速: 150×150mm :~2.7m/min
預(yù)留斷面:220×220mm :~1.0m/min;
240×240mm :~0.9m/min;
¢180㎡ :~1.6m/min;
¢240㎡ :~1.0m/min;
¢270㎡ :~0.8m/min;
送引錠速度: 4.0 m/min
澆鑄方式:定徑水口快換+保護(hù)澆注(塞棒澆注)
切割方式:火焰切割機(jī)
切割介質(zhì):氫氧氣
出坯方式:輥道+移鋼機(jī);
輥道+移鋼機(jī)+過跨輥道+撈鋼機(jī)
2方圓坯快速互換技術(shù)的對(duì)策研究與應(yīng)用
2.1方圓坯斷面快速互換技術(shù)方案
龍鋼方圓坯斷面生產(chǎn)互換主要的工作量和工作重點(diǎn)是鑄機(jī)二冷段的全部拆除和安裝,所以減少設(shè)備的拆裝更換是研究的重點(diǎn),通過分析確定的技術(shù)方案為:
(1)二冷Ⅰ段噴淋冷卻裝置考慮到該部位有一定的空間優(yōu)勢(shì),設(shè)計(jì)為整體吊裝可極大縮短該部位的檢修時(shí)間。吊裝方式為通過振動(dòng)臺(tái)架活動(dòng)框架口進(jìn)行吊裝;方圓坯噴淋吊架設(shè)計(jì)按方坯和圓坯分開設(shè)計(jì),方坯噴淋管吊架設(shè)計(jì)需滿足170、150方坯通用,圓坯噴淋管吊架設(shè)計(jì)滿足¢180~¢230圓坯之間的所有規(guī)格,二冷Ⅰ段圓坯生產(chǎn)采用氣水混合噴淋冷卻。
(2)二冷Ⅱ段噴淋冷卻裝置采用現(xiàn)有的方坯全水冷卻噴淋方式,方圓坯均使用4面全水冷卻,通過重新設(shè)計(jì)更換接管和噴咀,調(diào)節(jié)水量來實(shí)現(xiàn)方圓坯生產(chǎn)要求。
(3)二冷Ⅲ段噴淋管不做改動(dòng),采用現(xiàn)有的方坯全水冷卻噴淋管,圓坯生產(chǎn)時(shí)關(guān)閉Ⅲ段冷卻水。
2.2方坯噴淋冷卻設(shè)備用于圓坯噴淋冷卻的對(duì)策
為解決二冷Ⅱ段和二冷Ⅲ段方坯噴淋裝置直接用于圓坯噴淋冷卻時(shí)因鑄坯斷面發(fā)生變化,而導(dǎo)致噴淋角度和冷卻面積發(fā)生變化的問題,龍鋼公司采用了自有專利技術(shù):一種適用于多種斷面方坯的二冷噴淋裝置(專利號(hào):ZL 2013 2 0442037.0)很好的解決了該問題。
該技術(shù)的特點(diǎn)在于,更換方圓坯生產(chǎn)斷面時(shí),噴淋管不需拆裝更換,對(duì)噴淋管上安裝噴咀的支管改為可拆卸式,并根據(jù)方坯和圓坯的斷面差異,以及噴淋冷卻面積和角度的要求,分別設(shè)計(jì)支管的長(zhǎng)度,在更換斷面時(shí),只需更換支管,工作量相當(dāng)于更換噴咀的工作量,具有簡(jiǎn)便性,可極大提升作業(yè)效率。
2.3改造后圓坯的冷卻工藝參數(shù)的確定
以鑄機(jī)原生產(chǎn)的方坯斷面,即150mm×150mm、170mm×170mm,和圓坯斷面¢220mm的冷卻參數(shù)為基礎(chǔ)模型,尋求工藝設(shè)計(jì)的共同點(diǎn),確定方坯和圓坯冷卻工藝的要求,并根據(jù)生產(chǎn)經(jīng)驗(yàn),確定了改造后的圓坯冷卻工藝參數(shù),見表1。
表1改造前后圓坯二冷工藝配水參數(shù)
|
冷卻 區(qū)域 |
零段 /m³/h |
Ⅰ段 /m³/h |
Ⅱ段 /m³/h |
Ⅲ段 /m³/h |
|
改造前 |
4-5 |
5-6 |
2-3 |
1-2 |
|
改造后 |
5-7 |
4-5 |
1-2 |
0.9-1.3 |
2.4生產(chǎn)實(shí)踐
龍鋼公司按照本文的技術(shù)方案完成改造后,進(jìn)行了多次生產(chǎn)實(shí)踐,方圓坯生產(chǎn)斷面的互換時(shí)間從原來的28小時(shí)縮短在12小時(shí)以內(nèi),并對(duì)生產(chǎn)的圓坯37Mn5、20#、60#、65#和ML45鋼進(jìn)行了全面質(zhì)量檢驗(yàn),質(zhì)量檢驗(yàn)的結(jié)果符合國(guó)家相關(guān)產(chǎn)品質(zhì)量標(biāo)準(zhǔn)規(guī)定。這標(biāo)志著龍鋼公司在各種鑄坯斷面批量化生產(chǎn)時(shí)更加靈活,生產(chǎn)系統(tǒng)的穩(wěn)定性更加有保障。
3.實(shí)驗(yàn)論證分析
為保證本文提出的方圓坯鑄坯生產(chǎn)斷面的工藝質(zhì)量要求的有效性,進(jìn)行實(shí)驗(yàn)論證。尋求工藝設(shè)計(jì)的共同點(diǎn)和差異點(diǎn)作為實(shí)驗(yàn)論證對(duì)比,對(duì)設(shè)備作業(yè)率進(jìn)行統(tǒng)計(jì)。其實(shí)驗(yàn)論證結(jié)果曲線如圖1所示。
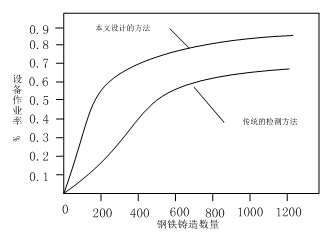
圖1實(shí)驗(yàn)論證結(jié)果曲線
通過實(shí)驗(yàn)論證曲線,在保證工藝質(zhì)量和生產(chǎn)節(jié)奏的前提下,實(shí)現(xiàn)鑄坯方圓坯生產(chǎn)斷面的快速互換,提高設(shè)備作業(yè)率。還可大幅降低工人勞動(dòng)強(qiáng)度,降低更換生產(chǎn)斷面對(duì)生產(chǎn)組織系統(tǒng)的影響,對(duì)企業(yè)產(chǎn)品多元化訂單式生產(chǎn)起到了一定保障,并為企業(yè)增加可觀的銷售收入。
4 結(jié)束語(yǔ)
本文對(duì)龍鋼公司方圓坯生產(chǎn)快速互換技術(shù)進(jìn)行分析,依托龍鋼公司方圓坯生產(chǎn)實(shí)際,根據(jù)數(shù)據(jù)的反饋與分析,論證表明,本文設(shè)計(jì)的方法具備極高的有效性。希望本文的研究能夠?yàn)榉綀A坯生產(chǎn)快速互換技術(shù)提供理論依據(jù)。
參考文獻(xiàn)
[1] 溫良英,張健,陳登福等.低合金高強(qiáng)度鋼連二冷制度優(yōu)化及試驗(yàn)[J].重慶大學(xué)學(xué)報(bào)( 自然科學(xué)版), 2016, V45(8):24-27.
[2] 王新華,昌波,李景捷,等.700 ~ 1000 ℃間含Nb鋼鑄坯的延塑性降低與Nb( C,N) 析出[J].金屬學(xué)報(bào), 2017, 11 (7):9-12.
[3] 胡志剛,馬春林,劉瀏,等. CSP薄板坯連鑄包晶反應(yīng)區(qū)域的研究[J].鋼鐵研究學(xué)報(bào), 2017, 19 (5) :15-18.
[4] 陳華江,胡占齊,楊成林.新型步進(jìn)冷床的設(shè)計(jì)與應(yīng)用[J].機(jī)械設(shè)計(jì)與制造, 2016, 16(5):358-363.
[5]張尚成,周敏.結(jié)晶器非正弦振動(dòng)系統(tǒng)的開發(fā)與應(yīng)用[J].冶金管理, 2017, 12 (12):117-121.