
隨著國(guó)內(nèi)廢鋼積蓄量的逐步增加以及取締“地條鋼”帶來(lái)的廢鋼價(jià)格的降低,我國(guó)的廢鋼資源總量將不斷增加。近年來(lái),我國(guó)廢鋼鐵產(chǎn)量逐年遞增,國(guó)內(nèi)廢鋼積蓄量不斷增加,預(yù)計(jì) 2020年我國(guó)鋼鐵蓄積量將達(dá)到100億噸,廢鋼年產(chǎn)出量超過(guò)2.1億噸;2025年,我國(guó)鋼鐵蓄積量將達(dá)到120億噸, 廢鋼年產(chǎn)出量超過(guò) 2. 7億噸;2030年,我國(guó)鋼鐵蓄積量達(dá)到132 億噸,廢鋼年產(chǎn)出量超過(guò)3.2億噸。隨著我國(guó)鋼鐵蓄積量和廢鋼資源的增加,以及廢鋼價(jià)格優(yōu)勢(shì)的凸顯,在未來(lái)20年內(nèi),我國(guó)廢鋼資源總量將相對(duì)充足。
由于廢鋼資源總量的增加以及廢鋼價(jià)格的降低,國(guó)內(nèi)鋼鐵企業(yè)開(kāi)始通過(guò)提高轉(zhuǎn)爐廢鋼比的方法來(lái)節(jié)約煉鋼成本,降低環(huán)境污染和提高生產(chǎn)效益。目前提高轉(zhuǎn)爐廢鋼比的方法主要包括:鐵水罐加廢鋼及預(yù)熱、廢鋼槽加廢鋼及預(yù)熱、爐后加廢鋼及預(yù)熱等。本文通過(guò)系統(tǒng)介紹當(dāng)前提高轉(zhuǎn)爐廢鋼比的方法,分析其優(yōu)缺點(diǎn),重點(diǎn)描述無(wú)錫新三洲特鋼有限公司研發(fā)的一種提高轉(zhuǎn)爐廢鋼添加比例的方法(簡(jiǎn)稱JL法)。
1 提高轉(zhuǎn)爐廢鋼比的措施
1.1 鐵水罐加廢鋼及預(yù)熱方法[1]
鐵水罐加廢鋼及預(yù)熱方法常見(jiàn)的主要包括:鐵水罐直接加廢鋼、鐵水罐加廢鋼+預(yù)熱、鐵水罐加廢鋼+預(yù)熱+鐵水罐加蓋。下面結(jié)合國(guó)內(nèi)部分生產(chǎn)廠家進(jìn)行詳細(xì)介紹。
1.1.1 鐵水罐直接加廢鋼
鐵水罐直接加廢鋼的工藝流程為:鐵水罐兌鐵后→加入廢鋼碎料→高爐接鐵水→兌入轉(zhuǎn)爐。國(guó)內(nèi)興寶鋼鐵公司、天津天鋼聯(lián)合特鋼公司采用了該方法工藝。此工藝的優(yōu)點(diǎn)包括:①可以增加轉(zhuǎn)爐廢鋼用量約為2 %~5 % ;②可以提高鐵水罐壽命,減少鐵水罐耐材消耗;③投資少,操作簡(jiǎn)單。缺點(diǎn)包括:①?gòu)U鋼必須是廢鋼碎料,且投資一定數(shù)量的廢鋼加入設(shè)備;②廢鋼加入量受鐵水罐容量、出鐵溫度限制。
1.1.2 鐵水罐加廢鋼+預(yù)熱
鐵水罐加廢鋼+預(yù)熱的工藝流程為:鐵水罐兌鐵后→加入透氣性廢鋼→預(yù)熱到600℃~900℃→高爐接鐵水→兌入轉(zhuǎn)爐。國(guó)內(nèi)包頭大安鋼鐵公司采用了該方法工藝。此工藝的優(yōu)點(diǎn)包括:①可以增加轉(zhuǎn)爐廢鋼用量約為5 %~8 %,且廢鋼加入量受出鐵溫度限制較少;②可以提高鐵水罐壽命,減少鐵水罐耐材消耗;③減少鐵水罐熱損失。缺點(diǎn)包括:①?gòu)U鋼必須是透氣性好的廢鋼,且投資一定數(shù)量的廢鋼加入設(shè)備和一定數(shù)量的鐵水罐烘烤器;②廢鋼加入量受鐵水罐容量限制。
1.1.3 鐵水罐加廢鋼+預(yù)熱+鐵水罐加蓋
鐵水罐加廢鋼+預(yù)熱+鐵水罐加蓋的工藝流程為:鐵水罐兌鐵后→加入透氣性廢鋼→加蓋保溫至預(yù)熱站→廢鋼預(yù)熱到600℃~900℃→高爐接鐵水→加蓋保溫至煉鋼廠→兌入轉(zhuǎn)爐。河北敬業(yè)鋼鐵公司采用了該方法工藝。此工藝的優(yōu)點(diǎn)包括:①可以減少鐵水運(yùn)輸過(guò)程溫降20℃~30℃,鐵水每升高1℃,轉(zhuǎn)爐增加廢鋼用量約0.3 kg/℃;②可以提高鐵水罐壽命,減少鐵水罐耐材消耗;③減少鐵水罐熱損失;④廢鋼加入量受出鐵溫度限制非常小。缺點(diǎn)包括:①?gòu)U鋼必須是透氣性好的廢鋼;②廢鋼加入量受鐵水罐容量限制;③投資大,除了增加一定數(shù)量的廢鋼加入設(shè)備和鐵水罐烘烤器外,還需要為每臺(tái)鐵水罐車增加1套鐵水罐加蓋裝置。
1.2 廢鋼槽增加廢鋼用量方法[2]
1.2.1 廢鋼槽預(yù)熱裝置
廢鋼槽預(yù)熱裝置的工藝流程為:透氣性廢鋼→加入廢鋼槽→預(yù)熱到500℃~700℃→吊車吊運(yùn)→加入轉(zhuǎn)爐。國(guó)內(nèi)包頭大安鋼鐵公司、河北敬業(yè)鋼鐵公司采用了該方法工藝。此工藝簡(jiǎn)單,投資較少,可以增加廢鋼用量5%~6%。
1.2.2 加熱爐預(yù)熱廢鋼
加熱爐預(yù)熱廢鋼的工藝流程為:打包廢鋼→加熱爐預(yù)熱到600℃~800℃→加入廢鋼料槽→補(bǔ)加廢鋼碎料→運(yùn)輸?shù)睫D(zhuǎn)爐廢鋼工段→加入轉(zhuǎn)爐。天鋼聯(lián)合特鋼采用了該方法工藝。此工藝的特點(diǎn)是:①可以增加轉(zhuǎn)爐廢鋼用量約為3 %~4 %;②占地面積大、工序復(fù)雜、投資大、廢鋼必須是打包廢鋼;③運(yùn)輸過(guò)程中,廢鋼散熱快,入爐廢鋼的平均溫度只有300℃~400℃;④在運(yùn)輸過(guò)程冒煙,污染環(huán)境。
1.2.3 回轉(zhuǎn)窯預(yù)熱廢鋼
設(shè)置在轉(zhuǎn)爐加料跨廢鋼工段的回轉(zhuǎn)窯預(yù)熱廢鋼的工藝流程為:廢鋼碎料→干燥窯,500℃~700℃→回轉(zhuǎn)窯,烘烤600℃~800℃→廢鋼槽→廢槽車運(yùn)輸至吊運(yùn)位置→車間吊車→加入轉(zhuǎn)爐。天鋼聯(lián)合特鋼除了采用加熱爐預(yù)熱廢鋼,也采用了該方法工藝。此工藝的優(yōu)點(diǎn)包括:①可以增加廢鋼用量3%~4%;②可以連續(xù)預(yù)熱廢鋼;③預(yù)熱溫度容易控制、預(yù)熱均勻,熱效率高;④預(yù)熱的廢鋼量大。缺點(diǎn)包括:①必須是廢鋼碎料;②占地面積大、投資高;③運(yùn)輸過(guò)程中,廢鋼散熱快。
1.3 爐后增加廢鋼用量方法[2]
1.3.1 鋼包預(yù)熱廢鋼
鋼包預(yù)熱廢鋼的工藝流程為:合格的打包廢鋼→加入鋼包→預(yù)熱裝置預(yù)熱到600℃~800℃→鋼包車運(yùn)輸?shù)匠鲣撐?rarr;轉(zhuǎn)爐出鋼→底吹氬氣攪拌→吊運(yùn)至鋼包爐。天鋼聯(lián)合特鋼、興寶鋼鐵公司采用了該方法工藝。此工藝的優(yōu)點(diǎn)是廢鋼預(yù)熱速度快。缺點(diǎn)包括:①?gòu)U鋼與鋼水混合后溫度必須高于鋼種的液相線溫度;②廢鋼必須是合格打包廢鋼;③必須吹氬攪拌;④廢鋼加入量取決于出鋼溫度,如果后續(xù)沒(méi)有升溫設(shè)施,則不能加入廢鋼。
1.3.2 爐后設(shè)置預(yù)熱廢鋼料倉(cāng)
爐后設(shè)置預(yù)熱廢鋼料倉(cāng)的工藝流程為:合格的廢鋼碎料→底開(kāi)式料罐→料倉(cāng)→預(yù)熱到 600℃~800℃→振動(dòng)給料器→中間稱量料倉(cāng)→鋼包。天鋼聯(lián)合特鋼在采用鋼包預(yù)熱廢鋼的同時(shí),也采用了該方法工藝。此工藝的優(yōu)點(diǎn)是廢鋼預(yù)熱速度快。缺點(diǎn)包括:①?gòu)U鋼與鋼水混合后溫度必須高于鋼種的液相線溫度;②廢鋼必須是合格廢鋼碎料;③必須吹氬攪拌;④廢鋼加入量取決于出鋼溫度,如果后續(xù)沒(méi)有升溫設(shè)施,則不能加入廢鋼。
1.3.3 轉(zhuǎn)爐出鋼過(guò)程中加入廢鋼
轉(zhuǎn)爐出鋼過(guò)程中加入廢鋼的工藝流程為:鋼包車運(yùn)輸?shù)睫D(zhuǎn)爐出鋼位置→轉(zhuǎn)爐出鋼→根據(jù)出鋼溫度加入適量的廢鋼碎料→底吹氬氣攪拌→吊運(yùn)至鋼包爐(控制鋼水溫度高于鋼種的液相線溫度)。天鋼聯(lián)合特鋼也采用了該方法工藝。此工藝的特點(diǎn):①?gòu)U鋼與鋼水混合后溫度必須高于鋼種的液相線溫度;②廢鋼必須是合格廢鋼碎料;③必須吹氬攪拌;④廢鋼加入量取決于出鋼溫度,如果后續(xù)沒(méi)有升溫設(shè)施,則不能加入廢鋼。
1.4 LF 鋼包爐加入廢鋼方法[1]
LF鋼包爐加入廢鋼的工藝流程為:合格的廢鋼碎料→加入料倉(cāng)→預(yù)熱裝置預(yù)熱到600℃~800℃→振動(dòng)給料器→中間料倉(cāng)→鋼包→電極加熱、吹氬攪拌→吊運(yùn)去連鑄。國(guó)內(nèi)石鋼京城裝備技術(shù)有限公司、山西海鑫鋼鐵、天鋼聯(lián)合特鋼采用在LF中加廢鋼的方法。此工藝的優(yōu)點(diǎn)是廢鋼預(yù)熱速度快。缺點(diǎn)包括:①?gòu)U鋼加入速度必須與LF鋼包爐變壓器功率輸入功率相匹配;②廢鋼必須是合格廢鋼碎料;③必須吹氬攪拌;④運(yùn)行成本高,在廢鋼價(jià)格非常低時(shí)才可以考慮。
2 JL法及生產(chǎn)操作實(shí)踐
目前,廢鋼預(yù)熱的工藝方法主要有鐵水包(罐)加熱法、廢鋼斗加熱法等,其加熱工藝主要為煤氣通過(guò)燒嘴燃燒,從廢鋼上方直接進(jìn)行燃燒加熱。該工藝方法存在加熱時(shí)間長(zhǎng)、熱效率低、廢鋼受熱溫度不均勻等問(wèn)題。
當(dāng)前廢鋼預(yù)熱后的入爐方法主要是依賴搖爐和廢鋼斗直接倒入,該方法不僅廢鋼加入量受到一定限制,同時(shí)由于搖爐停止吹煉也減緩了轉(zhuǎn)爐的生產(chǎn)節(jié)奏。
針對(duì)上述廢鋼預(yù)熱、加入方式等出現(xiàn)的技術(shù)弊端,無(wú)錫新三洲特鋼有限公司積極研發(fā)了一種提高轉(zhuǎn)爐廢鋼添加比例的方法(簡(jiǎn)稱JL法)。JL法通過(guò)高溫?zé)犸L(fēng)對(duì)廢鋼進(jìn)行自下而上的連續(xù)加熱,采用高位上料工序和低位上料工序合理搭配,控制高位和低位廢鋼加入的比例、順序和時(shí)間,進(jìn)而提高廢鋼加入量和加快轉(zhuǎn)爐煉鋼生產(chǎn)節(jié)奏。
2.1 廢鋼連續(xù)加熱
廢鋼加熱系統(tǒng)如圖1所示。將廢鋼加入到預(yù)熱倉(cāng)內(nèi),預(yù)熱倉(cāng)的下錐體內(nèi)壁上盤繞設(shè)置有多層布風(fēng)管道,每層所述布風(fēng)管道上間隔均勻的設(shè)置有多個(gè)朝向倉(cāng)體內(nèi)的布風(fēng)孔,熱風(fēng)爐內(nèi)煤氣通過(guò)燃燒器燃燒,將鼓風(fēng)機(jī)送來(lái)的常溫空氣加熱成高溫?zé)犸L(fēng),高溫?zé)犸L(fēng)的溫度為800℃~1000℃,通過(guò)送風(fēng)管送至布風(fēng)管道內(nèi),高溫?zé)犸L(fēng)由下而上穿過(guò)倉(cāng)體內(nèi)的廢鋼,將廢鋼均勻加熱至500℃~600℃。通過(guò)高溫?zé)犸L(fēng)由下而上穿過(guò)廢鋼,廢鋼與高溫?zé)犸L(fēng)接觸面積大,廢鋼加熱量大,加熱更均勻。加熱廢鋼后的熱風(fēng)溫度降至80℃以下,之后通過(guò)除塵系統(tǒng)排出預(yù)熱倉(cāng)。
低位廢鋼加熱工序與高位連續(xù)廢鋼加熱工序相同。

圖1 廢鋼連續(xù)加熱系統(tǒng)結(jié)構(gòu)示意圖
1— 熱風(fēng)爐;2—送風(fēng)管;3—廢鋼;4—預(yù)熱倉(cāng);5—除塵系統(tǒng)
2.2 高、低位配合上料
2.2.1低位上料

圖2 低位上料系統(tǒng)結(jié)構(gòu)示意圖
1— 低位預(yù)熱倉(cāng);2—廢鋼加料斗;3—移動(dòng)平車;4—板式輸送機(jī);5—第一地下受料倉(cāng)
低位上料系統(tǒng)如圖2所示。第一地下受料倉(cāng)內(nèi)的預(yù)熱廢鋼通過(guò)板式輸送機(jī)送入低位預(yù)熱倉(cāng)內(nèi)通過(guò)高溫?zé)犸L(fēng)加熱;達(dá)到加熱溫度500℃~600℃后的廢鋼由低位預(yù)熱倉(cāng)底部的出料口進(jìn)入廢鋼加料斗內(nèi),由移動(dòng)平車將廢鋼斗移出后由上料行車直接吊運(yùn)裝入已搖爐至裝料位置的轉(zhuǎn)爐內(nèi),由于上料過(guò)程產(chǎn)生的熱損失,低位廢鋼入爐時(shí)的溫度為400℃~500℃。預(yù)熱后的低位廢鋼在吹煉前一次性加入到轉(zhuǎn)爐中,加入比例為廢鋼總加入量的55%~70%。
2.2.2 高位連續(xù)上料
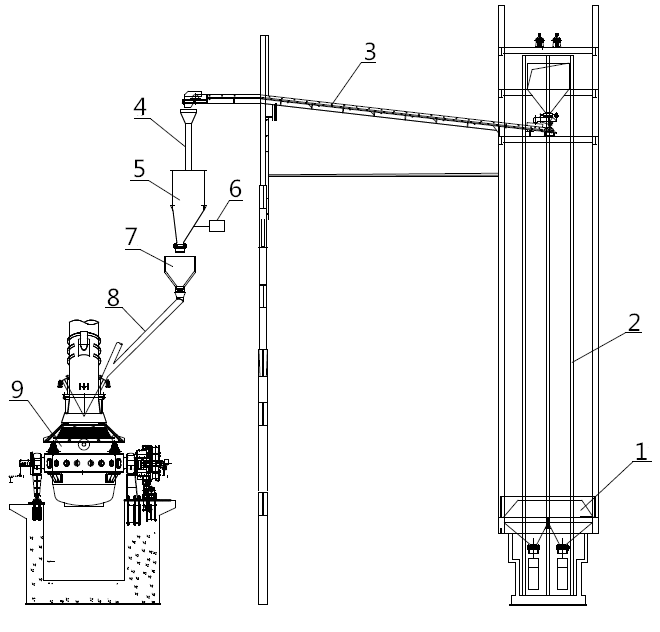
圖3 高位連續(xù)上料系統(tǒng)結(jié)構(gòu)示意圖
1— 第二地下受料倉(cāng);2—廢鋼提升系統(tǒng);3—皮帶輸送機(jī);4、8—溜管;5—高位預(yù)熱倉(cāng);6—振動(dòng)給料機(jī);9—轉(zhuǎn)爐
高位連續(xù)上料系統(tǒng)如圖3所示。第二地下受料倉(cāng)內(nèi)的廢鋼通過(guò)廢鋼提升系統(tǒng)輸送到設(shè)定高度,再通過(guò)皮帶輸送機(jī)送至高位料倉(cāng)處,廢鋼通過(guò)進(jìn)料溜管進(jìn)入高位預(yù)熱倉(cāng)內(nèi)加熱,達(dá)到加熱溫度500℃~600℃的廢鋼通過(guò)振動(dòng)給料機(jī)進(jìn)入高位預(yù)熱倉(cāng)下方的稱量倉(cāng)稱重,再通過(guò)溜管進(jìn)入轉(zhuǎn)爐中,由于高位上料是連續(xù)上料過(guò)程,熱損失比低位上料熱損失小,高位廢鋼入爐時(shí)的溫度450℃~500℃。預(yù)熱后的高位廢鋼在吹煉后開(kāi)始加入,在拉碳前結(jié)束添加,加入時(shí)間為3min~8min,此時(shí)為了保證生產(chǎn)節(jié)奏和降低能耗,不再停爐加入低位廢鋼。因?yàn)楦呶粡U鋼可連續(xù)加入且熱損失小,且吹煉之后,轉(zhuǎn)爐內(nèi)產(chǎn)生足夠的熱量,因此應(yīng)盡可能提高其加入量,充分利用轉(zhuǎn)爐內(nèi)熱量,但是受到加料溜管和高位上料能力的限制,為了達(dá)到最佳的經(jīng)濟(jì)效益,最終控制高位廢鋼的加入比例為廢鋼總加入量的30%~45%。
通過(guò)高、低位配合加料,大大提高了總廢鋼的加入量,轉(zhuǎn)爐煉鋼總廢鋼添加比達(dá)到40%~50%,降低了生產(chǎn)成本,加快了生產(chǎn)節(jié)奏,減少了環(huán)境污染,提高了生產(chǎn)效益。
3 結(jié)論
(1)利用熱風(fēng)爐將空氣進(jìn)行加熱,高溫?zé)犸L(fēng)在預(yù)熱爐內(nèi)自下而上加熱廢鋼,使得預(yù)熱倉(cāng)下部的廢鋼溫度升高,能在規(guī)定的時(shí)間內(nèi)達(dá)到入爐溫度和需求量的要求,廢鋼加熱均勻,加熱速度快,加熱溫度高,可達(dá)到500℃~600℃。
(2)低位上料工序采用吹煉前一次性加入方式,廢鋼添加比例為廢鋼總加入量的55%~70%;高位上料工序采用連續(xù)上料方式,在吹煉后開(kāi)始加入,拉碳前結(jié)束,加入時(shí)間為3min~8min,廢鋼添加比例為廢鋼總加入量的30%~45%。
(4)高低位配合加料,使得轉(zhuǎn)爐煉鋼總廢鋼添加比達(dá)到40%~50%,降低了生產(chǎn)成本,加快了生產(chǎn)節(jié)奏,減少了環(huán)境污染,提高了生產(chǎn)效益。
參考文獻(xiàn)
[1] 孫建新,張繼強(qiáng).提高轉(zhuǎn)爐廢鋼比的整體解決方案![]() .煉鋼,2018(10):19-25.
.煉鋼,2018(10):19-25.
[2] 張志偉. 提高轉(zhuǎn)爐廢鋼比研究綜述![]() . 柳鋼科技, 2018(1):6-9.
. 柳鋼科技, 2018(1):6-9.