
錢峰1 李志斌2 劉沛江2 侯洪宇1 于淑娟1
(1.鞍鋼股份有限公司技術中心 遼寧 鞍山114009;2.鞍鋼股份有限公司煉鐵總廠)
摘 要:鋼鐵企業每年產生大量的固體廢棄物,種類雜多且數量巨大。這些固體廢棄物中含有一定量的TFe、C、CaO、MgO等有價值元素,可返回燒結工序進行資源化回收利用。由于這些固體廢棄物來自于不同工序,各種固體廢棄物物化性能差異較大,必須進行充分混和均勻后再參與燒結配料,以保證原料穩定性,進而保證燒結礦質量及生產順行。一些企業對這些固體廢棄物的預處理只是簡單粗放地采用鏟車堆混,不但影響混勻效果,又污染環境。本文以鞍鋼廠區產生的固體廢棄物為研究對象開展了大量試驗,采用臥式、立式強力混合機分別開展了一系列不同參數的混勻工業試驗,對比了不同填充率、混合時間、轉數等參數下的混勻效果,得到最優化的混勻參數條件,為鋼鐵企業多種固體廢棄物混勻工藝提供數據支持和參考。
關鍵詞:固體廢棄物;混勻;資源利用
隨著新《環保法》的實施,國家對冶金企業環保監管日益嚴格,各級別環保部門監查、督導,對持續性的環境違法行為進行按日連續的罰款,按照國家要求,各企業要對所產生的廢物進行100%合規處置,達到固廢零出廠的目標。另一方面,鋼鐵企業每年產生的大量的塵、泥、渣等固體廢物,如高爐灰、瓦斯灰、瓦斯泥、轉爐泥、鐵皮、切割渣等,這些固體廢物中含有一定量的TFe、FeO、CaO、MgO等有價值元素,應返回燒結工藝循環利用,從而降低燒結礦成本。由于各類固體廢物差別各異,其中,由干式除塵器捕集的粉塵,流動性強,不易被水潤濕,不易混勻和制粒。有的粉塵荷載電荷,有的粉塵還有自燃性。由濕法除塵器捕集的泥漿,濕容量較大,有的污泥粘滯性大,不易分散,難以混勻。這些固體廢棄物的不同特性給其綜合利用帶來一定困難,解決這些固體廢棄物再資源化利用的技術瓶頸為如何消除干塵的靜電性、自燃性及濕泥的粘滯性,使這些固體廢棄物水分適宜配混、輸送、成分均勻、粒度分布合理,達到再利用要求。
燒結物料的均勻混合對于后續制粒、燒結效果,甚至冶煉過程均灰產生重要影響[1],而固體廢棄物經混勻后返回燒結的量通常占全部燒結鐵料的15%以上,固廢物料穩定率可以影響燒結混合料的成分穩定率,進而影響燒結礦的質量和產量。國內一些企業采用強力混合機處理燒結原料,可以明顯改善混合、制粒效果,料層的透氣性,燒結質量也得到顯著提升[2-6],但對于用于燒結的固體廢棄物的強力混合工藝及設備選型研究較少。本文針對一些鋼鐵企業各類固體廢棄物混勻不充分的問題,分別開展了立式、臥式強力混合機試驗研究,并與鏟車堆混的效果進行了對比。
1 固體廢棄物種類、配比及成分
選取10種主要固體廢物,根據其年產生量比例進行配比計算,并根據試驗所選取的混合機容量,對每種原料加入量進行計算,結果見表1。試驗涉及固體廢棄物主要包括轉爐泥、瓦斯泥、瓦斯灰、鐵皮等,對每種原料取樣進行主要成分分析,結果見表2。
表1 原料比例
|
項目 |
轉爐泥 |
給水 瓦斯泥 |
鐵皮 |
磁選粉 |
脫硫 渣粉 |
瓦斯灰 |
燃氣灰 |
高爐灰 |
鐵紅 |
返礦 |
總量 |
|
重量/kg |
143 |
24 |
92 |
70 |
30 |
88 |
22 |
119 |
12 |
31 |
600 |
|
比例/% |
23.8 |
3.9 |
15.3 |
11.6 |
5.1 |
14.7 |
3.7 |
19.9 |
2.0 |
5.2 |
100 |
表2 原料化學成分/%
|
|
C |
P |
S |
SiO2 |
Al2O3 |
FeO |
TFe |
CaO |
MgO |
水分 |
|
燃氣灰 |
37.08 |
0.066 |
1.86 |
7.55 |
2.98 |
8.94 |
20.26 |
3.35 |
1.11 |
14.2 |
|
瓦斯泥 |
37 |
0.048 |
1.09 |
7.42 |
2.8 |
8.04 |
20.26 |
3.98 |
0.88 |
34.2 |
|
返礦 |
0.25 |
0.035 |
0.03 |
6.21 |
1.17 |
8.76 |
55.75 |
13.56 |
1.53 |
0.2 |
|
高爐灰 |
8.68 |
0.027 |
0.22 |
6.89 |
1.34 |
3.75 |
49.04 |
11.68 |
1.51 |
0.3 |
|
脫硫鋼渣粉 |
1.08 |
0.4 |
0.13 |
10.4 |
2.79 |
35.92 |
39.82 |
25.49 |
7.43 |
6.7 |
|
瓦斯灰 |
36.18 |
0.056 |
0.39 |
10.49 |
3.73 |
5.36 |
31.44 |
9.02 |
1.41 |
16.3 |
|
磁選粉 |
2.15 |
0.36 |
0.17 |
13.09 |
9.14 |
20.73 |
23.05 |
26.96 |
12.76 |
6.2 |
|
轉爐泥 |
1.59 |
0.098 |
0.073 |
2.11 |
0.22 |
77.73 |
67.76 |
5.75 |
1.16 |
39.4 |
|
鐵皮 |
0.11 |
0.01 |
0.075 |
0.92 |
0.12 |
63.97 |
78.1 |
<0.10 |
<0.10 |
2.3 |
可以看出,各種固體廢物主要成分差別顯著,其中燃氣灰和瓦斯灰含碳較高,返礦、磁選粉含鐵較高,瓦斯泥轉爐泥含水較高,其余幾種元素硅、鋁、鈣、鎂等也波動較大。可見,各類原料不但產生量差別較大,物理化學性質也差別各異,必須進行充分混合均勻后再參與燒結配料,才能保證原料的穩定性。
2 固體廢棄物立式強力混合試驗
在立式強力混合機混合過程中,轉數、混合時間和填充率等參數的選擇都會不同程度的影響固體廢棄物的混勻效果,本試驗通過不同轉數、不同混合時間和不同填充率條件下將固體廢棄物混勻,將混勻后的樣品進行多點取樣,并根據各組樣品粒度和水分標準偏差分析判斷物料的混勻程度,物料平均粒度和水分的標注偏差越小,說明混勻效果越好。由此可以判斷混勻程度的優劣,最終確定最優技術參數。不同混勻參數條件下混勻料的水分和平均粒度標準偏差見表3。
表3 不同混勻參數條件下立式混合機混勻料的水分和平均粒度標準偏差
|
試驗編號 |
轉數 |
填充率 |
時間 |
物料編號 |
水分 |
平均粒度 |
水分標準偏差 |
粒度標準偏差 |
|
r/min |
% |
秒 |
% |
mm |
||||
|
1 |
330 |
20 |
30 |
1 |
14.5 |
3.1 |
0.47 |
0.47 |
|
2 |
14.1 |
4.1 |
||||||
|
3 |
9.5 |
3.1 |
||||||
|
4 |
14.5 |
2.9 |
||||||
|
5 |
13.8 |
3.3 |
||||||
|
2 |
330 |
20 |
60 |
1 |
13.5 |
2.7 |
0.57 |
0.57 |
|
2 |
12.3 |
4.2 |
||||||
|
3 |
12.9 |
3.3 |
||||||
|
4 |
12.8 |
3.5 |
||||||
|
5 |
12.6 |
3 |
||||||
|
3 |
330 |
25 |
30 |
1 |
12.8 |
3.7 |
0.30 |
0.30 |
|
2 |
12.8 |
3.8 |
||||||
|
3 |
12.4 |
3.2 |
||||||
|
4 |
13 |
3.6 |
||||||
|
5 |
12.3 |
4 |
||||||
|
4 |
330 |
25 |
60 |
1 |
12.3 |
2.9 |
0.42 |
0.42 |
|
2 |
13.2 |
3.3 |
||||||
|
3 |
13.1 |
3 |
||||||
|
4 |
12.6 |
3.1 |
||||||
|
5 |
12.7 |
2.2 |
||||||
|
5 |
330 |
30 |
30 |
1 |
14.3 |
3 |
0.24 |
0.24 |
|
2 |
11.7 |
3.6 |
||||||
|
3 |
10.9 |
3.4 |
||||||
|
4 |
11.9 |
3.4 |
||||||
|
5 |
10.9 |
3.6 |
||||||
|
6 |
330 |
30 |
60 |
1 |
12 |
3.9 |
0.19 |
0.15 |
|
2 |
11.9 |
4.1 |
||||||
|
3 |
11.6 |
3.8 |
||||||
|
4 |
12.2 |
3.8 |
||||||
|
5 |
12.9 |
3.7 |
||||||
|
7 |
330 |
30 |
90 |
1 |
13.1 |
3 |
0.32 |
0.32 |
|
2 |
12.2 |
3.7 |
||||||
|
3 |
12.8 |
3.4 |
||||||
|
4 |
12.7 |
2.9 |
||||||
|
5 |
12.3 |
3.3 |
||||||
|
8 |
330 |
30 |
120 |
1 |
11.9 |
3.5 |
0.32 |
0.32 |
|
2 |
12.5 |
3.2 |
||||||
|
3 |
12.8 |
2.9 |
||||||
|
4 |
12.6 |
2.7 |
||||||
|
5 |
11.4 |
3.3 |
||||||
|
9 |
200 |
30 |
30 |
1 |
12.4 |
3.8 |
0.27 |
0.27 |
|
2 |
11.5 |
3.8 |
||||||
|
3 |
13 |
4.3 |
||||||
|
4 |
11.9 |
3.7 |
||||||
|
5 |
12.7 |
4.2 |
||||||
|
10 |
200 |
30 |
60 |
1 |
13 |
3.8 |
0.23 |
0.23 |
|
2 |
11.4 |
4.2 |
||||||
|
3 |
11.5 |
3.7 |
||||||
|
4 |
12.3 |
4.2 |
||||||
|
5 |
12.2 |
3.9 |
||||||
|
11 |
200 |
30 |
90 |
1 |
12.5 |
3.6 |
0.29 |
0.29 |
|
2 |
10.5 |
3.6 |
||||||
|
3 |
11.6 |
4 |
||||||
|
4 |
12.2 |
4.3 |
||||||
|
5 |
12.8 |
3.9 |
||||||
|
12 |
200 |
30 |
120 |
1 |
13.3 |
4.1 |
0.52 |
0.52 |
|
2 |
11.8 |
3.3 |
||||||
|
3 |
12.6 |
4.1 |
||||||
|
4 |
12.7 |
4.2 |
||||||
|
5 |
12 |
3.1 |
||||||
|
13 |
250 |
30 |
30 |
1 |
11.8 |
3.8 |
0.42 |
0.42 |
|
2 |
13.3 |
4.3 |
||||||
|
3 |
12.4 |
4 |
||||||
|
4 |
13 |
4.9 |
||||||
|
5 |
11.1 |
4.3 |
||||||
|
14 |
250 |
30 |
60 |
1 |
17.5 |
2.7 |
0.15 |
0.19 |
|
2 |
11.8 |
2.5 |
||||||
|
3 |
11.7 |
3 |
||||||
|
4 |
12.8 |
2.7 |
||||||
|
5 |
12.4 |
2.9 |
||||||
|
15 |
250 |
30 |
90 |
1 |
13.4 |
4.3 |
0.48 |
0.48 |
|
2 |
12.2 |
4.6 |
||||||
|
3 |
12 |
4.1 |
||||||
|
4 |
12.4 |
3.4 |
||||||
|
5 |
11.1 |
3.7 |
||||||
|
16 |
250 |
30 |
120 |
1 |
11 |
3.6 |
0.38 |
0.38 |
|
2 |
12.1 |
3.8 |
||||||
|
3 |
12 |
4 |
||||||
|
4 |
11.5 |
3.2 |
||||||
|
5 |
12 |
4.2 |
通過表1中數據可以對立式強力混合機不同混勻參數條件下的物料混勻效果進行比較:
(1) 混勻時間對立式強力混合效果的影響
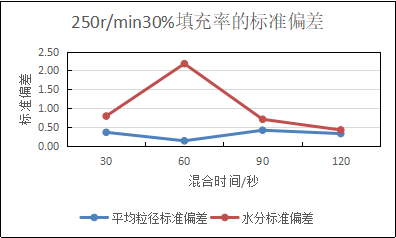
固定立式混合的填充率條件為30%,比較不同混勻時間條件下物料水分標準偏差和粒度標準偏差,結果見圖1。

(a)轉速330r/min
(b)轉速250r/min
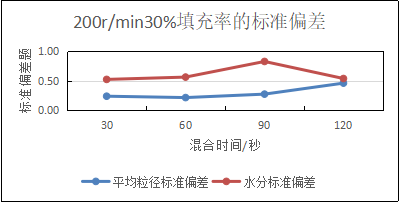
(c)轉速200r/min
圖1 填充率30%-三種轉速條件下混勻時間對混勻效果的影響
從圖1中可以看出,三種轉速條件下水分標準偏差曲線較為混亂,沒有明顯的規律性趨勢,而平均粒徑的標準偏差趨勢性較為一致。隨著時間變大,三種不同轉速下混勻的物料平均粒徑標準偏差均呈現先減后增的趨勢,并且三種轉速下最優混勻時間均為60s。
(2)混勻轉速對立式強力混合效果的影響
(a)時間30s

(b)時間60s

(c)時間90s
(d)時間120s
圖2 填充率30%-四種混勻時間條件下混勻轉速對混勻效果的影響
固定立式混合的填充率條件為30%,比較不同混勻轉速條件下物料水分標準偏差和粒度標準偏差。從圖2中可以看出,四種混勻時間條件下水分標準偏差仍沒有明顯的規律性趨勢。從平均粒徑的標準偏差來看,雖未形成完全一致趨勢性,但四種混勻時間下的粒徑標準偏差最小偏差值均為轉速330r/min條件下創造的。
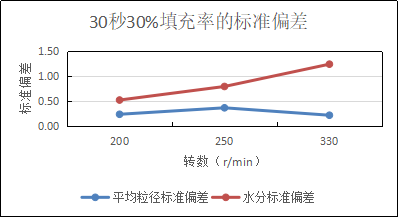
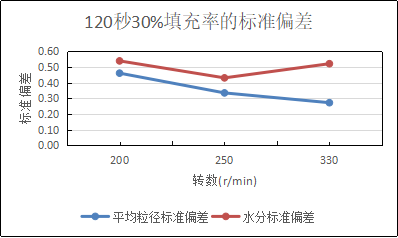
(3)填充率對立式強力混合效果的影響

(a)時間30s
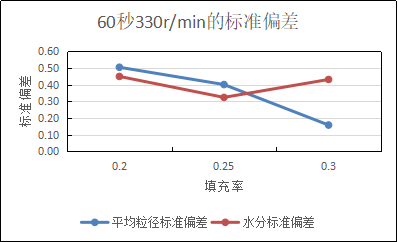
(b)時間60s
圖3 轉速330r/min-兩種混勻時間條件下填充率對混勻效果的影響
固定立式強力混合機轉速330r/min,比較不同填充率條件下物料水分標準偏差和粒度標準偏差。從圖3中可以看出,兩種混勻時間條件下水分標準偏差曲線趨勢一致,呈“V”字型。并且,平均粒徑的標準偏差曲線趨勢也一致,呈遞減趨勢。根據水分標準偏差得到的最優填充率為25%,根據平均粒徑標準偏差得到的最優填充率為30%,所以最佳填充率范圍在25%至30%。
3 固體廢棄物臥式強力混合試驗
采用與立式混合機相同的物料及配比,通過臥式強力混合機進行固體廢棄物混勻試驗,比較不同轉數、混合時間和填充率等參數條件下的混勻效果,并與同種物料條件下的立式強力混合機混勻效果進行對比,從而得到最佳設備選型。不同混勻參數條件下混勻料的混勻結果見表4。
表4不同混勻參數條件下臥式混合機混勻料的水分和平均粒度標準偏差
|
試驗編號 |
轉數 |
時間 |
物料編號 |
水分 |
平均粒徑 |
水分標準偏差 |
粒度標準偏差 |
|
r/min |
秒 |
% |
mm |
||||
|
1 |
100 |
195 |
1 |
11.4 |
3.5 |
0.86 |
0.75 |
|
2 |
9.1 |
2.5 |
|||||
|
3 |
9.6 |
2.1 |
|||||
|
4 |
10 |
1.8 |
|||||
|
5 |
10.1 |
1.6 |
|||||
|
2 |
100 |
135 |
1 |
8.3 |
2.1 |
1.06 |
0.65 |
|
2 |
9.7 |
3.4 |
|||||
|
3 |
7.1 |
1.8 |
|||||
|
4 |
9.6 |
2.9 |
|||||
|
5 |
8.6 |
2.2 |
|||||
|
3 |
100 |
70 |
1 |
12.3 |
5.9 |
2.91 |
1.03 |
|
2 |
9.5 |
3.6 |
|||||
|
3 |
10.9 |
4.3 |
|||||
|
4 |
17.2 |
6 |
|||||
|
5 |
13 |
4.9 |
|||||
|
4 |
100 |
245 |
1 |
10.2 |
2.7 |
0.50 |
0.37 |
|
2 |
10.2 |
2.1 |
|||||
|
3 |
10.5 |
3.1 |
|||||
|
4 |
9.2 |
2.6 |
|||||
|
5 |
9.8 |
2.4 |
|||||
|
5 |
150 |
33 |
1 |
9.7 |
2.2 |
1.18 |
0.61 |
|
2 |
11.8 |
3.3 |
|||||
|
3 |
8.6 |
3.7 |
|||||
|
4 |
9.4 |
3.3 |
|||||
|
5 |
9.7 |
3.7 |
|||||
|
6 |
150 |
80 |
1 |
8.5 |
2.5 |
0.61 |
0.48 |
|
2 |
8.6 |
2.2 |
|||||
|
3 |
9 |
2.7 |
|||||
|
4 |
9.7 |
2.8 |
|||||
|
5 |
9.8 |
1.6 |
|||||
|
7 |
150 |
129 |
1 |
10.1 |
3.3 |
0.54 |
2.87 |
|
2 |
10 |
1.9 |
|||||
|
3 |
11 |
8.7 |
|||||
|
4 |
9.6 |
2.6 |
|||||
|
5 |
9.8 |
1.9 |
|||||
|
8 |
150 |
146 |
1 |
11.1 |
2.6 |
0.49 |
0.23 |
|
2 |
10.4 |
2 |
|||||
|
3 |
10.5 |
2.5 |
|||||
|
4 |
9.9 |
2.4 |
|||||
|
5 |
11 |
2.3 |
|||||
|
9 |
80 |
100 |
1 |
11.4 |
2.5 |
0.40 |
0.29 |
|
2 |
11.2 |
2.6 |
|||||
|
3 |
10.4 |
2.4 |
|||||
|
4 |
10.7 |
1.9 |
|||||
|
5 |
10.8 |
2.1 |
|||||
|
10 |
80 |
210 |
1 |
10.6 |
2.3 |
0.81 |
0.40 |
|
2 |
12.2 |
2.8 |
|||||
|
3 |
10 |
1.8 |
|||||
|
4 |
11.2 |
2.3 |
|||||
|
5 |
11.1 |
1.9 |
|||||
|
11 |
80 |
305 |
1 |
11.5 |
2.5 |
0.32 |
0.29 |
|
2 |
10.7 |
2.2 |
|||||
|
3 |
10.9 |
2.9 |
|||||
|
4 |
11.1 |
2.2 |
|||||
|
5 |
10.8 |
2.4 |
通過表4中數據與表3對比可以看出,臥式強力混合機不同參數條件下的水分標準偏差和粒度標準偏差整體顯著高于立式強力混合機,其中水分最小標準差為0.32,粒度最小標準偏差為0.29,也均遠高于立式混合機的最小標準偏差0.15。并且,臥式強力混合機所需要的混勻時間更長,無論效率和效果均不及立式強力混合機。
4 鏟車堆混與立式強力混合機混勻效果對比
為說明強力混合機相比于傳統鏟車堆混效果的優勢,采用相同的物料及配加比例開展鏟車堆混和強力混合機混勻效果對比試驗。其中,鏟車堆混的混勻方式如下:①采用鏟車將粒度較大、水分較小的除塵灰縱向鋪底,各類塵泥依次鋪在上層。②鋪好后,采用鏟車“縱向堆”,“橫向切”,將混料堆橫向切下后,均勻縱向鋪在地面上。將鋪好后的料堆再重復操作2次,共堆混3次。將堆混后的料堆進行多點取樣,進行粒度及水分分析。共開展四組試驗,其水分及化學成分標準偏差結果見表5,立式強力混合混勻后的標準偏差結果見表6。
表5 鏟車堆混固體廢棄物標準偏差
|
試驗編號 |
標準偏差 |
|||||
|
水分 |
C |
SiO2 |
TFe |
CaO |
堿度 |
|
|
1 |
0.39 |
1.75 |
0.1 |
1.25 |
1.13 |
0.25 |
|
2 |
1.16 |
1.89 |
1.07 |
3.85 |
2.7 |
0.08 |
|
3 |
0.37 |
2.88 |
0.42 |
4.93 |
2.36 |
0.35 |
|
4 |
7.95 |
2.69 |
0.56 |
2.66 |
1.58 |
0.3 |
|
平均值 |
2.47 |
2.3 |
0.54 |
3.17 |
1.94 |
0.25 |
表6立式強力混合固體廢棄物標準偏差
|
試驗編號 |
轉數(r/min) |
填充率 |
時間/秒 |
水分標準偏差 |
化學成分標準偏差 |
||||
|
C |
SiO2 |
TFe |
CaO |
堿度 |
|||||
|
1 |
330 |
0.25 |
30 |
0.28 |
0.49 |
0.1 |
0.65 |
0.36 |
0.05 |
|
2 |
330 |
0.25 |
60 |
0.32 |
0.44 |
0.09 |
0.58 |
0.42 |
0.06 |
|
3 |
330 |
0.3 |
30 |
1.24 |
0.38 |
0.22 |
0.78 |
0.67 |
0.05 |
|
4 |
330 |
0.3 |
60 |
0.43 |
0.72 |
0.15 |
0.25 |
0.69 |
0.1 |
|
5 |
330 |
0.3 |
90 |
0.34 |
0.59 |
0.24 |
0.68 |
0.77 |
0.07 |
|
6 |
330 |
0.3 |
120 |
0.52 |
0.25 |
0.13 |
0.48 |
0.49 |
0.05 |
|
7 |
200 |
0.3 |
30 |
0.52 |
0.48 |
0.13 |
0.42 |
0.34 |
0.05 |
|
8 |
200 |
0.3 |
60 |
0.56 |
0.61 |
0.09 |
0.2 |
0.69 |
0.1 |
|
9 |
200 |
0.3 |
90 |
0.83 |
0.35 |
0.34 |
0.91 |
0.92 |
0.08 |
|
10 |
200 |
0.3 |
120 |
0.54 |
0.66 |
0.31 |
0.97 |
0.46 |
0.03 |
|
11 |
250 |
0.3 |
30 |
0.8 |
0.97 |
0.16 |
0.39 |
0.47 |
0.04 |
|
12 |
250 |
0.3 |
60 |
2.18 |
1.24 |
0.3 |
0.72 |
0.83 |
0.09 |
|
13 |
250 |
0.3 |
90 |
0.71 |
0.71 |
0.44 |
1.04 |
0.62 |
0.01 |
|
14 |
250 |
0.3 |
120 |
0.43 |
0.56 |
0.18 |
1.07 |
0.36 |
0.06 |
|
平均 |
0.69 |
0.6 |
0.21 |
0.65 |
0.58 |
0.06 |
|||
表 7 鏟車堆混與立式強力混合標準差對比
|
|
水分 |
C |
SiO2 |
TFe |
CaO |
堿度 |
|
鏟車堆混 |
2.47 |
2.3 |
0.54 |
3.17 |
1.94 |
0.25 |
|
立式強力混合 |
0.69 |
0.6 |
0.21 |
0.65 |
0.58 |
0.06 |
|
混勻程度提高比例 |
71.92% |
73.77% |
61.79% |
79.43% |
70.25% |
76% |
從表7中鏟車堆混與立式強力混合標準差對比可以看出,立式強力混合后的主要成分、水分、堿度的標準偏差要明顯優于鏟車堆混的指標。采用強力混合后,物料均勻性和穩定性顯著提高,其水分、TFe、CaO、SiO2、堿度等主要指標穩定率提高70%以上。
5 結論
(1)采用立式強力混合機混合固體廢棄物的混勻效果顯著好于臥式強力混合機,其最優工藝參數為:混勻時間60s,轉速330r/min,填充率25%~30%。
(2)通過鏟車堆混與立式強力混合機混勻效果對比結果可以看出:相比于傳統的鏟車堆混,采用立式強力混合機處理固體廢棄物效果更優,其混勻后的物料穩定性可提高70%以上。
參考文獻:
[1] 李強,賀淑珍,季志云,等. 強力混合強化微細粒精礦燒結的工藝試驗分析[J].中國冶金, 2020,30(7):56-60
[2] 王梁. 燒結工序節能降耗新技術發展趨勢[J].中國冶金, 2015,25(12):64
[3] 朱剛,陳鵬,尹媛華. 燒結新技術進展及應用[J].現代工業經濟和信息, 2016,6(5):57
[4] 伍英,陶衛忠,洪強,等. 寶鋼4號燒結機新工藝應用[J].燒結球團, 2014,39(5):20
[5] 陳鵬. 燒結混合制粒工藝的比較[J].中國設備工程, 2017,(4):75
[6] 劉文權. 燒結強力與制粒技術[J].山東冶金, 2013,35(1):7