
吳祿東
(十一冶建設集團有限責任公司,廣西 柳州 545007)
【摘 要】為增強燒結機大煙道耐磨層的耐磨性、防腐性及其耐久性,減少煙氣熱量損失,本文從燒結機大煙道耐磨保溫層出發,分析管道內襯保溫施工工藝中的耐火磚泥漿粘接砌筑和耐火噴涂料噴涂,再闡述施工準備、清理大煙道并除銹及除塵、放線、錨固釘制作與安裝、噴涂料攪拌、噴涂、養護等施工工序,以此優化燒結機大煙道保溫耐磨層設計與施工管理,為管道保溫耐磨工程提供參考。
【關鍵詞】燒結;大煙道;耐磨層;噴涂;錨固釘
0 前言
近年來鋼鐵冶煉行業發展迅速,生產規模逐漸擴大,燒結機也呈現大型化,對其抽風系統要求越來越高。燒結機煙道抽風系統是燒結機的關鍵部位,燒結機風箱產生的風量達到 18500 m3 /min,大煙道在工作過程中受到高溫顆粒高速沖刷,極易造成大煙道磨損,導致抽風系統漏風。燒結煙氣中含有大量SO2、HCl 等腐蝕性氣體、大量粉塵及占體積總量 10%左右的水汽;煙氣溫度波動大,大煙道內溫度分布不均勻,大煙道內不同部位溫度在 80~400 ℃范圍內波動。
由于大煙道耐磨層位于密閉管道的內部,日常生產運行中不便于點檢和維修,一旦煙道管壁磨損透風,會造成工藝設備損壞,影響生產。
1 工藝選擇
管道的內襯保溫施工主要有耐火磚泥漿黏接砌筑和耐火噴涂料噴涂兩種方式。大煙道耐磨層的施工不建議采用耐火磚泥漿黏接砌筑,因為管道內的最高工作溫度只有 400 ℃左右,未能達到泥漿燒結條件,不能使磚墻形成整體,在顆粒高速沖刷下泥漿會脫落,局部磚塊脫落就會引起拱結構墻體整體倒塌,使耐磨層失去作用。使用耐熱耐磨噴涂料施工可以避免這種情況發生,耐磨噴涂料終凝后不經過高溫燒結就能夠達到 25~35 MPa 的抗壓強度,可滿足生產要求。耐熱耐磨噴涂料內均勻分布有錨固釘,將耐熱耐磨噴涂料與煙道鋼外殼連接成整體,局部被沖刷掉也不會影響其他部位,還能減少損失,檢修時也不需要拱胎,使維護檢修工作更加簡易。再者,噴涂料耐磨層的煙道與磚砌筑煙道的摩擦阻力系數是有差別的,實驗表明磚砌筑煙道內的摩擦阻力為 0.05,噴涂料耐磨層的煙道內的摩擦阻力為 0.035~0.045。煙道內摩擦阻力 h 計算式:![]() λ-摩擦阻力系數;d-直徑;W-標準狀態下氣體的平均流速;ρ-標準狀態下氣體的密度;β-氣體的體積膨脹系數;t-氣體的實際溫度。從煙道內摩擦阻力 h 計算式中可以看出,噴涂料耐磨層摩擦阻力更小,有利于減少能耗。
λ-摩擦阻力系數;d-直徑;W-標準狀態下氣體的平均流速;ρ-標準狀態下氣體的密度;β-氣體的體積膨脹系數;t-氣體的實際溫度。從煙道內摩擦阻力 h 計算式中可以看出,噴涂料耐磨層摩擦阻力更小,有利于減少能耗。
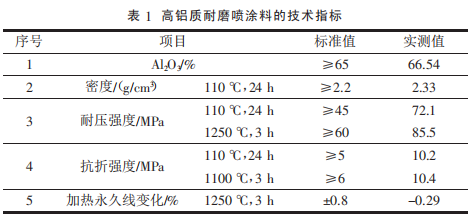
耐磨層常見的耐磨噴涂料有剛玉陶瓷噴涂料、高鋁質耐磨噴涂料。剛玉陶瓷噴涂料有良好的耐熱耐燒性和耐磨性,但隔熱保溫性不足,運用在大煙道耐磨層上時,通常需要在管道內部另做隔熱保溫層,需要更多的施工時間,更高的施工成本。同時市場上剛玉陶瓷噴涂料的價格遠高于高鋁質耐磨噴涂料,不利于控制建設成本。高鋁質耐磨噴涂料具有良好的耐熱性、耐酸性和耐磨性,同時有一定的隔熱保溫性,在工作時大煙道內的溫度不超 400 ℃的條件下,管道內的耐磨保溫隔熱可以實現綜合一體化,不需要另外再做貼隔熱耐火氈等隔熱保溫層,結合管道外部的巖棉隔熱層,能達到工藝要求,改善點檢、外部檢修人員的工作環境。減少了施工成本,節省了施工時間。相比剛玉陶瓷噴涂料,高鋁質耐磨噴涂料市場價格低廉,有助于降低建設成本。高鋁質耐磨噴涂料的技術指標如表 1 所示。
大煙道噴涂料的固定方式有錨固釘、龜甲網、錨固釘—鋼絲網等。它們各有特點,龜甲網結構大,比較牢固,但導熱系數大,制作工藝復雜,體積占比大,龜甲網與耐磨噴涂料的膨脹系數較大,產生的膨脹位移與體積也較大,容易產生裂紋,影響噴涂料的耐磨性能和隔熱保溫性能。錨固釘—鋼絲網結構可以增強耐磨層的抗壓強度和整體性,缺點是與大煙道基層連接點少,收損時往往隨鋼絲網整片脫落,檢修時難以割掉由鋼絲網連接成整體的耐磨噴涂料。使用錨固釘固定方式與基層連接點多,使耐磨層噴涂料與煙道基層牢靠連接成一個整體,同時每個錨固釘之間有 200 mm 左右間隙,有更好的隔熱保溫效果。
大煙道耐磨層噴涂料應選擇硅酸鹽水泥結合劑。因為硅酸鹽水泥常溫下與水混合后硬化速度快,在大煙道不超 400 ℃的條件下能獲得較高的致密性和抗壓強度,同時與礬土水泥相比,硅酸鹽水泥耐酸性能的效果表現更好。
2 施工技術
(1)施工準備。將施工需用的設備倒運至施工現場,并進行檢測和試運轉。進行耐磨層噴涂施工使用的主要設備有空壓機、泥漿噴射機、高壓水泵、耐高壓水管和風管等。認真做好圖紙自審、會審工作,做好技術交底工作,制定詳細的技術措施。對施工人員進行技術培訓。采用新材料、新工藝應熟悉掌握其性能及施工要領,學習現行《工業爐砌筑工程施工及驗收規范》《工業爐砌筑工程質量檢驗評定標準》、產品說明書等施工及技術要求。
(2)清理大煙道并除銹、除塵。清理煙道內雜物,用高壓風吹掃除管道內表面的灰塵和松散物。銹跡嚴重的部位用角磨機打磨至露出金屬光澤。一般的浮銹不需特殊處理,開始噴涂時,噴涂耐火顆粒與基面高速撞擊可以除去一般的浮銹。高壓風吹掃和局部打磨后及時將落下的灰塵和鐵銹打掃干凈。
(3)放線。按照設計圖紙要求,將錨固釘焊接的位置畫在煙道基面上。放線時控制錨固釘上下左右的間距,按圖紙要求,每行錨固釘位置應錯開布置。
(4)錨固釘制作與安裝。安裝圖紙規定直徑、材質購入圓鋼,用調整機將圓鋼調直并按需用的長度切割成段。然后加工成錨固釘圖紙形狀,此時因嚴格控制住錨固釘張開的角度和錨固釘的高度。太低將降低錨固釘的固定能力,太高則減小耐磨層噴涂料保護層的厚度,影響耐磨層的質量和耐磨層隔熱保溫的作用。制作完成后按預先放線的位置將錨固釘焊接在基層上。焊接時不允許點焊和虛焊作業,焊肉的厚度應符合要求,不低于焊件材料的厚度,保證錨固釘焊接牢靠。焊接時控制錨固釘的朝向,每顆錨固釘的布置都應符合圖紙要求。
(5)噴涂料攪拌。打開噴涂料包裝袋后若發現噴涂料已經結塊,則禁止使用。這說明噴涂料已經遭受雨水侵蝕,結合劑已經失效,將會影響耐磨層噴涂料的抗壓強度。結塊的噴涂料將會造成高壓風管堵塞,阻止噴涂施工進程,嚴重者引起高壓風管炸裂,威脅施工人員的生命財產安全,是重大的安全隱患。
將噴涂料粉料投入強制攪拌機前應拉下攪拌機運作開關,預防投料過程中施工人員被卷入攪拌機發生安全事故,減少結合劑硅酸鹽水泥的損失,減少施工現場空氣中粉塵污染。噴涂料投入攪拌機內后,接著投入電子臺秤計量好重量的添加劑,如緩凝劑、減水劑等,按設計和使用說明書要求加入適量的添加劑輔助施工,保證施工順利進行。然后啟動攪拌機,使添加劑與噴涂料粉料充分攪拌,混合均勻。然后加入適量潔凈的水,使噴涂料預濕潤,噴涂時受水更均勻,避免出現局部松散的現象。同時抑制揚塵,給施工人員營造一個相對健康舒適的環境。噴涂料攪拌好后在 30 min 內使用,停留時間超過30 min 結合劑失效,禁止直接使用。施工人員要保持煙道內外及時通過對講機交流,避免浪費。
(6)噴涂。噴涂料按設計與產品說明書要求攪拌好后,將噴涂料鏟入噴涂機中,收到管道內的施工人員清晰指令后開機,必須先送風后送料,先送風可以將風管內可能存在的殘料和雜物吹送出去,避免堵管。送料前也應與管內施工人員溝通,收到許可的前提下進行,確保風管內雜物已被吹出,風管通風狀況良好,避免堵管。同時避免管內施工人員無準備,受到高速的耐火顆粒與風管反沖力傷害。
噴涂注意事項:噴涂前對煙道內設備、排氣孔、百葉窗等部位用彩條布覆蓋,避免噴涂料堵塞后無法清理造成設備損壞。噴涂前必須使用壓縮空氣吹掃噴涂面并且噴水濕潤。如此可以將噴涂反彈料控制到最低。在噴涂過程中隨時調節風壓和水壓,保證噴涂質量。噴涂厚度超過 50 mm 時,需要分多層噴涂,每次噴涂厚度在 40~50 mm 之間,噴涂至表面微滴水即可,噴涂層表面不能有裂紋、松散等現象。遇到突發事件停噴時,將中斷處拉毛處理,給噴涂工作留出斜面,繼續噴涂時用水將中斷處濕潤后再噴涂。遇堵管情況發生時,噴槍手應立即與噴涂機操作者聯系停水停料和停止送風,然后處理被堵的風管,需要用高壓風沖擊時,必須把牢噴頭,以保證安全。及時將回彈料收集運出管外處理,不得將回彈料用于噴涂。噴涂過程中不得混入雜物,噴涂層不允許有夾層。
噴涂槍的運行速度要均勻,與基面的距離保持在 1.5 m左右,不能忽遠忽近,保持噴涂厚薄均勻,表面平整對耐磨層的強度和耐久性是有利的。噴涂后在初凝時對耐磨層表面進行修整,用刮刀將多余的噴涂料輕輕掛掉,然后用噴漿抹平。將噴涂料修整為厚薄均勻,表面平整,有規則圓弧線的耐磨層。修整過程不能大力揉搓,因為噴涂料還沒有強度容易塌落,也容易使內部產生裂紋。
(7)養護。噴涂完成后噴涂料凝結過程中,會持續散發一 定的熱量,使耐磨層溫度升高,每隔 6 h 要在噴涂料表面灑水,減緩表面水分蒸發速度,避免噴涂料表面出現裂紋。為了避免噴涂料水分快速干燥,還應避免噴涂料被陽光直射或熱風吹拂,嚴禁用暖風將噴涂料快速烘干。養護過程在 48 h 以內進行,48 h 后噴涂料表面起一定的強度,養護結束。
3 結語
綜上所述,通過選擇先進的耐磨保溫工藝、可靠的施工方式和優良的耐火材料,可以有效提高大煙道耐磨層耐磨、隔熱、保溫、防腐性能,提高耐磨層的耐久性。保證燒結機抽風系統健康有效運行,促進燒結機高產低耗發展,保持燒結系統科學持續良好狀態,降低后期維保費用,迎合當前工業時代發展潮流,具有廣闊的市場前景。
參考文獻
[1] 彭水生.燒結機大煙道內存耐酸耐磨噴涂料的研制與應用[J].耐火材料,2009,43(5):378-380.
[2] 郝繼峰,宋存義,錢大益,等.燒結煙氣脫硫技術的研究[J].鋼鐵,2006,41(8):76-78.