
酒鋼(集團)宏興股份公司 吳登嵐 閻志 趙志偉
摘 要:高爐是現(xiàn)代煉鋼煉鐵過程中必不可少的重要設(shè)備,為最大化發(fā)揮高爐的應(yīng)用價值,本文以實際施工經(jīng)驗為例,對高爐爐頂氣密箱及溜槽更換施工策略進行詳細論述,旨在為相關(guān)人員提供參考。
關(guān)鍵詞:氣密箱;溜槽;更換施工
某煉鐵廠7#高爐2020年7月1日休風投產(chǎn)后,于7月2日早上因爐內(nèi)懸料后,減風坐料過程中風壓冒頂,出現(xiàn)溜槽脫落、十字測溫端部上翹,高爐于7月2日14:22休風,待新溜槽到位,回裝溜槽后復(fù)風生產(chǎn)。同時風壓冒頂有可能導(dǎo)致氣密箱溜槽保持架變形,需整體更換氣密箱以便消除故障。因氣密箱是項目安裝的,為徹底消除隱患,煉鐵廠計劃利用休風時間回裝溜槽,并檢查確認更換氣密箱。由于7#高爐升級改造后,以往爐頂?shù)跹b氣密箱的軌道已拆除,未恢復(fù)到位,現(xiàn)場的貓頭吊梁因安裝下密閥需要拆除5米左右,目前條件不能滿足氣密箱吊裝更換要求。要更換氣密箱需要恢復(fù)吊裝軌道,利用自行設(shè)計制作的吊裝氣密箱的專用滑車和吊具配合進行更換作業(yè)。完成氣密箱更換施工后恢復(fù)生產(chǎn)。同年9月15日, 煉鋼廠對7#高爐進行22小時系統(tǒng)檢修,鐵前作業(yè)區(qū)承擔爐頂溜槽更換檢修任務(wù)。本文將闡述高爐爐頂氣密箱及溜槽更換施工的詳細策略。
一、高爐爐頂氣密箱及溜槽更換施工方案
(一)氣密箱及溜槽相關(guān)設(shè)備的技術(shù)參數(shù)
氣密箱技術(shù)參數(shù):型號WBL65A,重量38t。
氣密箱溜槽重量8t,溜槽架子重量8t。
爐頂50t/16t天車及16t電葫蘆配合吊裝溜槽。
(二)施工準備
①施工材料準備。對氣密箱、溜槽等備件的規(guī)格、尺寸、質(zhì)量等進行深入檢查,為氣密箱及溜槽更換做好物質(zhì)準備。
②施工工具準備。施工配備液壓扳手2套、電焊機4臺、角向磨光機2臺、氣焊工具4套、鋼絲繩扣φ32mm×9m2對、鋼絲繩扣φ32mm×6m2對、鋼絲繩扣φ17.5mm×6m4根、32噸千斤頂4臺、干粉滅火器4瓶、CO報警儀4臺、氧氣乙炔及常用工具和安全防護用具。
③機械設(shè)備入場。提前制作氣密箱吊裝專用滑車并倒運現(xiàn)場;準備不同規(guī)格的倒鏈、千斤頂、氣密箱拆裝液壓扳手和鋼絲繩扣;準備火車版車3臺,并在檢修前入場。
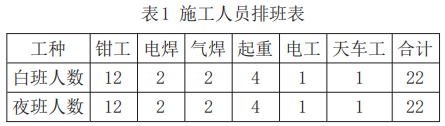
④施工人員準備。所有參與施工的專業(yè)人員都需要具備專業(yè)技能證書,由于工期緊張,需采用24h倒班連續(xù)作業(yè)形式,需做好人員倒班銜接工作。前期拆除階段主要安排起重工、 氣焊工、天車工和鉗工,后期安裝恢復(fù)階段主要安排起重工、電焊工、天車工和鉗工,施工人員排班表如表1所示。
(三)溜槽回裝施工
①高爐休風檢修人員打開爐喉人孔配合點火。確認點火成煤氣處理,辦理動火票、停電停液壓掛牌手續(xù)具備檢修條件。
②拆除爐喉方人孔時,方人孔吊裝采用下部吊點固定,上部吊點使用兩臺2T倒鏈進行調(diào)節(jié),保持方人孔原有角度拆除。用爐頂 50t/16t 天車將溜槽安裝溜槽吊具上,放在人孔正前方。
③用 16t 電葫蘆將溜槽和吊具吊起(使用 φ21mm 鋼絲繩扣),使用爐頂天車將吊具配重吊住保持吊具平衡。
④用電葫蘆和天車配合將溜槽慢慢放入爐內(nèi),從平面鏡內(nèi)觀察,確認溜槽底面與布料器弧形掛鉤完全接觸。緩慢吊起配重架后側(cè),天車和電葫蘆配合撤出溜槽吊具。
⑤試車時,氣密箱溜槽轉(zhuǎn)動靈活,上、下擺動自如,溜槽角度在10°~50°之間。
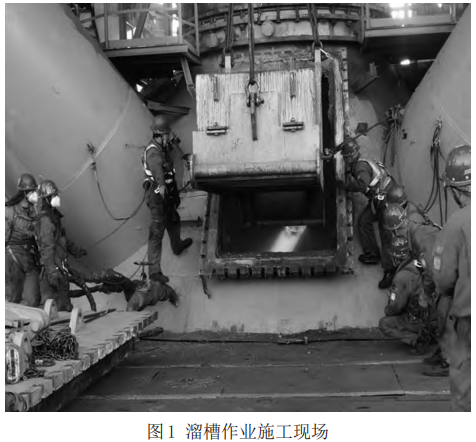
⑥方人孔法蘭盤墊,回裝方人孔,螺栓孔要對正。注:此次天車和電葫蘆配合安裝,需要使用10T倒鏈進行調(diào)整對裝,施工現(xiàn)場作業(yè)圖如圖1所示。
(四)氣密箱更換施工
①高爐休風檢修人員打開爐喉人孔配合點火。確認點火成功,煤氣處理,辦理動火票、停電停液壓掛牌手續(xù)等,確保檢修條件完備。
②調(diào)整氣密箱上部波紋螺栓,使波紋壓縮,拆除波紋上下法蘭螺栓。用爐頂天車將原有電葫蘆小車吊至爐基火車板。氣密箱波紋壓縮后拆除波紋上下法蘭螺栓,吊出波紋。
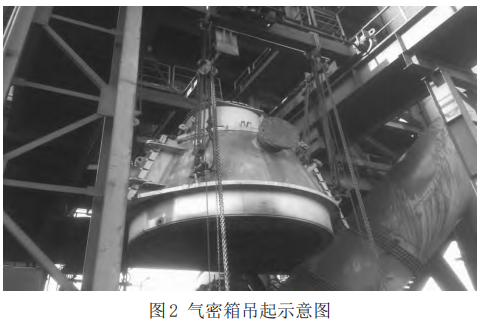
③用千斤頂頂起下密閥并拆除上法蘭螺絲,把下密放到軌道上。將下密箱體沿軌道向東側(cè)推移5米,用爐頂?shù)踯噷⑵涞踹\至火車板,氣密箱吊起施工如圖2所示。由檢修人員拆除氣密箱底盤螺栓。同時用4個32t千斤頂從氣密箱四個角位置均勻向上頂起100mm。用爐頂天車將爐臺位置吊裝孔打開。 同時用爐頂天車將放在2#火車板上的專用滑車吊入軌道并推移到氣密箱上部。在自制車體吊掛點掛4臺10t倒鏈把氣密箱吊起500mm。用倒鏈向東拉出氣密箱至爐頂天車能吊到位置。
④空中倒繩,用爐頂天車掛住氣密箱,拆除滑車鎖具,使用爐頂50/16t天車吊下氣密箱放到火車板上,新舊氣密箱安裝尺寸校核。安裝氣密箱中心喉管,把1#火車板上的新氣密箱先用爐頂天車吊到專用滑車位置,空中倒繩鎖在滑車上。
⑤氣密箱向西拉回原位,安裝金屬密封墊找正,安裝氣密箱法蘭螺栓并用液壓扳手緊固螺栓。
⑥安裝氣密箱減速機、電機。恢復(fù)氣密箱拆除的介質(zhì)管道和電氣,并具備動車條件。用天車將滑車吊下放到1#火車板。將電葫蘆小車吊入軌道,氣密箱溜槽安裝,溜槽角度調(diào)整。用爐頂天車將1#火車板上的下密閥吊入軌道推回工作位找正并支撐固定
⑦安裝氣密箱波紋和密封墊,連接波紋上下法蘭螺栓并緊固,恢復(fù)拆除的其他介質(zhì)管道、閥門及東側(cè)平臺。
⑧封方人孔。拆除的梯子平臺欄桿回裝,安全設(shè)施恢復(fù)。
⑨現(xiàn)場清理試車、封爐喉人孔。
二、高爐爐頂溜槽更換施工方案
(一)溜槽相關(guān)參數(shù)
溜槽重量5t,溜槽架子重量6t。
爐頂50t天車配合吊裝溜槽。
(二)施工準備
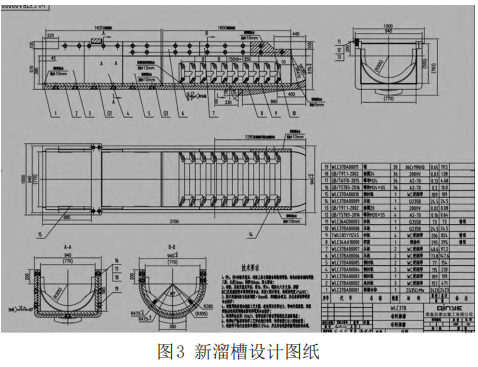
①施工材料準備。施工前全面清理爐頂大平臺作業(yè)位置,確認溜槽、方孔蓋板、專用吊架放置位置,按圖3所示圖紙對新溜槽尺寸進行核驗。
②施工工具準備。75mm液壓扳手1套、電焊機1臺、大錘3把、平面鏡1塊、角向磨光機2臺、氣焊工具1套、鋼絲繩扣φ 28mm×6m2 對、鋼絲繩扣 φ24mm×8m2 對、鋼絲繩扣 φ28mm×10m2對、鋼絲繩扣φ17.5mm×6m4根等。
③施工人員準備。人員安排:起重2名、氣焊1名、鉗工5名、天車工1名,起重、焊工特殊工種必須持證上崗。
④檢修環(huán)境檢查。必須在檢修前對施工環(huán)境進行全面檢查,為高爐溜槽更換創(chuàng)造可靠施工條件,具體來說,需要將高爐料位控制在1500mm-2000mm(爐喉鋼磚上沿到料面的距離), 方人孔下沿到爐喉鋼磚上沿距離為1534mm;高爐頂溫控制在200℃左右,方人孔處溫度為50℃;高爐休風點火后,檢修人員通過爐喉人孔處測量爐內(nèi)煤氣含量小于60ppm,如果煤氣含量超標,崗位操作人員繼續(xù)需要對爐內(nèi)點火情況進行確認,保證爐內(nèi)煤氣充分燃燒,達到降低煤氣含量的目的。
(三)溜槽更換施工
①拆除施工作業(yè)。將作業(yè)人員分成南北兩組,首先標記方人孔16、17、18、56、57、58六條螺栓最后拆除(待方人孔吊點設(shè)置受力后拆除);之后將方人孔1、13、31、43號螺栓拆除;其次將標記的六條螺栓以外的其余螺栓全部拆除。
②設(shè)置方人孔吊掛點:使用天車大鉤配合φ28mm×6m鋼絲繩扣將方人孔上吊點提升;天車小鉤處使用兩臺5t倒鏈分別將方人孔下吊點提升;再在方人孔下吊點兩側(cè)各設(shè)置一臺3T倒鏈將方人孔牽引。指揮天車、5T/3T倒鏈受力,拆除方人孔16、17、18、56、57、58六條標記的螺栓,通過來回提升5T倒鏈將方人孔活動,用撬杠撥動,脫開連接后,指揮天車和倒鏈配合將方人孔水平移出,吊運至爐頂大平臺東側(cè)定制擺放。以手動操作方式對溜槽角度進行調(diào)整,通過β角減速機將溜槽調(diào)至背對方人孔,ɑ角度調(diào)整到45°。
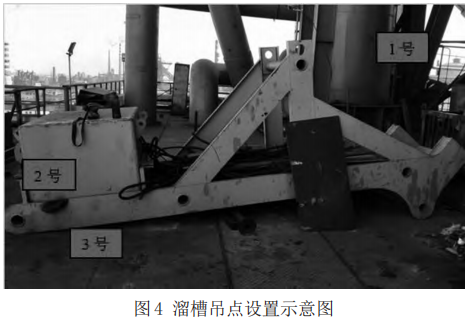
③使用鋼絲繩扣φ28mm×6m兩對,如下圖所示:在溜槽吊具1號位置吊掛點設(shè)置在天車大鉤上;在溜槽吊具配重尾部2號位置吊點設(shè)置在天車小鉤上;使用兩臺3T倒鏈,將溜槽吊具配重兩側(cè)吊點與方人孔兩側(cè)上升管處固定吊點連接,保證吊具平穩(wěn)進出爐內(nèi),操作示意圖如圖4所示。
④將溜槽吊具平穩(wěn)進入爐內(nèi),調(diào)整吊具至溜槽定位銷處,作業(yè)人穿戴隔熱防護服和阻燃安全帶,通過吊具到達定位銷處(在方人孔上設(shè)置2米長的安全繩,作業(yè)人員全程佩戴安全帶。)使用8磅大錘將定位銷拆除。如果定位銷無拆除,立即使用氣焊進行割除。
⑤手動操作,通過β角減速機將溜槽調(diào)至正對方人孔,ɑ 角度調(diào)整到45°。通過天車調(diào)整溜槽角度,將溜槽前端與吊具前端定位槽卡牢,通過人孔再次確認吊具與溜槽可靠接觸,聯(lián)系崗位人員調(diào)整ɑ角度調(diào)整到0°,完全將溜槽脫開固定在吊具上,慢慢將舊溜槽移除。
⑥使用油漆在溜槽底部卡槽處做寬40mm的標記。將吊具與溜槽放置在方人孔正前方,使用φ24mm×8m鋼絲繩扣將舊溜槽吊出吊具,將新溜槽安裝到吊具上,確認安裝牢固可靠。 為防止溜槽脫落,可使用2根φ24mm*6m鋼絲繩扣將溜槽鎖死后,將鋼絲繩另一頭固定在溜槽吊具配重后方的兩個吊耳上。
⑦將溜槽和吊具吊起(使用φ28mm鋼絲繩扣),使用爐頂天車將吊具配重吊住保持吊具平衡,利用方人孔兩側(cè)設(shè)置的2臺3t倒鏈調(diào)整吊具左右位置,用爐頂天車大小鉤調(diào)整吊具上、 下位置,慢慢提升溜槽的懸臂,使溜槽嵌入氣密箱吊架中。通過爐喉西、北二個人孔、窺視孔、平面鏡觀察,確認溜槽到達布料器弧形掛鉤根部,聯(lián)系崗位人員調(diào)整ɑ角度至45°,再次確認溜槽底面與布料器弧形掛鉤完全接觸。緩慢吊起配重架后側(cè),天車和倒鏈配合撤出溜槽吊具。
⑧聯(lián)系點檢人員,檢查、測量方人孔及人孔結(jié)合面平面度,確認方人孔及人孔結(jié)合面無變形。清理檢查大方人孔法蘭面,保證人孔密封面打磨清理干凈,檢查法蘭面無缺陷及明顯高點。
⑨在方人孔法蘭結(jié)合面上安裝5圈石棉繩¢19mm。(石棉繩由里向外盤5圈,接頭錯開1.5米,使用細鐵絲每隔300mm對石棉墊綁扎固定至螺栓孔處,對每個綁扎點采用單根串聯(lián)固定,確保石棉繩整體綁扎在方人孔結(jié)合平面上,專人確認石棉繩平整)
⑩回裝方人孔,通過倒鏈和天車配合將方人孔平移對裝到位,對方人孔1、6、13、19、25、31、37、43、49、55號安裝定位螺栓,逐步開始分兩組進行回裝方人孔其余螺栓。(第一遍為額定扭矩的50%(1960N.M),先對25、49、55、19、13、43、31、1、6、37 號定位螺栓進行緊固后,其余螺栓分南北兩側(cè)同步用大錘緊固,螺栓緊固后對石棉繩厚度進行測量。第二遍是額定扭矩的 60%(2400N.M),先對 19、49、25、55、31、1、13、43、6、37 號定位螺栓緊固,其余螺栓分南北兩側(cè)同步用大錘緊固,螺栓緊固后對石棉繩厚度進行測量。第三遍為額定扭矩的 100% (3920N.M),先對25、19、55、49、13、1、31、43、37、6定位螺栓進行緊固,緊固過程中一點一側(cè)石棉繩壓縮間隙,確保石棉繩均勻壓縮到¢12),現(xiàn)場三方共同確認簽字。完成以上操作后進行試車,檢查溜槽安裝質(zhì)量,關(guān)閉爐喉人孔。
三、結(jié)束語
綜上所述,高爐爐頂氣密箱及溜槽更換施工過程中需要關(guān)注的施工要點、施工細節(jié)較多,相關(guān)單位在進行類似操作時,可充分參考以上施工策略,保障高爐設(shè)備的檢修質(zhì)量。
參考文獻:
[1]劉艷峰.宣鋼1號高爐爐頂氣密箱降溫實踐[J].山西冶金,2020,43(3):2.
[2]趙波,張振存,古晉.大型高爐氣密箱故障分析及解決方案[J].設(shè)備管理與維修,2020(3):2.
[3]鹿林,惠展,楊立江.煉鐵高爐氣密箱智能制造技術(shù)研究[J].冶金設(shè)備,2021(5):4.
[4]孫萬權(quán),聶高升,張輝,蹇華,向何,張紅雨,侯振文.高爐氣密箱傾動分析及處理[J].冶金設(shè)備,2020(5):5.
[5]沈小龍 .PW 型氣密箱在 1750m3 高爐的應(yīng)用[J]. 冶金設(shè)備管理與維修,2020,38(2):4.
[6]任孟超,王春香,武妍慧.布料溜槽結(jié)構(gòu)對料流軌跡及高爐順行影響研究[J].中國設(shè)備工程,2020(9):3.
[7]高萬良,張建東,張峰.煉鐵廠4#高爐布料溜槽長壽化實踐[J].包鋼科技,2020,46(5):3.
[8]滕杰,郭慶,郭柄江,趙磊,馬學東.高爐布料溜槽長壽化的離散元模擬研究[J].有色冶金節(jié)能,2020,36(5):6.
[10]馬洪佑,王振陽,戴建華,袁軍,李秀亮,王永龍.不同溜槽形狀下的料流偏析現(xiàn)象[J].鋼鐵,2020,55(9):6.