
安鋼2號高爐燜爐開爐生產實踐
王曉東 張鋒
第二鐵燒車間
摘 要:筆者以自己的親身經歷,敘述了安鋼2號高爐(2800m³)燜爐開爐生產實踐過程。總結了燜爐開爐成功的經驗與教訓,為大型高爐燜爐開爐提供了寶貴的經驗。2021年12月16日~2022年3月15日燜爐89天之后安全順利開爐,在此期間沒有損壞一個風口二套。因為這次燜爐開爐準備的詳細且充分,所以得以安全、快速、順利達產。在此以這次燜爐開爐為例來談談安鋼2號高爐此次的一些生產實踐經驗。
關鍵詞:大型高爐;燜爐;開爐;風口
1 燜爐前的操作
1.1 燜爐前的工作認真準備與精心操作
燜爐前的準備工作充分與精心操作對以后的開爐非常重要。燜爐前制定了詳細的的燜爐方案,對燜爐料進行精確計算,對燜爐料的要求、結構及組成作了規定;上燜爐料前徹底處理冷卻設備及檢查并焊補開裂的爐皮;對燜爐前的爐前爐內操作嚴把關,確保爐況穩定順行,不允許懸料和崩料,爐溫充足,出盡渣鐵。
1.1.1燜爐料要求、結構及組成
(1)燜爐料由凈焦,負荷料,螢石及錳礦組成。同時降低渣鐵中Al2O3,改善渣鐵流動性。
(2)燜爐料填充方式:爐腹裝凈焦;爐身底部至料線裝正常料。
(3)考慮到燜爐料,加凈焦比較多,輕料比較多,煤氣利用會大幅度降低,裝料過程中料線比較難趕,降壓時間會比較長,于是休風前11小時調輕負荷。保證休風時鐵水爐溫充足。而實際裝料過程與預想的基本一致。
(4)燜爐料凈焦 45 個+正常料(O/C=50/16.5)20 批,全爐負荷 0.95t/t, 全爐焦比 1712kg/t,焦丁全部外排。
(5)保證休風下來時燜爐料及凈焦正好到達爐缸,按計劃出休風前的最后一次鐵,兩邊鐵口都打開確保渣鐵出凈。這從后面開爐的過程中也得到了驗證,開爐燒鐵口從鐵口燒出來大都是焦炭,而渣鐵混合物比較少,說明爐缸渣鐵基本出凈。
1.1.2 處理冷卻設備及焊補開裂的爐皮
冷卻設備系統處理干凈徹底,不漏水;開裂爐皮進行了焊補;風口堵嚴不漏風。冷卻系統不漏水對于開爐恢復是至關重要的。安鋼2號高爐在燜爐前在這一方面做得很好,燜爐后補水70多個小時,完全杜絕了冷卻系統向爐內漏水的情況,在燜爐期間也要求各班值班人員每班巡視風口并做記載。在開爐摳風口時每一個風口都是干的,說明水查得比較好,沒有漏水進爐內。這都為我們順利燜爐開爐打下良好的基礎。
1.1.3 封爐前的各項操作
(1)爐前出鐵操作。合理安排鐵次,確保按規定的時間準時休風燜爐。按計劃最后兩次鐵打開兩邊鐵口同時出鐵休風,開口機角度增大確保渣鐵出干凈,又保證休風下來時燜爐料正好到達爐缸。
(2)休風前后的操作。高爐提前用Mn礦,保證了燜爐前渣鐵流動性,使渣鐵容易出盡。考慮到休風料礦批較小,負荷較輕,下休風料期間為防止出現氣流不穩,我們進行提前控邊處理,防止在下休風料過程中出現滑尺或管道現象。在裝燜爐料過程中煤氣利用率急劇下降,由于準備非常充分,裝料過程中沒有降壓及低料線。在休風時爐溫非常充足,沒有影響到休風,確保能夠順利停爐。為了爐況順行,上完燜爐料后根據下料情況降低壓差,比正常低得多,壓差由0.165MPa逐步降至0.110MPa,壓差最低時0.095MPa。休風完后,開上升管人孔、檢修大方孔,進行料面點火,先卸下8個吹管,將小套全部堵泥,抹上黃油密封后將吹管安裝好作為支撐,其余22根吹管全部卸掉,風口全部堵泥并抹上黃油,確保嚴實。所有橫襯器下端加裝盲板,不卸掉的吹管要確保風口堵泥嚴實,做好高爐保溫工作。
2 燜爐后的護爐工作
休風后,十字測溫、爐頂打水等設備要及時停水并關閉手動閥門,爐頂齒輪箱水量漏水冷卻壁視溫度情況控制水量到最小。確保休風期間不向爐內漏水,車間組織配管人員對所有的風口、二套、直管進行了打壓檢漏,對懷疑漏水的冷卻設備停水處理。高爐工段每4小時有專人負責巡視,檢查風口是否堵嚴實并有記錄,發現有開裂等往爐內漏風現象,要及時重新涂黃油,風口平臺干完活兒后及時關閉倒流閥以減少熱風管系熱量損失。
燜爐后要求不能向爐內漏水,時刻關注補水曲線的變化,有特殊變化及時查水。降低水壓,減少冷卻水流量。爐頂長明火、齒輪箱水派專人監護管理。
3 開爐前的準備工作
3.1 設備全面充分的調試
在設備調試方面,爐內崗位人員與設備人員一起對上料系統、裝料系統及各裝料設備等進行調試,具體到每個閥門都要多次試車,有問題積極聯系處理,直到準確無誤為止;共同商討爐頂等各系統的控制參數,對設備、程序缺陷及時發現,限期整改。爐前崗位人員也對爐前設備不斷試車,從中發現隱患并及時整改;高爐對送風系統作全面的檢查調試,熱風爐提前燒爐,確保送風后能提供足夠高的風溫。計算機運行正常,動力系統能源介質按要求送到位,供水供氣系統全面檢查,確保正常。正是由于對設備的充分調試,確保設備系統正常,為順利開爐提供了有力的保障。
3.2 爐前工作把好關
爐前渣鐵溝要具備出鐵條件,工具備件要齊全,材料充足。風口堵泥要扣干凈,風口見紅焦,風口前的焦炭和渣鐵凝結物要清干凈,堵的風口重新堵泥,確保不自行吹開。送風前開口機角度進行調整,采用大鉆頭開鐵口。
4 開爐過程
3月14白班開始在1#和2#鐵口各使用致裂技術2次,2#鐵口14日19:10開始插入第一根氧槍,至15日16:50拔出第三根氧槍后有少量渣鐵流出。1#鐵口14日20:00插入第一根氧槍,共使用自制氧槍2根,15日下午采用人工用不銹鋼管燒氧的方式持續燒爐門,并拉下28 號風口小套從風口向下燒氧。
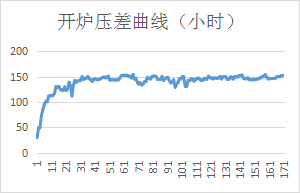
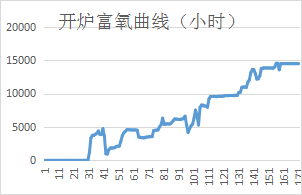
3月15日18:00和20:16分別在1#鐵口和2#鐵口用開口機插入改制氧槍,高爐于20:18送風。從16日2:30后拔氧槍情況看送風使用的改制氧槍實際沒著火;2:45燒開2#鐵口出渣鐵15min,3:23燒開1#鐵口后出渣鐵9min。2#高爐3月15日20:18開12個風口送風生產,1#、2#鐵口上方各6個,風口面積0.1379m2,送風風量600m3/min,20:36第一個風口亮,21:15送風風口全亮,煤氣化驗及爆發實驗合格后于22:35完成引煤氣作業。21:02料動,22:39開始裝第一個料。16日5:23-5:41首次出鐵50.7t進鐵罐,【Si】1.05%,物理熱1450,10:31出第三次鐵,【Si】0.84%,物理熱1406℃,火渣走水渣,干渣坑停用。16日拔氧槍后2:55捅開第一個風口,5:23出首次鐵后加快開風口進程,24h內開風口10個,送風風口數目達到22個(占比73.33%);16日17:00開始噴煤,17日2:22高爐開始富氧;21日產量突破5000t/d,22日達到6038t/d,利用系數2.17t/m3.d。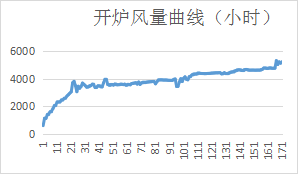


5 開爐措施
5.1 合理的裝料制度
開爐初期,由于進風面積小,風量少,處于軟熔帶形成期,透氣性差,礦石采用三角位布料,采用三個角位布礦相對于正常時的四個角位比較集中,為煤氣上升提供了充足的通道,布料矩陣為O1086333C1197531332214,風口面積擴大和風量增多后,軟融帶形成穩定,布料矩陣變為O119763332C1197531332215,同時擴大礦批焦批,通過調整布料角度等來控制煤氣流分布,使風量穩定。通過上下部制度的調整,使得高爐邊緣氣流和中心氣流分布合理,避免了恢復過程中的煤氣流分布失常事故的發生,實現了開爐過程中高爐的順行。
5.2 及時送煤氣加風提壓和快速擴大風口進風面積
在爐溫充沛、渣鐵排放及時、煤氣成分合格的前提下,高爐及時送煤氣加風提壓和不失時機的快速擴大風口進風面積。風量少壓力低渣鐵不容易排放,不利于高爐恢復,16日拔氧槍后2:55捅開第一個風口,5:23出首次鐵后加快開風口進程,24h內開風口10個,送風風口數目達到22個(占比73.33%)。
5.3 及時調整各項操作參數,快速平穩降鐵水硅含量
在爐溫平穩和出渣鐵正常的前提下,隨著風量的增多,料速增快,高爐及時擴批重加重負荷。
批重:40.0t→45.0t→47.0t→54.0t→62.0t→68.0t。
負荷:2.67→3.21→3.36→3.67→4.19→4.66。
不到5天時間負荷就調整到正常生產水平。為保證充沛的物理熱,風溫盡快用到900℃。開爐第2天就開始噴吹煤粉。使用小塊焦和球團礦。及時調整堿度和錳礦用量,確保渣鐵的流動性。若遇到滑料或設備故障等引起的低料線,及時補加適量的凈焦,以免爐溫下降過快。正是由于各種操作參數及時調整到正常生產水平,爐況穩定順行,高爐順利開爐。
5.4 Mn礦用量充分,改善渣鐵流動性
由于這次封爐料負荷較輕,焦比達1712kg/t.Fe,造成恢復前期爐溫過高。針對這種情況,適當加入錳礦,確保了渣鐵流動性。開爐就加入了錳礦1000Kg/批,如果有管道滑料等加凈焦,同時加5-15t錳礦改善爐溫高渣鐵流動性差的問題。
5.5 加強爐前工作管理及時出凈渣鐵
爐前工作好壞關系到高爐渣鐵能否及時順利排放,高爐渣鐵及時順利排放是高爐開爐成功的保證。爐前作業十分重要,主要任務就是及時出渣鐵,必須準備至少兩組人員,一組出完就清理,另一組就出,這樣不停的作業,直至爐況恢復。2號高爐在開爐后,根據2號高爐爐前的特殊性,及時采取措施加大爐前管理,爐前技師統一指揮,根據爐溫、風量等實際情況合理控制鐵口打泥量,使鐵口一直處于良好的工作狀態。爐前崗位人員精誠合作,設備操作熟練,能夠按要求及時打開鐵口出凈渣鐵。
6 燜爐、開爐的經驗與教訓
(1)上燜爐料準備充分,上燜爐料過程中無大的低料線。成功降低渣鐵中Al2O3含量,開爐過程中爐渣Al2O3≤16%,流動性良好。燜爐期間水系統檢查仔細,時刻關注補水曲線,未向爐內漏水。
(2)燜爐期間風口堵泥及風口檢查工作仔細,開爐掏開風口,風口內焦炭質量良好,說明爐缸密封比較好,焦炭沒有燒掉。
(3)鐵口上方的風口必須與鐵口之間燒通;使得送風后,渣鐵更容易排除爐外。
(4)制定合理的開爐風口布局,開爐風口要堵好,開風口時機要把握好,一定要等到待開風口區域渣鐵充分熔化,才能打開的風口,使得該風口產生的渣鐵能夠順利排出。
(5)找準合理時機送煤氣,煤氣送得早對爐況恢復越有利,開鐵口時間選擇合理,不盲目追求鐵次,根據風量、風壓、風口的工作狀況選擇出鐵時機。
(6)開爐爐溫、堿度控制合理,操作參數盡快到位,避免爐溫、堿度大幅波動給出渣出鐵恢復造成困難,從而影響爐況恢復。
(7)時刻監控水系統,杜絕冷卻設備漏水。遇見漏水必須果斷處理(尤其在開爐初期)避免漏水嚴重出現引發其他事故。
(8)燜爐前渣鐵出凈對開爐非常有利。開爐期間,由于準備充分爐前事故很少,同時開爐初期主溝墊的較低,坡度大,利于渣鐵混合物的排放。
(9)鐵口角度的調整。高爐燜爐休風時適當增加鐵口角度有利于出凈爐內渣鐵,而高爐復風時適當縮小鐵口角度有利于第一次出渣出鐵。實際這次燜爐休風及復風過程2#高爐對鐵口角度進行了適當調整,起到了一定的作用。
7 結語
2號高爐這次燜爐開爐時間較長,也是2號高爐第一次長期燜爐開爐,雖然也遇到了一些困難,比如復風過程中,考慮到2#鐵口16日2:45出渣鐵效果較好,后期出鐵首選1#鐵口,2#鐵口沒再打開出鐵,水渣投用后再開2#鐵口不能正常打開。熱風爐在燜爐期間對熱風出口及燃燒器進行了修補處理,烘爐結束后15日16:35開始燒爐,高爐20:18送風,熱風爐燒爐時間不足4h,導致高爐送風后熱風溫度直到16日0:55才上到800℃,1:47上到900℃。都延緩了高爐恢復。但是總的來說這次燜爐開爐是非常成功的,為以后燜爐開爐積累了寶貴的經驗。在當前環保要求變化較大時,燜爐是一項合理的環保調劑手段。因此該項技術具有廣闊的推廣應用前景。
參考文獻
[1] 現代高爐煉鐵(第3版)
[2] 高爐煉鐵操作(孟志偉)
[3] 高爐開爐與停爐操作知識問答(劉全興)