
仝興武
(河北津西鋼鐵集團股份有限公司 河北津西 064300)
摘 要:津西2000m3 高爐爐腹、爐身部位 7 段、8 段、9 段冷卻壁( 冷卻壁為水冷鑲磚球墨鑄鐵結構) 頻繁出現超高現象且極其不穩定,最高溫度達 718℃,直接制約著高爐強化冶煉及高爐壽命。通過采取對入爐料質量的管理,降低入爐粉末; 不斷尋求最優裝料制度和送風制度,最終冷卻壁溫得到了有效控制,高爐實現了高產、低耗。
關鍵詞:高爐;球墨鑄鐵;冷卻壁;溫度
1前言
高爐冷卻壁能有效地防止爐殼受熱和燒紅,直接制約高爐強化冶煉及一代爐齡時間,并維持高爐的安全生產。因此對于冷卻壁超高問題必須采取應對措施控制冷卻壁溫度,使冷卻壁熱面溫度低于鑄鐵相變溫度( 鑄鐵相變溫度 400℃ ) ,以防止冷卻壁燒漏從而保護爐殼延長高爐壽命。
1. 1 監測系統
津西 2000m3 高爐于 2020 年 6 月 12 日點火投產,高徑比 2. 522,屬于矮胖型高爐,共 30 個風口,爐前 3 個鐵成“Y”型布置。冷卻系統為軟水密閉循環冷卻水系統由軟水密閉循環系統、高壓凈環水系統組成。爐體冷卻壁、爐底、風口大、中套冷卻采用軟水密閉循環冷卻系統。爐腹、爐腰與爐身中下部鑄鐵冷卻壁冷鑲氮化硅結合碳化硅磚材質,如表 1,冷卻壁供水系統分四區,冷卻水管以豎向方式自下而上串接,每區支管水流量控制在 1330—1380m3 。

1. 2 問題
2020 年 12 月 18 日后因環保檢查,燒結機限產,高爐入爐料配加部分落地礦; 煉鋼事故對接鐵影響; 21 日、23日高爐因換套休慢風 1314 分鐘,對高爐整體指標影響較大。2021 年 1 月,通過高爐本體冷卻壁在線監測系統顯示,高爐本體 7 段、8 段、9 段冷卻壁溫度( 爐腹、爐腰部位) 開始出現超高現象( 大于 350℃ ) 且非常不穩定,如圖1 所示。

1. 3 冷卻壁溫度超高對產量的影響
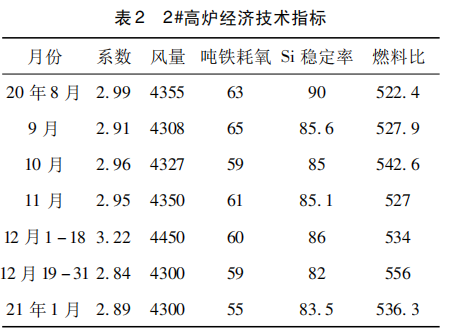
高爐本體 7 段、8 段、9 段冷卻壁溫度頻繁超高,操作者為了保護冷卻壁不被燒損,被迫采取控制氧量甚至控制風量的操作手段。產量指標受到了很大的損失,如表 2,因此分析冷卻壁超高原因,從根本上解決超高問題,使高爐實現高產、低耗、長壽,才是研究的正確方向。
2 控制冷卻壁溫度
針對高爐冷卻壁頻繁超高導致各項指標下滑問題,公司、廠部多次組織專題會討論,最終從裝料制度、送風制度、熱制度、造渣制度、入爐料管理及爐前出鐵組織六方面制定了切實可行的調整措施。
2. 1 調整送風制度
送風制度調整以加長風口長度( 1#610mm 變 630mm、17#590mm 變 630mm、29#610mm 變 630mm) ,縮小送風面積提高鼓風動能及風速,來吹透中心,壓制邊緣氣流,維持高爐順行的思路,高爐經過 1 月 14 日、1 月 26 日兩次休風調整風口套尺寸,如表 3 所示,送風面積縮小 0. 0079m2,鼓風動能及風速均有提高,如圖 2 所示。


2. 2 調整裝料制度
高爐合理的裝料制度有利于爐內煤氣分布,改善礦石與煤氣接觸條件,提高煤氣利用率和礦石的間接還原度,可降低焦比,有利于高爐生產穩定順行。
津西根據入爐料質量及高爐冷卻壁超差現象,調整以爐況順行為原則,適當發展中心抑制邊緣為思路分階段調整布料角度,料線也由正常 K: 1. 5m,J: 1. 3m 做了相應調整。
第一階段裝料數據參見表 4。

第二階段裝料數據參見表 5。

第三階段裝料數據參見表 6。

2. 3 熱和造渣制度
高爐爐溫及渣堿度的不穩定必然使軟熔帶發生變化,易引起渣皮脫落、靜壓波動,最終導致高爐煤氣流失常,冷卻壁溫度升高。
為了保證高爐熱制度和造渣制度的合理、穩定。經研究討論決定以生鐵含硅 Si: 0. 2 - 0. 4% 穩定率≥85% ,堿度 1. 25 ± 0. 03% ,物理熱≥1480℃ 為操作方針; 綜合負荷以提前、適度、準確的調劑手段為原則做到量化調劑,精準調劑。爐溫穩定率最終提高至 98. 4% ,如圖 3 所示。

2. 4 入爐物料質量控制
2. 4. 1 優化配礦
從配礦角度,優化燒結礦配比,逐步降低各種除塵灰用量比例,( 1 月 18 日是從 4. 5% 減到 3. 5% 2 月 19 日, 由 3. 5 減到 2% ) 減少堿金屬帶入量,提高燒結礦質量,不斷滿足高爐生產要求。
2. 4. 2 加強入爐料篩分管理
卷揚定期對槽下振篩調節振幅,在保證高爐料線前提下,保證最小過料量,篩透入爐料; 高爐控制好槽下料流和料層厚度,保證篩凈篩透確保 0mm ~ 5mm < 3% ; 工長定期清理振篩篩板,杜絕糊篩現象。
2. 5 爐前出鐵組織
為保證爐內渣鐵及時出凈,給活躍爐缸創造條件。車間提出三個鐵口輪流“零間隔”出鐵的組織模式。并嚴抓爐前基礎工藝操作管理,打泥按標尺穩定打泥量,維護好鐵口泥套,校正好鐵口中心線,杜絕堵口跑泥現象,穩定鐵口深度 3300mm 以上,實現放風堵口事故為“零”,為爐內穩定順行提供外部條件。
3 調整效果
經過 2 個月從裝料制度、送風制度、熱制度、造渣制度、入爐料管理及爐前出鐵組織六方面進行調整后,2#高爐中心氣流強勁有力,邊緣氣流穩定,煤氣利用由 46 提升至 48. 52% 。
高爐順行得到了保障,產量及燃料消耗指標對比 1 月份均有提升,如圖 4 所示。

4 結論
( 1) 高爐對裝料制度的每次調整必須經過 8 個冶煉周期,再做下一步調整,做到微調,逐步取消中心加焦。以發展中心氣流為原則,兼顧邊緣氣流,兩股氣流互相匹配。
( 2) 高爐送風制度的調整,要保證合理的鼓風動能及風速( 此次調整鼓風動能 12000N·m/s,風速 260m/s) ,來吹透中心維持高爐順行。
( 3) 高爐要控制較高的爐溫穩定率及合理的爐渣堿度,避免爐溫波動帶動軟熔帶變化,進而穩定渣皮,減少冷卻壁溫度超差。