
田利鋒 凌晨 聶朝輝 王三娃
(河鋼集團邯鋼能嘉公司薄板廠 河北 邯鄲 056015)
摘 要:本文介紹了熱軋機組活套的控制過程和穩定性研究,通過PDA記錄的活套動作過程波形數據,分析活套擺角與張力、套量的平衡,重點分析小套過程的數據,尋找最佳小套控制起始點和活套下降斜率曲線,有效克服軋機震動、板帶甩尾、迭軋等異常現象對設備造成的危害。我廠熱軋機組通過小套過程控制優化,大幅度降低了甩尾現象和設備故障。對設備維護、工藝指標、產品質量提供了有效方法,并保證其長期穩運行具有重要意義。
關鍵詞: 熱軋機組;活套;PI控制;數據分析診斷
1 引言
在現代熱連軋系統中,恒定活套量和微張力軋制是其基本特點,所以活套裝置與其控制系統是熱連軋機組的重要設備之一。它的工作狀況對生產的正常進行和帶鋼成品質量具有非常重要的作用。
一般介紹活套的文獻,多側重于活套的系統構成和控制原理,當然這是活套工作的基本前提,但是熱連軋系統作業中要想保持活套裝置長期穩定優越的性能,需要根據其基本的控制原理與實際動作狀態,不斷完善優化控制過程,消除各種外界因素,保證活套起落動作的平穩過度過程。
2 活套裝置及其控制過程簡介
活套裝置示意圖如圖1所示。我廠1780精軋機組由七架機架六個活套裝置組成。機架Fi與Fi+1間帶鋼實際長度(L1+L2)與機架間距離(L3)之差即為套量(⊿L)。顯然,套量與活套輥擺角θ存在固定的函數關系。通過絕對值編碼器檢測活套輥擺角θ,通過兩個壓力傳感器分別檢測活套液壓缸桿側壓力P1與塞側的壓力P2,就可以由控制器通過控制活套液壓缸的伺服閥,實現套量與張力的雙閉環PI控制。
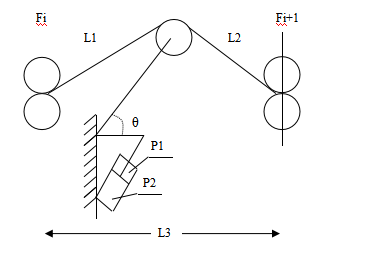
圖1活套裝置示意圖
Fig.1 The explanatory views of looper structure
活套的控制過程可以分為三個階段:活套的起套控制、活套恒張力與帶鋼秒流量平衡控制、活套的落套控制。當帶鋼頭部經過活套的上游機架時,活套進入預備升起位置,當帶鋼頭部進入下游機架時,活套升起,活套輥與板帶接觸,并保持一定的套量,進入活套的恒張力與帶鋼秒流量平衡控制階段,即通過對活套角度與上下游機架速度的調節,保持帶鋼張力基本恒定。當帶鋼尾部即將接近活套上游機架時,活套輥準備降落。為了使落套時帶鋼運行平穩,在活套完全落下之前設計了“小套”控制過程,即把活套的落套過程為二步:當帶尾到達活套上游機架前的某一位置時.活套先下降到某一高度,再經過一定時間后,才完全下落到等待位置。
圖2是活套動作的一次完整升降過程示意圖。圖中1段為活套起始位,也叫等待位;圖中2段為活套上游機架咬鋼后略微抬起所到達的預備升起位。活套1位與2位的角度相差很小,甚至可以相同,都屬于正常情況;圖中3段為活套下游機架咬鋼后上升到的工作位,保持正常軋制的過程;圖中4段為活套上游機架拋鋼前某時刻,活套要到達的小套控制角度,3段與5段之間的過渡期就是小套控制過程;圖中5段為小套過程后,上游機架拋鋼前,活套要回到的起始位置,與1段時的角度相同。
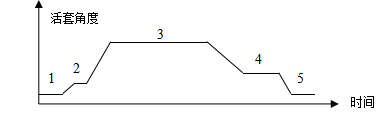
圖2 活套完整升降過程示意圖
Fig.2 The views of looper movement
3 小套過程對甩尾的影響及其優化策略
小套過程,參見圖2是指3段結束與5段開始之間的活套動作過程,一般4段時的活套角度約為正常軋制角度的一半,由帶尾跟蹤系統啟動小套控制過程。控制原理、方法與整個活套控制過程一致,我廠采用套量、張力雙閉環控制系統,預設一定的下降角度。在保證活套功能的前提下,有利于活套下落過程的平穩,減少機械沖擊,這種控制策略常見于西門子、西馬克設計的熱連軋產線。
甩尾是帶鋼尾部進入本機架前偏離帶鋼中心線而嚴重地左擺或右擺刮蹭側導板,或者在張力沒有消失的情況下上游機架拋鋼,造成帶尾對本機架的拍打。
甩尾的危害:造成尾部疊軋、碎鋼劃傷輥面,影響后續產品表面質量,甩尾堆鋼或產生的碎片極易潛藏在機架中,難于清理,很可能造成更嚴重的質量或設備事故,碎鋼或破爛的帶尾還會嚴重影響到卷取設備。
造成甩尾的因素較多:板坯偏移軋制中心線較多,板坯楔形、鐮刀彎或S彎較嚴重,調平操作異常,兩側AGC壓下不同步,軋制力分配、軋制計劃不合理,輥型磨削、配型不合理,板坯溫度不勻,活套工作異常,板坯尾部缺陷、導板對中不良等等。上述的每個問題,都值得作為一個專項課題,認真加以核查、研究、改善,以便盡量減少甩尾現象發生。
當然,以上的諸多問題,或許有些指標并不錯,不足以造成甩尾,或許還有些問題較嚴重,且互相交叉、互相影響。針對實際情況,也肯定存在著一個或幾個關鍵因素,對甩尾有著直接的影響,克服了這些關鍵因素,也就達到了較滿意的效果。
經過認真分析和現場實際情況,我們優化了活套的小套控制過程,大大減少了甩尾的發生。圖3為實際軋制過程中小套階段的角度曲線,對比圖2中第3段之后部分,較平坦部分即是3、4、5段。
我們知道:在軋制過程中,由于帶鋼具有一定的張力,尤其是卷鋼之后全程建立起的張力,在很大程度上限制了帶鋼的跑偏,即便有調平操作,對跑偏的影響也很有限;即便帶鋼偏離中心線,也會保持相對的穩定。偶有甩尾的情況,更是如此,否則設備狀態就很糟糕了,為設備管理所不允許。在穿帶過程中,導板可以限制跑偏;在出尾階段,適當的導板寬度附加值,也可以有效防止甩尾。所以,活套張力控制,尤其是小套控制階段,馬上就要出尾了,更是防止甩尾的關鍵期,要在防止尾部“甩動”上尋求解決方法。
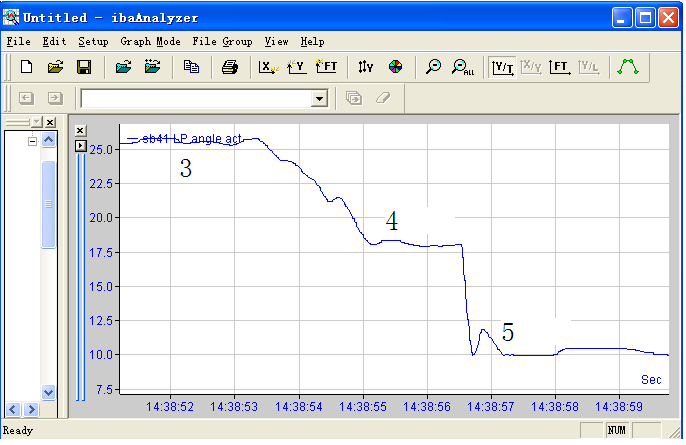
圖3小套過程角度截圖
Fig.3 The views of looper angle retract movement
在小套控制生效后,尾部雖呈自由狀態,如果隨著活套角度的逐漸降低,依然使帶鋼保持原有的張力,甚至張力略有增加,那么機架前的帶尾就不會亂動,否則,軋制力或輥縫的不均衡必然導致尾部甩動。即,本機架拋鋼前,活套雖然降低了一定的角度,但要盡量不失張,等到本機架拋鋼前一定的時間點,活套再迅速由小套位降到等待位。顯然,圖3中,第4段的時間越短越好,它使張力消失的時刻,即第4段的結束點,機架前剩余的帶尾長度盡量短,就更不容易“甩”。
因為帶鋼張力是由計算間接得到的,由于一些擾動、計算、控制周期等因素不可能包括在計算公式之內,致使張力計算、控制不能很準確及時,再者,第4階段的時間,也和軋制規格、品種,尤其是軋制速度速度有關,經過我們反復驗證,第4階段時間的最大值最好小于0.3秒。即通過調整小套控制開始時間點,使3、4段的過渡段曲線向后平移,壓縮第4段的時間,使之小于0.3秒。在系統跟蹤程序中,有各個機架的這個時間參數值,邊調整邊觀測第4段的時間變化即可。
小套控制中另一個值得優化的參數是落套加速度,即加速第3段向第4段的過渡。注意這個加速過程與第4段時間長度有關聯,需要反復觀察調整。控制程序中也有落套速度控制參數,可以直接修改。優化的最終要求是:本機架拋鋼前保持張力,剩余的帶尾長度盡量短,落套過程連貫迅速。
4 小套控制優化效果
圖4為優化前的小套過程,藍色線為活套角度,紅色線為張力,綠色線為軋制力,期間小套平臺時間較長,達到2秒多,容易甩尾。圖5為優化后的小套過程,效果較為理想,一架機架的平臺時間近似為0,另一機架的平臺時間約0.25秒,落套過程也很迅速,有效地避免了甩尾。
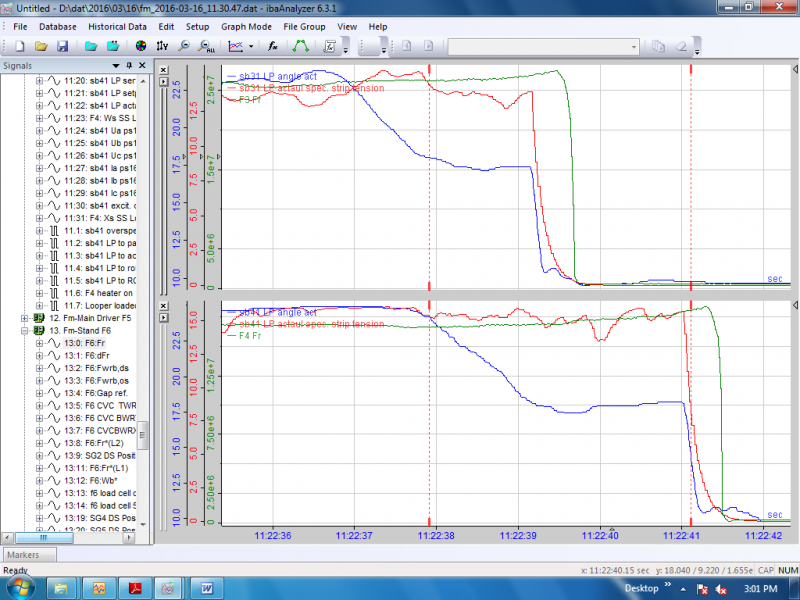
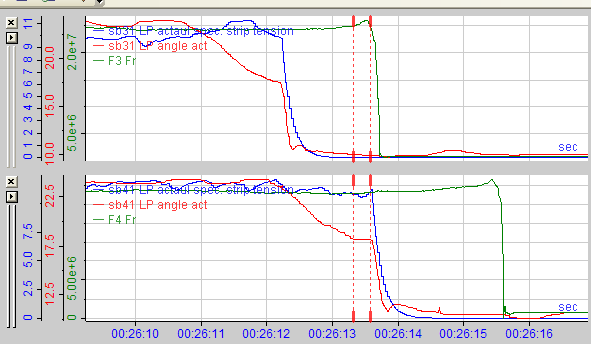
圖4優化前的小套過程 圖5優化后的小套過程
Fig.4 The views of looper retract movement Fig.5 The views of looper retract movement
before optimization after optimizing
圖6與圖7分別是F5機架活套優化前后的動態響應曲線,由圖可見,振動明顯減小,取得了很好的控制效果。
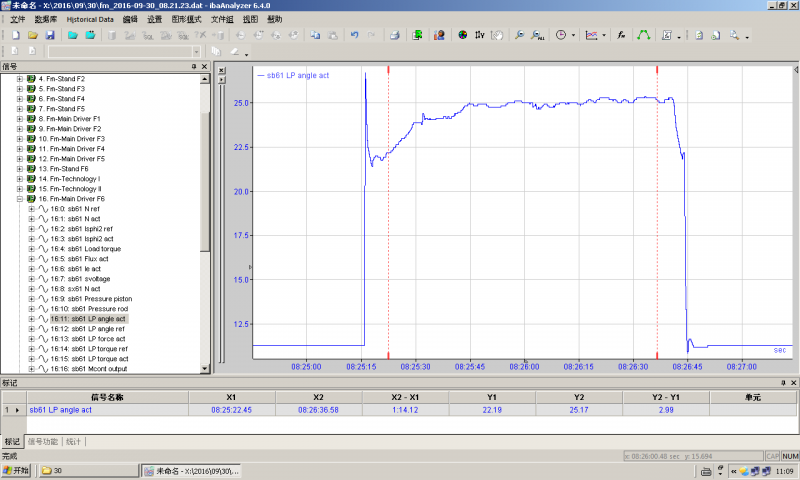
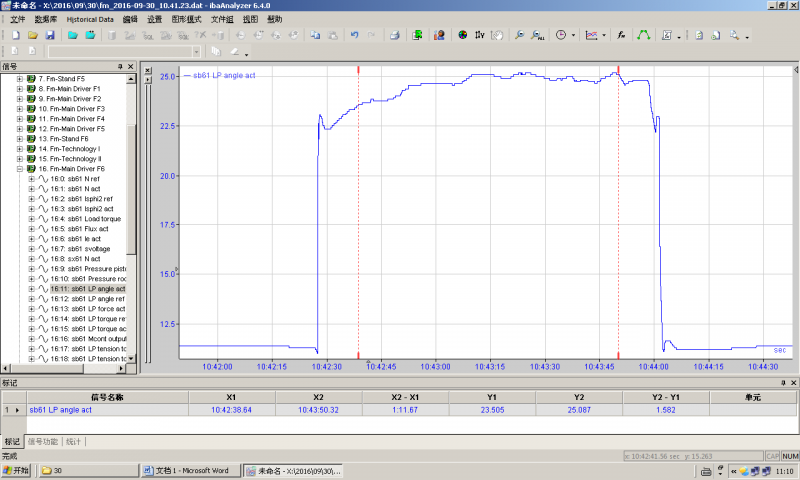
圖6 F5優化前的小套過程 圖7 F5優化后的小套過程
Fig.6 The views of looper retract movement Fig.7 The views of looper retract movement
Before F5 optimization after F5 optimizing
5 結束語
通過對我廠熱軋機組小套過程控制的優化,大幅度降低了甩尾現象發生,效果顯著,減少了設備事故。建議定期觀察小套過程的波形,適時調整相關控制參數,彌補消除設備缺陷,滿足長期穩定生產的要求。
參考文獻
[1] 劉玠,楊衛東,劉文仲. 熱軋生產自動化技術[M] 冶金工業出版社,2006.
[2] 電氣設備功能手冊.內部資料.
[3] 王萌 2300熱連軋活套控制系統研究 東北大學 2009
[4] 傅劍,楊衛東,孫一康等 武鋼1700mm熱連軋活套控制系統改造實踐 冶金自動化 2005
[5] 侯建華,王京,宗勝悅 熱連軋液壓活套控制系統的建模研究 電氣傳動 2009
[6] 唐光浩 熱連軋活套控制系統 東北大學碩士論文20030801