
劉得永
(酒鋼煉鐵廠)
摘要:7號高爐開爐初期鐵口噴濺嚴重,爐前生產被動,影響了高爐爐況順行及經濟技術指標。通過現場分析噴濺原因,采取一系列行之有效的措施,鐵口噴濺最終得到了有效治理,保證了高爐出鐵順暢,高爐經濟指標得到了穩步提升。
關鍵詞:高爐;鐵口噴濺;指標
7號高爐與2020年6月優化升級改造完成,6月30日點火開爐,有效爐容1800m³,高爐設3個出鐵口,兩個矩形出鐵場,南、北、西三個鐵口,南西鐵口夾角95.934°,西北鐵口夾角109.386°,南北鐵口夾角154.286°,正常生產時南北鐵口輪換出鐵,西鐵口備用 。開爐投產后,出現鐵口噴濺問題,鐵口區域煤氣火沖,而且鐵口噴濺時間較長,占整次出鐵時間80%以上,影響渣鐵正常排放,由于鐵口噴濺嚴重導致出鐵時除塵效果不好,爐前崗位人員勞動強度增大,鐵口維護困難,鐵口泥套頻繁破損,堵口跑泥,甚至由于鐵口噴濺造成渣鐵出不凈或減風堵口等事故,影響高爐爐況順行 ,并使現場環境急劇惡化,為解決鐵口噴濺問題,相關技術人員多次綜合分析其原因,并制定治理辦法。針對鐵口工作狀態,設備、炮泥質量以及崗位操作等綜合因素,進行實踐考察與分析,認為是由于鐵口通道采用炭質耐火材料,鐵口外側從耐機械沖擊的角度選擇剛玉質澆注料。由于剛玉澆注料與碳磚不能嚴密結合,不能很好的封堵鐵口區域煤氣流,投產后鐵口區域煤氣流大、煤氣流亂竄,是鐵口造成投產后鐵口噴濺的主要原因。對此7號高爐制定治理計劃對其治理,與2020年10月份鐵口噴濺問題的到了改善,保證了生產的正常化。
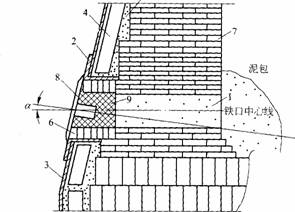
1.鐵口孔道;2.鐵口框架;3.爐皮;4.冷卻壁;5.填充料;6.磚套;7.磚墻;8.鐵口保護板;9.鐵口泥套
圖1 鐵口工作構造圖


圖2鐵口區域煤氣火 圖3鐵口噴濺現場
1 鐵口噴濺情況與危害
1.1鐵口噴濺情況
7號高爐,設計有效容積1800m³,設有3個鐵口,采用兩用一備出鐵模式,正常生產時南北鐵口輪換出鐵,開爐投產時,南、北鐵口都存在噴濺問題,鐵口剛打開時,鐵口噴濺嚴重,渣鐵流不正常,隨著出鐵時間增長,下渣后鐵口噴濺現象有減弱趨勢,但噴濺持續時間長,為確保在下一個場有效出鐵時間內,具備出鐵條件,往往都是未出凈渣鐵就強行堵口,長期以來形成惡性循環,造成高爐憋渣憋風。
1.2鐵口噴濺危害
(1)鐵口的持續噴濺導致爐前的勞動強度加大,從四班三倒的模式調整為二班二倒。7號高爐采用了儲鐵式主溝,鐵口深度被控制在3.4±0.1米。在正常生產過程中,主溝兩側的渣鐵量較少,勞動強度也相對較低。然而,由于鐵口噴濺嚴重,出鐵時大量的渣鐵噴濺到主溝兩側,在出鐵過程中,還需要考慮溝邊積渣鐵是否會影響設備在堵口時的正常運行,我們會使用鋼釬大錘清理設備運轉側的積渣鐵。在嚴重的情況下,可能會出現堵口抗炮現象,導致鐵口跑泥,甚至還會造成減風堵口事故。堵口后使用拆包車配合進行清理,增加了爐前崗位勞動強度及在高溫區域內的作業時間,給高爐安全生產帶來了較大的隱患。
(2)由于南北鐵口打開后都噴濺嚴重,出鐵過程中渣鐵流與爐內料速不匹配,渣鐵排不凈、導致爐內憋渣、憋風,影響高爐爐況穩定順行。
(3)鐵口噴濺影響鐵口泥套正常使用壽命,出鐵過程中鐵口噴濺,鐵口眼受噴濺渣鐵沖刷呈喇叭狀,鐵口泥套頻繁破損,堵口跑泥,鐵口維護困難,形成惡性循環,鐵口區域竄煤氣現象未得到有效封堵。
(4)爐前工作環境差,因便于堵口后拆包車清理主溝兩側積渣鐵,南北鐵口都將除塵罩移開,出鐵過程中煙塵不受控,鐵口打開后噴濺至小坑位置,爐前崗位作業時,存在安全風險,可能會造成作業人員燒燙傷,渣鐵噴濺在設備上,嚴重影響了設備的工作狀況。
(5)出鐵時間不受控,因主溝兩側噴濺積渣較多,清理需要足夠時間,有時上個場鐵口堵口后,下個場出鐵鐵口還不具備出鐵條件,嚴重影響出鐵正點率及鐵量差。
2 鐵口噴濺的原因及治理過程
2.1噴濺原因
高爐鐵口噴濺現象是高爐生產過程中經常出現的問題,尤其是剛投產高爐鐵口噴濺較為常見,但較為認可的觀點還是鐵口孔道內產生裂縫,鐵口鉆開后高壓的煤氣使順行的鐵水產生噴濺,所以要想根源上治理鐵口噴濺,首要任務就是封堵鐵口孔道中存在的煤氣通道。
(1)7號高爐優化升級改造鐵口通道采用炭質耐火材料,鐵口外側從耐機械沖擊的角度選擇剛玉質澆注料。由于剛玉澆注料與碳磚不能嚴密結合,不能很好的封堵鐵口區域煤氣流,投產后鐵口區域煤氣流大、煤氣流亂竄,是造成投產后鐵口噴濺的主要原因。
(2)風口各套與風口組合磚因施工質量也會存在縫隙。風口套為銅件,熱膨脹系數大。高爐投入生產后,受溫度影響,風口各套及組合磚均會產生熱膨脹,風口各套與組合磚之間砌筑時填充的泥漿,在高溫下出現裂縫,在爐內高壓的作用下也可能會形成煤氣通道。
(3)炮泥質量差。在結焦過程中炮泥強度不夠,或者堵口時打泥壓力低未能有效夯實鐵口孔道 ,在鐵口孔道高溫燒結過程中都會產生裂紋,在爐內高壓作用下,長期以來在鐵口碳磚與鐵口孔道之間形成了煤氣通道。
(4)設備存在問題。由于開爐時,泥炮、開口機均處于試運行階段,堵口時打泥壓力不足,或者泥炮活塞運行速度等都會影響鐵口的正常維護以及泥包的形成。開口機在鉆口時沖擊、鉆削的大小以及沖擊的振打時間也會破壞鐵口泥包。
2.2治理辦法過程
通過對鐵口孔道在線灌漿,將碳素粉末料與樹脂結合,利用泥炮活塞高壓(21Mpa)打入鐵口孔道,封堵通過爐缸碳磚竄入鐵口孔道的煤氣縫隙,降低出鐵時鐵口孔道竄煤氣造成的鐵口噴濺,所以7號高爐首先采取鐵口在線灌漿措施。鐵口在線灌漿后鐵口噴濺得到了控制,噴濺時間南北鐵口平均30分鐘,有如下步驟:
(1)利用出鐵間隙時間,修理平整泥套,確保炮頭壓蓋與泥套接觸嚴密無縫隙,更換用65mm鉆頭鉆鐵口,深度為2-2.4m。
(2)將泥炮泥餅頂實,掏空炮頭能容納30-50kg灌漿料空間,炮身打水降溫至40-60℃,將碳素粉末料與樹脂1:3攪拌均勻,裝入準備好的塑料袋,塞入泥炮炮脖內,用軟炮泥封住炮頭。
(3)炮頭上固定石棉墊,開動泥炮壓制鐵口泥套,開始打泥,壓力達到20Mpa時停止打泥,觀察打泥壓力,壓力下降低于20Mpa時,采取點動打泥,確保壓力在20Mpa以上。
(4)壓炮30分鐘后抬炮。


圖4鐵口灌漿料 圖5鐵口在線灌漿
通過采取鐵口在線灌漿后,雖然鐵口噴濺得到了改善,但還未達到預期的治理效果,爐前技師24小時值班,每次鐵記錄鐵口深度及堵口時打泥壓力、鐵口噴濺時間,針對每次鐵鐵口工作狀況及堵口打泥參數,進行分析總結制定措施,最終摸索出一套合理的堵口打泥操作標準,具體措施如下:
(1)爐前崗位交接班時提前10分鐘到現場掌握上個班鐵口工作情況,以及制定的鐵口維護措施,當班期間爐前組長把控開口及堵口時各項參數。
(2)抬炮后,爐前組長確認鐵口泥套,泥套不平整或破損后及時進行修補,確保泥套平整杜絕鐵口跑泥。
(3)穩定鐵口打泥量,控制鐵口深度3.2±1米,避免潮鐵口出鐵,堅持排凈渣鐵。
(4)出鐵過程中勤觀察打泥壓力,壓力低時采取打水降溫措施,確保堵口時打泥壓力19-20Mpa,堵口采取二次分段打泥措施,先打計劃泥量的80%,剩余20%點動打入,壓力要達到泥炮最大壓力的95%(20MP)以上。
炮泥作為鐵口維護最關鍵的耐火材料,其質量好壞直接影響鐵口的正常維護及工作狀況。在鐵口噴濺期間,爐前技師針對鐵口工作狀況及時與炮泥廠家進行溝通,調整改進炮泥質量,好的炮泥要具有如下性能:
(1)有足夠的耐火度,抗渣鐵沖刷與侵蝕能力。
(2)有好的導熱性和透氣性,能在兩次鐵間隔時間內完全干燥,且具有較高強度 。
(3)有一定的可塑性,以便形成泥包。
(4)高溫強度好,收縮率低。
通過改進炮泥質量提高堵口時打泥壓力及二次打泥措施后,鐵口噴濺得到了有效的治理,南北鐵口工作正常,噴濺時間控制在10分鐘之內。
通過以上措施,7號高爐準確有效的找到鐵口噴濺問題所在,并在沒有影響生產的前提下,通過改進操作標準解決了鐵口噴濺問題,在后續的生產工作中爐前設備、設施也得到了有效的保護,降低了生產成本,提高了出鐵質量,改善了高爐工作現場的衛生環境,有效的保證了員工的身心健康,為高爐順行與強化冶煉提供了有效的保障。
3 總結
鐵口噴濺是高爐生產中常見的現象,如果長時間得不到有效的治理,將嚴重影響高爐爐況順行。本次7號高爐鐵口噴濺問題,在實踐中分析總結經驗,找到了造成鐵口噴濺的主要因素,并制定了一套合理的操作標準,在沒有影響生產計劃的前提下,徹底的解決了鐵口噴濺問題。穩定了出鐵時間和出鐵量,大幅度降低了爐前崗位勞動強度,提高了高爐產量,優化高爐生產指標,改善了現場生產環境。
參考文獻
[1] 西鋼6號高爐鐵口噴濺治理實踐
[2] 《7號高爐爐前崗位技術操作標準》
[3] 爐前工技能大賽復習資料