
白陽,侯慶波
(河鋼集團唐鋼公司長材部,河北 唐山063016)
摘 要: 高壓水除鱗機是一種先進的、高效的,用于去除鋼坯表面氧化鐵皮的自動化設備,被廣泛應用于板帶、線材、型材生產線上。介紹了鋼坯表面氧化鐵皮的組成、高壓水除鱗機的工作原理。針對該除鱗機在中型生產線就用過程中出現的問題,如溫度傳感器工作異常、噴嘴壓力確定等,給出了解決措施。中型生產線就用高壓水除鱗機后,鋼坯的表面光亮,表面質量全面提升。
關 鍵 詞: 高壓水除鱗機;型材生產線;應用
0 引言
唐鋼公司長材部中型車間( 現為中型分廠) 使用陰陽面翻鋼機進行除鱗,其原理是輥道將加熱后的熱鋼輸送到翻鋼機處,通過翻鋼機將鋼坯每次翻轉90°;如此反復多次,憑借鋼坯在翻轉過程中下落的沖擊力對鋼坯表面氧化鐵皮進行去除,這種方法比較落后。為了提高產品質量和工作效率,2012 年5 月在加熱爐出爐3#輥道處增加了1 套由重慶水泵廠生產的高壓水除鱗設備,對鋼坯表面氧化鐵皮進行處理,效果明顯,而原翻鋼機作為應急設備備用。
1 鋼坯表面氧化鐵皮的組成
鋼坯在加熱爐中經過預熱、均熱后,其表面與空氣中的氧發生氧化還原反應,在鋼坯表面生成氧化物。氧化物的形式主要有FeO、Fe3O4、Fe2O3三種,如圖1 所示。
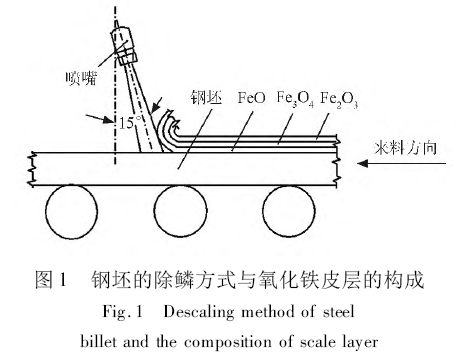
鋼坯的氧化鐵皮層從內到外依次為FeO、Fe3O4、Fe2O3,化學反應式[1]如下:
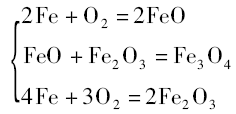
其中FeO 中的氧含量最低,它在氧化鐵皮中的含量大約為95%;Fe3O4中的氧含量略高,它在氧化鐵皮中的含量約為4%;Fe2O3中的含氧量最高,它在氧化鐵皮中的含量最低,約為1%[2]。
2 高壓水除鱗的工作原理
除鱗機在非工作狀態時,電動機處于低速運轉。當溫度傳感器檢測到有鋼坯通過時,反饋信號給除鱗系統。除鱗系統進行轉換計算,通過變頻器升頻,關閉循環閥組,提高電動機轉速,在噴嘴處形成高壓水噴射流對鋼坯表面進行除鱗。在高壓水噴射流對鋼坯表面氧化鐵皮進行去除過程中,通過延時開關控制,打開循環閥,保證在單根鋼坯通過后,除鱗系統自動恢復到非工作狀態,如此反復,實現對鋼坯進行自動除鱗。高壓水除鱗的原理如圖2 所示。
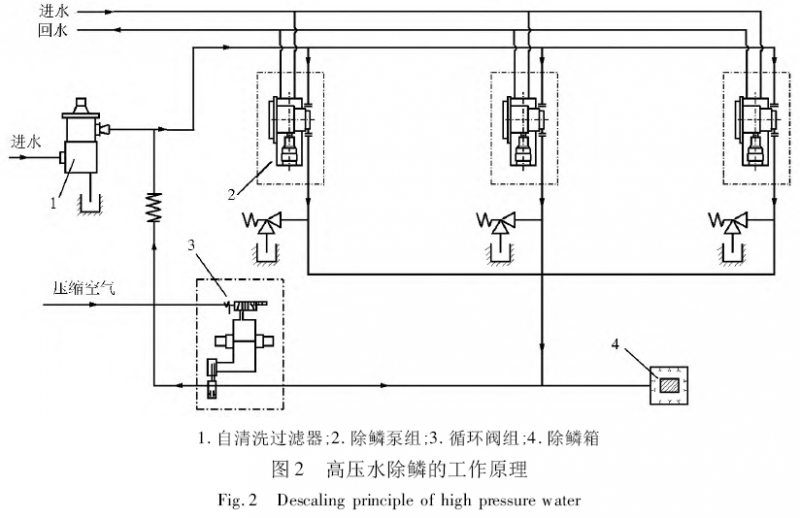
由于FeO、Fe3O4、Fe2O3的熱膨脹系數不同,在除鱗過程中鋼坯會產生一定的溫降,使得氧化鐵皮層產生龜裂,甚至脫落。此時,再通過高壓水的沖刷、氧化鐵皮之間的飛濺、碰撞,從而達到去除氧化鐵皮的目的。
3 除鱗機在使用過程中發現的問題及解決辦法
3. 1 溫度傳感器工作異常
溫度傳感器(HMD - 4ZC1) 用于判斷是否有鋼坯將進入除鱗箱[3]。溫度檢測值探頭溫度設定在500 ℃,在溫度傳感器使用初期,有時出現雖然鋼坯已通過除鱗機探頭位置,然而除鱗機并沒有啟動的現象。經現場勘察,主要原因是由于鋼坯在輥道輸送過程中發生偏擺,鋼坯偏擺撞擊輥道蓋板兩側立面,使蓋板位置發生偏移,傳感器探頭正好被偏移后的蓋板立面遮擋,導致除鱗機探頭檢測不到鋼坯溫度,所以不出水工作。據此,對蓋板與輥道架之間焊接定位卡板,從根本上防止輥道蓋板的偏移,確保傳感器探頭探測準確有效。
另外,有時鋼坯還未到達除鱗機傳感器探頭,出現除鱗機自動啟動現象。經現場勘察,主要原因是由于探頭位置距離加熱爐出鋼位置太近,鋼坯在出鋼時經滑板撞擊擋板,使撞飛的高溫氧化鐵皮落入除鱗機探頭附近,觸發探頭工作,導致除鱗機異常啟動。通過對溫度傳感器探頭增加防護罩的措施,有效阻止了高溫氧化鐵皮引發探頭誤啟動的問題,保證了除鱗機正常工作。
3. 2 噴嘴壓力的確定
除鱗機的動力由異步電動機(Y315L3 - 6,功率160 kW,轉速987 r /min) 提供,通過2 臺變頻器(ATV71HC20N4 200 kW - 300HP V1. 2IE16) 控制實現對電動機轉速的調整。根據生產需要,要求除鱗機噴嘴壓力能夠按照不同產品在一定范圍內變動,變頻器頻率與噴嘴壓力的實測值對照,見表1。

除鱗機噴嘴的壓力還取決于氧化鐵皮附著在鋼坯表面力的大小,而氧化鐵皮的產生又與多種因素有關,其函數表達式為:
P = f(Q、P0、H、α、v)
式中,P———噴嘴壓力,kg /cm2;
Q———噴嘴流量,L /min;
P0———脫去氧化鐵皮層的阻力,kg /cm2;
H———噴嘴到鋼坯表面之間的垂直距離,cm;
α———噴嘴與垂直鋼坯表面的角度,°;
v———鋼坯在輥道上運行的速度,m /s。
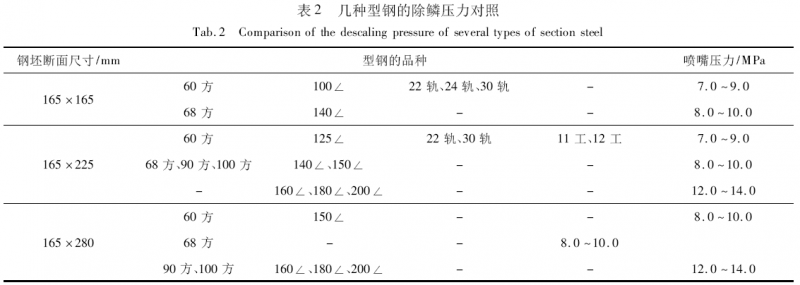
其中α = 15°是除鱗機廠家最初設計參數,H =15 cm 可實際測量得出,v = 2. 55 m /s 可通過輥道相關參數計算得出。只有Q、P0未知,而Q 值是變頻器調整的可知變量,最后P0與鋼坯材質、眾多環境因素有關的復雜變量,如加熱時間、加熱溫度、鋼坯運行時間等。盡管P 的具體表達式無法寫出,具體值也無法確定,通過生產實際可以得出各鋼種適合的除鱗壓力,見表2。
3. 3 循環閥組被異物卡死
循環閥是保證高壓水順利出水的關鍵,由0. 4~ 0. 6 MPa 壓縮空氣作為動力源來控制,要求粒度≤5 μm,閥門開閉時間≤1 s 且可調。除鱗機在工作前,循環閥處于關閉狀態,系統壓力逐漸升高。當系統壓力升高至出水壓力,同時檢測元件檢測到出水信號后,壓縮空氣驅動換向閥動作,循環閥開啟,完成高壓水噴射,再經過延時開關,壓縮空氣驅動換向閥反方向動作,高壓水停止噴射。
生產過程中,曾出現循環閥無動作情況。經檢查發現,氣源壓力穩定,而換向閥無動作,更換換向閥后,生產恢復正常,同時檢查換向閥,發現換向閥內存有異物卡住閥芯。另外,通向循環閥組的軟管距離鋼坯不足10 m,長期高溫環境極易使其老化,導致空氣泄漏,影響氣源壓力穩定,利用待坯時間將該段軟管改為硬管。
4 除鱗效果
該高壓水除鱗設備自2012 年6 月投入使用至今,整體使用效果良好,同一根鋼坯經除鱗前后的效果對照,見圖3、圖4。
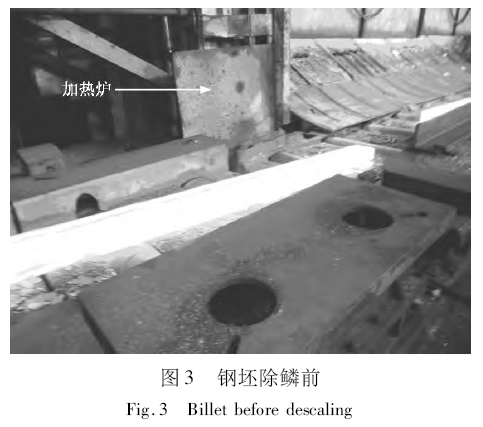

由圖3 可見,除鱗前鋼坯從加熱爐出來,上表面存在大面積暗色部分(氧化鐵皮),圖4 中經除鱗箱體后表面全是光亮部分。
5 結語
唐鋼公司中型生產線高壓水除鱗機自2012 年投入運行至2016 年底,在設備點檢人員的精心維護下,逐步解決了生產中暴露出來的問題,使除鱗機的有效作業率大幅度提升。鋼坯的表面質量全面提升,取得了較好的經濟效益。同時,高壓水除鱗機維護簡單方便,被廣泛應用到類似產品生產中。
參考文獻
[1]李華.板帶材軋制新工藝、新技術與軋制自動化及產品質量控制實用手冊[M]. 北京:冶金工業出版社,2006:12.
[2]王國棟. 中國中厚板軋制技術與裝備[M]. 北京:冶金工業出版社,2009:10.
[3]張洪建,王雙啟,李宏宇. 型鋼高壓水除鱗自動控制系統[J]. 河北冶金,2012,(12):60.