
馮磊, 侯向平
(陜鋼集團(tuán)漢中鋼鐵有限責(zé)任公司, 陜西勉縣724200)
摘要:漢鋼1 080 m3 高爐于2015 年2 月10 日停爐中修,3 月20 日20:08 點(diǎn)火送風(fēng);開爐前扒除鐵口周圍的焦炭、選擇合適的開爐方案及送風(fēng)前熱風(fēng)管道的預(yù)熱等一系列措施,高爐從點(diǎn)火到達(dá)產(chǎn)僅有時(shí)3 d,各項(xiàng)經(jīng)濟(jì)指標(biāo)迅速達(dá)標(biāo)。
關(guān)鍵詞:高爐鐵口;開爐方案;經(jīng)濟(jì)指標(biāo)
陜鋼集團(tuán)漢中鋼鐵有限責(zé)任公司(全文簡(jiǎn)稱漢鋼)1 080 m3 由唐鋼設(shè)計(jì)院設(shè)計(jì),于2011 年12 月23日開爐;采用大塊碳磚加陶瓷杯爐底;爐體采用14段灰鑄鐵冷卻壁,冷卻壁水管上下串聯(lián);鑲磚冷卻壁上噴涂一層噴涂料形成薄壁爐襯;運(yùn)行3 年來(lái),爐況未出現(xiàn)大的波動(dòng),爐況穩(wěn)定性,經(jīng)濟(jì)指標(biāo)一直較好。2014 年9 月由于邊緣氣流長(zhǎng)期較為發(fā)展,渣皮脫落頻繁,2014 年10 月發(fā)生了爐殼燒穿事故,所幸減風(fēng)及時(shí),未造成冷卻壁損壞。考慮到爐體熱負(fù)荷較重及冷卻壁屬于薄襯冷卻壁決定噴涂,停爐噴涂結(jié)束后于2015 年3 月20 日開爐,成功實(shí)現(xiàn)了3 d 達(dá)產(chǎn)、達(dá)效的目標(biāo);開爐后爐況保持持續(xù)穩(wěn)定順行,取得了良好的技術(shù)經(jīng)濟(jì)指標(biāo)。
1 開爐前的準(zhǔn)備工作
1.1 爐缸清理
高爐停爐后,組織員工進(jìn)行了扒爐,東西鐵口附近,爐缸清理至鐵口中心線以下1.0 m 處,爐缸中心及其他區(qū)域清理在鐵口中心線上800 mm 處,共計(jì)清理爐缸堆料100 m3,約70 t,爐缸渣皮厚度約20 cm,渣皮未清理。
1.2 預(yù)熱送風(fēng)管道及吹出爐料粉末
高爐從停爐到開爐約36 d,熱風(fēng)管道溫度大幅降低,為防止開爐后風(fēng)溫使用的限制,確保開爐料的透氣性,開爐前48 h,使用約100 ℃的冷風(fēng)預(yù)熱送風(fēng)管道、吹料。
1.3 鐵口準(zhǔn)備
東西鐵口用Φ80 mm 鉆頭鉆開鐵口孔道,后用Φ160 mm 鉆頭鉆大孔道,鐵口角度8°;從鐵口由外向里打入Φ100 mm×3 mm 無(wú)縫鋼管,鋼管伸出爐外1.0~1.5 m,作為爐缸煤氣導(dǎo)出管。
2 裝開爐料
2.1 枕木填充
2015 年3 月18 日開始裝枕木,枕木間隔30 cm,共裝13 層,距離風(fēng)口下50 cm 處,中心堆尖約5 m高,平臺(tái)寬4 m,長(zhǎng)4 m,高2.5 m,風(fēng)口周圍用枕木保護(hù),用騎馬釘釘牢。
2.2 開爐風(fēng)口配置
風(fēng)口使用沿用停爐前的配置(具體見表1),因開爐前期風(fēng)量小,決定用Φ75 mm 的PVC 管套入小套內(nèi),用有水炮泥填充壓實(shí),以達(dá)到提高風(fēng)速的目的。開爐后根據(jù)爐況進(jìn)程逐步捅開,開爐前捅全1號(hào)、10 號(hào)、11 號(hào)、12 號(hào)、13 號(hào)、20 號(hào)風(fēng)口。

2.3 開爐料
由于曾做過(guò)料流軌跡的測(cè)定,且使用效果較好,決定沿用歷史料流曲線,不再重新測(cè)定,只校對(duì)溜槽傾角及探尺;開爐料總焦比3.2 t/t、正產(chǎn)料焦比0.8 t/t,具體開爐料詳見下頁(yè)表2。

3 點(diǎn)火開爐
3 月20 日10 點(diǎn)15 分,啟風(fēng)機(jī),20:18 點(diǎn)火送風(fēng),混風(fēng)大閘全關(guān),送風(fēng)面積0.167 8 m2;開爐布料矩陣C7462524214O625242、20 點(diǎn)32 分15 號(hào)風(fēng)口亮,20 點(diǎn)58 分風(fēng)口全亮。風(fēng)量550 m3/h,風(fēng)溫750 ℃。21:28 分,料動(dòng);加風(fēng)至1 300 m3/h,加風(fēng)溫至850 ℃;23點(diǎn)40 分,西鐵口見渣,23 點(diǎn)50 分堵口;22 日6 點(diǎn)10 分引煤氣;1 點(diǎn)30 分東鐵口見渣,堵口。22 日,爐況走勢(shì)平穩(wěn),壓量關(guān)系匹配,高爐決定逐步捅全風(fēng)口,并相應(yīng)調(diào)整布料矩陣。將布料矩陣調(diào)整為C7462524214O72625242[1]。
3.1 降爐溫過(guò)程
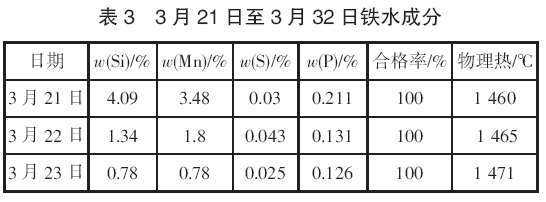
高爐在順行的基礎(chǔ)上,加快捅風(fēng)口的步伐,21日捅全6 號(hào)、7 號(hào)、8 號(hào)、9 號(hào)、14 號(hào)、15 號(hào)、16 號(hào)風(fēng)口。22 日捅全2 號(hào)、3 號(hào)、4 號(hào)、5 號(hào)、17 號(hào)、18 號(hào)、19號(hào)風(fēng)口。同時(shí)為了活躍爐缸、提高下料速度,爐前積極組織放鐵,只要具備條件就開口。3 月22 日,鐵水硅含量逐步降至1.3%,3 月23 日,結(jié)合爐外狀況及設(shè)備運(yùn)行情況,決定加快上負(fù)荷速度,負(fù)荷由3.43上至4.1。3 月23 日硅降至0.6%。3 月21 日至3 月32 日鐵水成分見表3。
3.2 參數(shù)恢復(fù)進(jìn)程
自3 月21 日開始,高爐逐步加負(fù)荷、擴(kuò)礦批,并于22 日9 點(diǎn)10 分開始噴煤、富氧;到3 月23 日,隨著風(fēng)量增大、礦批的增大、負(fù)荷的提升、風(fēng)溫的提高、煤氣利用的改善、高爐燃料比降到520 kg/t 以下,高爐取得了理想的經(jīng)濟(jì)指標(biāo),實(shí)現(xiàn)了3 天達(dá)產(chǎn)達(dá)效的目標(biāo)。3 月21 日至3 月24 日高爐主要參數(shù)見表4。

4 結(jié)論
1)此次開爐前,組織各專業(yè)組進(jìn)行點(diǎn)火前各項(xiàng)目確認(rèn),措施到位,保證了順利開爐。
2)噴涂后,爐缸清理較徹底,尤其是鐵口與風(fēng)口聯(lián)通,且鐵口附近清理區(qū)域大,為出鐵創(chuàng)造了良好條件。
3)開爐前預(yù)熱煤氣管道及冷風(fēng)吹料,保證了風(fēng)溫和高爐透氣性,為快速恢復(fù)爐況提供了基本保障。
4)開爐料、開爐參數(shù)、送風(fēng)面積選擇合適,保證了鼓風(fēng)具有合適的風(fēng)速和動(dòng)能。
5)在整個(gè)開爐過(guò)程中,未出現(xiàn)因設(shè)備原因造成的減風(fēng),檢修質(zhì)量為順利開爐達(dá)產(chǎn)提供了基本條件。
參考文獻(xiàn)
[1] 周傳典.高爐煉鐵生產(chǎn)技術(shù)手冊(cè)[M].北京:冶金工業(yè)出版社,2003.