
李兵,馮艷國,李建平,李利杰,顧愛軍
( 河鋼集團宣鋼公司煉鐵廠,河北宣化075100)
摘要: 對宣鋼3#高爐快速停爐降料面的實踐進行了總結。在停爐過程中,通過對爐頂打水量、氮氣通入量的控制,將爐頂溫度及爐喉煤氣中H2和O2的含量控制在合理范圍內( 爐頂溫度控制在350 ~ 450 ℃,爐喉煤氣H2% < 10,O2% < 0. 8) ,避免了煤氣的爆震,延長了回收高爐煤氣的時間,實現了安全、環保、快速停爐。
關鍵詞: 高爐; 降料面; 快速停爐; 回收煤氣
0 引言
宣鋼3#高爐( 2 000 m3 ) 于2011 年6 月10 日開爐,投產后爐況整體保持了順行。由于3 座熱風爐熱風出口出現開裂、部分爐體冷板和鐵口處冷板燒損,安全生產受到很大影響,公司安排3#高爐2015年10 月16 日停爐檢修。
1 停爐準備
3#高爐在接到公司的停爐檢修指令后,立即開始對高爐所有設備進行全面檢查,為停爐檢修做準備。重點檢查爐頂打水機構、調壓閥組控制機構、排風閥操作機構、機械探尺等停爐關鍵設備。在操作制度方面,逐步調整負荷、礦批、生礦配比,并相應調整熱制度及造渣制度。
1. 1 降料面打水系統的準備工作
爐頂打水管路有足夠的打水量,并能夠均勻霧化是控制爐頂溫度、實現安全快速降料面的關鍵。3#高爐爐頂打水系統最大打水量為25 t /h,為保證在原有爐頂打水能力不足時,能控制住爐頂溫度,在風口平臺提前引6 根水管至爐頂( 接高壓水,水壓≥1. 6 MPa) ,每根打水量為20 t /h。
3#高爐原有打水系統在主控室遠程操作,在降料面期間根據爐頂溫度需要手動調整后設打水系統,保證爐頂溫度控制在350 ~ 450 ℃。
1. 2 停爐前操作制度的調整
( 1) 提前3 天即13 日配錳礦1. 0 t /批,生鐵錳控制在0. 8% ~ 1. 0%之間; 鈦負荷控制在8 kg /t 以下; 14 日配螢石1 t /批。
( 2) 預降料線前4 h,調整礦批為55 t,停配蒙古礦,計算焦比650 kg /t; 計算堿度參數按1. 00 控制,其中[Si]按0. 5% 控制。預降料線前1. 5 h 加1 罐焦炭,保證小休風時到達爐腹上沿處。預降料線前裝料制度根據爐況變化適度調整,確保爐況順行。
1. 3 出鐵組織
( 1) 13 日提鐵口角度到11°。
( 2) 維護好鐵口,保持鐵口深度2. 9 ~ 3. 1 m,降料面前一個班保證足夠罐容,出凈渣鐵。預降料面期間爐前控制好打泥量,保證開鐵口順利,并準備60 mm、80 mm 鉆頭各5 個。
2 降料面過程
2. 1 預降料面過程
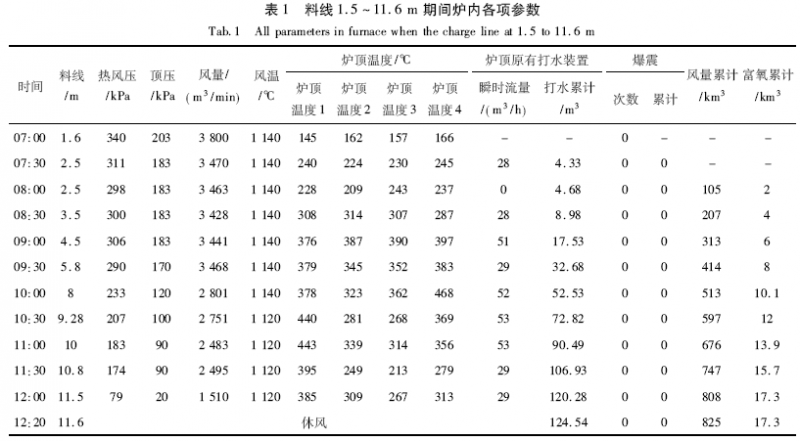
15 日7: 00 開始預降料面操作,TRT 退出,由調壓閥組調整爐頂壓力。至12: 20 小休風,料線11. 6m,累計噴煤131 t,耗風825 km3,富氧量17. 3 km3。
期間7: 30 加蓋面焦30 t,累計打水124. 54 t( 使用原有爐頂打水系統) 。預降料面1. 5 ~ 11. 6 m 期間爐內各項參數如表1 所示,煤氣成分分析如表2 所示。

2. 2 小休風復風后降料面過程
15 日18: 00 開始正式控料線降料面。隨著爐頂溫度的升高,逐步加大爐頂打水量,控制爐頂溫度不超出合理范圍。
為保證煤氣分析結果的及時報出,高爐降料面期間每隔30 min 人工取一次煤氣樣進行分析,20min 內將分析數據報關至高爐主控室。
19: 30 料線13. 4 m,料面進入爐身中下部,瞬時爐頂溫度達544 ℃; 20: 00 料線14. 9 m,料面進入爐身下部; 20: 30 料線16. 6 m,料面到達爐腰; 23: 00料線18. 4 m,料面到達爐腹。23: 08 根據理論計算料線深度和實際料線深度,料面下達至爐腹區域,爐內切煤氣操作。在切煤氣前,爐頂壓力平穩,爐內無爆震,布袋除塵系統工作正常,混合煤氣中含氫和含氧低于報警值。此后,為減小煤氣放散的噪音,降低大氣放散污染,風量控制在2 200 m3 /min。
23: 45 爐前打開南、北鐵口出最后一爐鐵,爐頂1#放散在切煤氣時不打開,保證爐頂有一定壓力,有利于提高出鐵速度及出凈渣鐵。至26 日5: 00 高爐停爐。
2. 3 降料面過程打水量控制
在降料面停爐過程中,爐頂打水由高爐工長專人負責。根據高爐頂溫度、氣密箱溫度調節打水閥門的開度。本次降料面停爐,爐頂打水量為607 t。
2. 4 出鐵組織
10 月15 日8: 00 開始降料面至小休風,爐前共計出鐵2 爐次; 復風后直至10 月16 日停爐,出鐵1 爐次,出鐵情況如表3 所示。

此次停爐降料面出鐵前兩次都是正常出鐵,來風后堵口,目的是及時置換鐵溝和小坑里的鐵水,防止小坑凝結。同時為最后一爐鐵預留200 t 左右鐵量,確保燒掉更多的焦炭,盡可能減少爐內焦炭的殘留量,減少后續清理的工作量。
15 日23: 45 料線18. 7 m,組織出最后一次鐵,雙場雙鐵口出鐵。至16 日5: 00 3#高爐停爐。
3 經驗總結
( 1) 3#高爐中修停爐是宣鋼第一次采用回收煤氣停爐,即小休風復風后高爐繼續回收煤氣,18: 05送風,23: 08 當料面降至爐腹位置時停止回收煤氣,減少煤氣對空放散5 h 3 min。一方面增加了煤氣的回收量,同時降低了大氣污染。
( 2) 無爆震。從預降料線到停爐,沒有出現一次爆震現象。主要措施是風量選取合理、用風穩定,爐頂打水、爐頂溫度控制比較到位,為以后高爐停爐檢修提供了參考依據。
( 3) 從預降料線直至停爐,始終使用富氧,平均富氧率2. 0%,加快焦炭燃燒進程。而省內部分單位高爐停爐時,當料面下降至爐腹時就停止富氧。
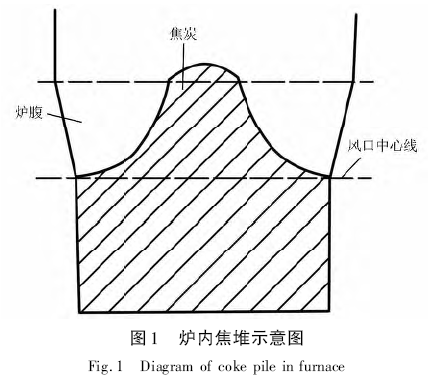
( 4) 原計劃4: 00 停爐,實際延長1 h,5: 00 停爐。根據料尺顯示和理論計算,3: 00 料面已經完全進入風口帶,但是直到5: 00 風口仍沒有吹空跡象,考慮到環保因素,5: 00 停爐。停爐后,18 日從風口進入爐內,發現爐內中心有1 個巨大焦堆( 圖1) 。
原因分析如下:
①切煤氣操作偏早。23: 08 根據理論計算料線深度和實際料線深度,料面下降至爐腹區域,爐內切煤氣操作。在切煤氣前,爐頂壓力平穩,爐內無爆震,布袋除塵系統工作正常,混合煤氣中含氫和含氧低于報警值。切煤氣、停止回收煤氣,主要考慮的是安全因素。在3#高爐降料面過程中,各項參數受控可以考慮再推遲1 ~ 2 h 切煤氣。
②18: 05 復風,23: 00 計算爐缸存鐵量達到200t 時,爐前開始組織出鐵,23: 45 南北鐵口同時打開,出鐵量210 t。按照邯鋼大高爐停爐操作經驗,最后一爐鐵出鐵時機把握2 個要點: 一是爐缸存鐵量達到200 t,另一個是局部風口吹空變暗。而本次操作盡管是在小休風復風后5 h 40 min 打開鐵口,也滿足爐缸存鐵量200 t,但是風口沒有吹空,早早地將爐缸渣鐵排放干凈,忽略了爐缸渣鐵可以燃燒熔化焦炭的作用。
③跟停爐前爐缸工作狀態有關。3#高爐爐缸工作狀態長期不好,中心死焦柱大,中心沒有吹透。
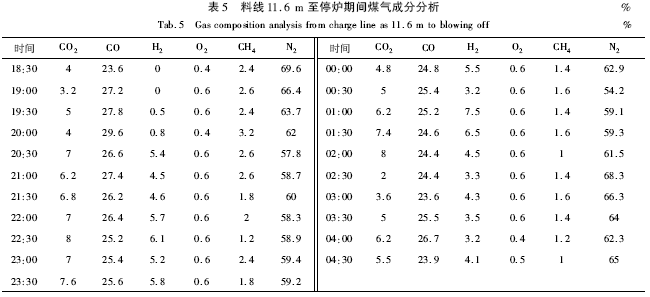
( 5) 理論上根據煤氣分析判斷料線深度: ① H2上升接近CO2值時,料面在爐身下部; ② H2 > CO2時料面進入爐腰; ③ CO2回升料面進入爐腹; ④ N2開始上升料面進入風口區。但從此次停爐煤氣分析看,分析結果和料線對應不明顯,如表4、表5 所示。料線11. 6 m 至停爐期間沒有發生過爆震。

4 結語
宣鋼3#高爐此次中修停爐,是宣鋼煉鐵廠第一次采用全部回收煤氣法停爐,實現了安全、快速、環保停爐,做到了經濟效益與環境保護的兼顧。