
趙志堅1 劉順心2 裴勇梅1 劉永超1 丁建國1
(1.首鋼京唐鋼鐵聯合股份有限公司冷軋作業部;2.唐山科技職業技術學院機電系)
摘要:本文簡單介紹了冷軋激光焊機設備及激光焊機焊接時序,詳細描述了激光焊機工作過程中的電動伺服控制系統和閥控缸控制系統,圖解了激光焊機核心閉環自動位置控制系統的流程,該文對冷軋激光焊機的設備使用和維護具有一定的指導意義。
關鍵詞:激光;焊機;位置控制;冷軋
20 世紀60年代初CO2等激光器誕生后,激光技術很快就在焊接領域得到了應用,隨著高功率激光器的出現,激光深熔焊得到迅速的發展。高功率激光焊接能量密度高,能焊接高硬度、高脆性及高熔點、高強度的材料;激光焊接時通過小孔效應,能獲得較大的焊接深度,且焊縫的組織致密、強度高,焊縫的機械性能相當于或優于母材;激光焊接熱影響區和變形區都很小,無需后續工序處理;可對高熔點、高熱導率、物理性質差異較大的異種或同種金屬材料進行焊接;激光焊接是無接觸加工,沒有工具損耗和工具調換等問題。[1]
1 冷軋激光焊機簡介
將激光用于焊接機器人是激光焊的一種重要形式,將激光器安裝在焊接機器人上進行焊接,大大提高了焊接機器人的焊接質量和適用范圍,該系統具有焊接速度快、功效高、全自動化特點,在船板、汽車生產線中激光焊接機器人具有越來越重要的地位。[2]
傳統的閃光對焊焊機、滾焊焊機只能焊接低強度鋼材并且焊接帶鋼的最小厚度只能達到 1.5mm 左右。由于閃光焊接影響到鋼材質量,并且在軋制時,特別是軋制高強度鋼種時,容易產生更多細小的縫隙,激光焊接技術很好的解決了這一難題。冷軋激光焊機負責原料帶鋼頭尾的焊接,完成產線無頭軋制生產,大大提高了冷軋生產線的工作效率。冷軋板厚大多0.1~6.5mm,焊縫間距0~1mm,因此焊機設備對控制精度要求很高。
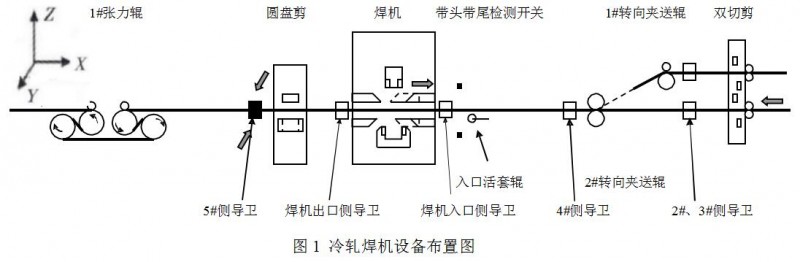
冷軋焊機設備布置圖如圖1所示。焊機主要設備有入口活套輥、帶頭帶尾檢測開關、焊機入出口側導衛、切邊剪、入出口夾鉗、沖孔設備、激光頭、喂絲設備等。

圖2 焊機焊接制時序圖
焊機焊接控制時序如圖2所示,在整個焊接時序中,基本上全是各種設備的位置控制,梳理整個控制過程,焊機自動位置控制(APC)匯總如表1所示。
表1 焊機自動位置控制(APC)匯總表
|
序號 |
控制名稱 |
執行元件 |
反饋元件 |
控制精度 |
|
1 |
入口剪刃調整 |
電磁閥控液壓缸 |
線性編碼器 |
±0.025 |
|
2 |
出口剪刃調整 |
電磁閥控液壓缸 |
線性編碼器 |
±0.025 |
|
3 |
入口支撐輥高度調整 |
電磁閥控液壓缸 |
線性編碼器 |
+0~-0.05 |
|
4 |
入口夾鉗水平橫移對中調整 |
電磁閥控液壓缸 |
線性編碼器 |
±1.0 |
|
5 |
焊縫間隙調整 |
電磁閥控液壓缸 |
線性編碼器 |
±0.025 |
|
6 |
入口夾鉗高度調整 |
電磁閥控液壓缸 |
線性編碼器 |
-0~+0.05 |
|
7 |
激光頭z軸高度調整 |
電磁閥控液壓缸 |
線性編碼器 |
±0.05 |
|
8 |
調整輪高度調整 |
電磁閥控氣動缸 |
線性編碼器 |
±0.1 |
|
9 |
后碾壓輪高度調整 |
電磁閥控氣動缸 |
線性編碼器 |
±0.1 |
|
10 |
激光頭x軸高度調整 |
交流伺服馬達 |
脈沖編碼器 |
±0.05 |
|
11 |
喂絲 |
交流伺服馬達 |
脈沖編碼器 |
- |
|
12 |
活套輥起套 |
電磁閥控氣動缸 |
光電開關 |
- |
|
13 |
入出口側導衛位置調整 |
電磁閥控液壓缸 |
光電開關 |
- |
|
14 |
入口夾鉗穿帶 |
電磁閥控液壓缸 |
光電開關 |
- |
|
15 |
入出口夾鉗夾緊 |
電磁閥控液壓缸 |
光電開關 |
- |
|
16 |
沖孔 |
電磁閥控液壓缸 |
光電開關 |
- |
|
17 |
剪切 |
電磁閥控液壓缸 |
光電開關 |
- |
|
18 |
C型架移動 |
交流伺服馬達 |
脈沖編碼器 |
- |
2 激光焊機位置控制系統
激光焊機自動位置控制系統分電動伺服控制和閥控缸控制系統兩種。
電動伺服控制包括交流伺服驅動和直流伺服驅動兩種,交流伺服系統因其相比于直流伺服系統更加優越的性價比,已逐步占據工業現代化發展中運動控制的主導地位。電動伺服系統按控制方式分開環控制、半閉環控制和全閉環控制三類,開環系統伺服電機由PLC發出脈沖信號進行控制,而無反饋信號,開環系統的精度一般由伺服驅動系統本身的精度所決定,無法通過運動部件實時的運行狀態進行反饋或調整,因此其精度不高,但具有穩定性好、控制簡單、成本低、維護方便等優點,如激光焊機中喂絲控制;半閉環控制和全閉環控制屬于閉環控制系統,他們的區別是位移測量元件的采樣點若是從執行機構中的電機或絲桿端部引出則為半閉環控制,如焊機的C型架移動位置控制,位移采樣點若是由工作臺上的運動部件上直接引出的則為全閉環系統,如焊機的激光頭x軸高度調整控制。
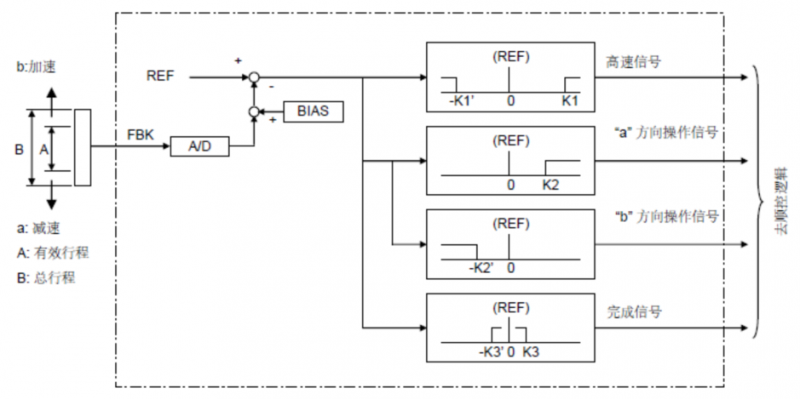
圖3 閥控缸自動位置控制 (APC) 框圖
閥控缸位置控制系統,分為簡單位置控制系統和精確位置控制系統。簡單閥控缸位置控制系統采用電磁閥和液壓缸、氣動缸控制,由接近開關檢測位置,控制精度要求較低,如焊機中的活套輥起套、入出口側導衛位置調整、入口夾鉗穿帶、入出口夾鉗夾緊、沖孔、剪切等的控制;精確閥控缸位置控制采用電磁閥、液壓缸、氣動缸、位置檢測線性編碼器組成閉環自動位置控制系統(APC),如焊機的入出口剪刃調整、入口支撐輥高度調整、入口夾鉗水平橫移對中調整、焊縫間隙調整、入口夾鉗高度調整、激光頭z軸高度調整、調整輪高度調整、后碾壓輪高度調整,閥控缸控制框圖如圖3所示。
APC開始,當目標設備位于減速區域以外 (|REF - FBK| > K1)時,設備高速向前或向后移動;當設備到達減速范圍(|REF - FBK| ≤ K1)時,設備減速至低速移動;當設備移動到ZE1 范圍 (|REF - FBK| ≤ K2)時,設備停止;當設備位于ZE2范圍 (|REF - FBK| ≤ K3),停止定時器超時后APC停止。操作示意圖如圖4所示。APC操作流程圖如圖5所示。
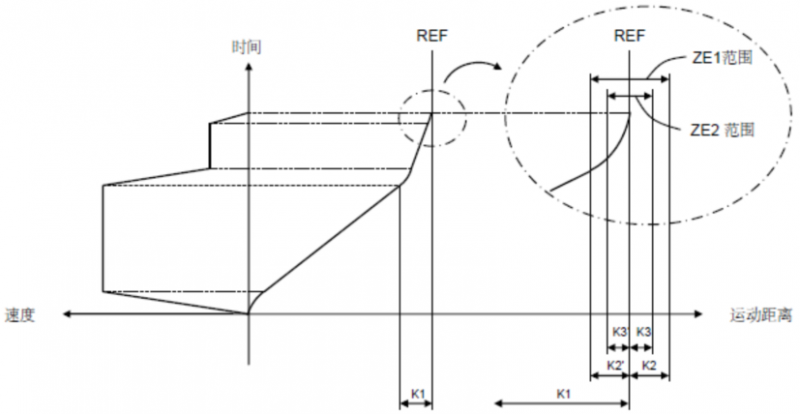
圖4 APC操作示意圖

圖5 APC操作流程圖
3 結語
一般規定生產線的方向為X軸,激光頭過程梁的運動方向為Y軸,與X,Y軸垂直的方向為Z軸,在焊接時激光焦點必須準確打在前后帶鋼對接的中心點才能將前后帶鋼完全熔接且保證焊縫質量良好,一旦激光焦點在 X 軸方向上偏離中心位置、在Z軸方向上聚焦不準確、前后帶鋼對接不準確等,焊縫質量便會急劇下降,該問題是酸連軋機組焊縫斷帶的主要原因之一,由于激光焦點位置在帶鋼對接焊接中的重要性及精確定位要求,激光焊機的涉及焊縫部分、激光焦點的定位都采用高精度的自動位置控制系統,來保證焊機的焊接質量,所以位置控制是激光焊機的核心控制系統之一,研究自動位置控制具有現實的指導意義。
參考文獻
[1] 張鏡斌,馬中偉,孫長濤等.高功率激光焊接的應用及發展.熱加工工藝.2005(3):64-67.
[2] 潘際鑾,鄭軍,屈岳波等.激光焊技術的發展.第十三次全國焊接學術會議論文.2009(2):18-21.