
宋燕民① 路見偉 陳 泉
(安陽鋼鐵股份有限公司 河南安陽 455004)
摘 要:煉鐵高爐在爐役中后期,由于風(fēng)口中套上翹,風(fēng)口角度發(fā)生變化后對(duì)爐缸和噴煤都有一定影響,且風(fēng)口大套密封面被擠壓變形,致使風(fēng)口中套與大套密封失效,高爐煤氣外泄,影響高爐安全生產(chǎn),為此研制出一種利用高爐大中修時(shí)在線修復(fù)風(fēng)口大套新技術(shù),并在安鋼兩座高爐大修時(shí)使用,取得良好效果。
關(guān)鍵詞:高爐;風(fēng)口大套;變形;在線修復(fù)
1 前言
煉鐵高爐在爐役中后期生產(chǎn)過程中,風(fēng)口組合磚由于長期受 K、Na、Zn、Pb 等有害元素侵蝕破壞作用,使風(fēng)口組合磚上漲,不斷擠壓風(fēng)口大套和中套下部,造成風(fēng)口中套不同程度上翹[1],風(fēng)口進(jìn)風(fēng)角度發(fā)生變化后對(duì)爐缸和噴煤都有一定影響; 風(fēng)口大套密封面被擠壓變形,致使風(fēng)口中套與大套密封失效,高爐煤氣外泄,影響高爐安全生產(chǎn)。
高爐風(fēng)口大套大部分設(shè)計(jì)為與爐殼焊接結(jié)構(gòu),更換難度較大,為此研制出一種利用高爐大中修時(shí)在線修復(fù)風(fēng)口大套新技術(shù),并在安鋼兩座高爐大修時(shí)使用,取得良好效果。
2 進(jìn)風(fēng)系統(tǒng)
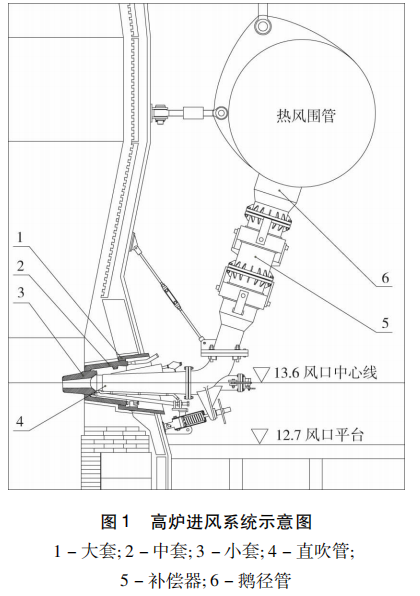
高爐進(jìn)風(fēng)系統(tǒng)如圖 1 所示,包括風(fēng)口大套、風(fēng)口中套、風(fēng)口小套、直吹管、補(bǔ)償器和鵝徑管; 風(fēng)口大套為鑄鋼件,無水冷,與高爐爐殼焊接固定一起; 風(fēng)口中套為銅件水冷結(jié)構(gòu),與風(fēng)口大套采用錐面密封,用 4 個(gè)頂絲定位; 風(fēng)口小套為純銅件水冷結(jié)構(gòu),下斜 5°,與風(fēng)口中套采用錐面密封,下沿用頂桿定位; 直吹管外殼為鋼結(jié)構(gòu),內(nèi)部澆筑耐火材料,前端部球頭有水冷,煤槍從側(cè)面插入,與風(fēng)口小套采用球面密封,與補(bǔ)償器采用法蘭連接,下部用拉桿拉緊保證與小套密封; 補(bǔ)償器外殼為鋼結(jié)構(gòu),兩組波紋管,內(nèi)部澆筑耐火材料,波紋管處耐火材料為迷宮式結(jié)構(gòu),與鵝徑管采用法蘭連接; 鵝徑管外殼為鋼結(jié)構(gòu),內(nèi)部澆筑耐火材料,與熱風(fēng)圍管焊接在一起。熱風(fēng)從熱風(fēng)圍管經(jīng)補(bǔ)償器、直吹管、風(fēng)口小套進(jìn)入爐內(nèi)。
3 風(fēng)口中套上翹對(duì)高爐生產(chǎn)的影響
1) 對(duì)爐缸的影響,風(fēng)口中套上翹后改變了高爐進(jìn)風(fēng)角度[2],熱風(fēng)從風(fēng)口進(jìn)入爐內(nèi)后不是按照原設(shè)計(jì)的向下斜 5°吹向爐缸中心,而是不同程度地向上發(fā)生了偏移,造成爐缸吹不透,嚴(yán)重的會(huì)導(dǎo)致爐缸堆積,尤其是爐缸邊緣不活,非常容易造成燒風(fēng)口小套。
2) 對(duì)噴煤的影響,風(fēng)口中套上翹后,小套的安裝角度也隨之發(fā)生變化,而直吹管的安裝位置及煤槍插入角度都是固定的,造成煤槍插不到風(fēng)口小套中心,在當(dāng)今高爐大煤比噴吹的情況下極易磨壞風(fēng)口小套,有時(shí)通過調(diào)整煤槍的彎曲程度使煤槍出口接近風(fēng)口中心,但稍有不慎煤槍可能會(huì)從中間磨漏,發(fā)現(xiàn)不及時(shí)將發(fā)生吹管燒的惡性事故; 甚至有些上翹嚴(yán)重的風(fēng)口已無法進(jìn)行噴煤,對(duì)高爐噴煤指標(biāo)影響較大。
3) 煤氣泄漏,風(fēng)口中套上翹后,中套與大套之間的相互擠壓,久而久之風(fēng)口大套被擠壓變形,使大套和中套之間的密封失效,高爐煤氣泄漏,給高爐安全生產(chǎn)帶來隱患。
4 治理措施及在線修復(fù)工藝研制
高爐風(fēng)口中套發(fā)生上翹后對(duì)爐內(nèi)操作和爐外安全都是隱患,但生產(chǎn)過程中無法處理,只能在高爐檢修時(shí)更換風(fēng)口中套來緩解一下上翹程度,從根本上解決不了問題,而且造成備件成本升高。由于風(fēng)口大套密封面已變形,即便更換了風(fēng)口中套,煤氣泄漏仍未解決,嚴(yán)重時(shí)整個(gè)風(fēng)口平臺(tái)煤氣濃度均在 200ppm 以上,靠近風(fēng)口區(qū)煤氣濃度更大,生產(chǎn)期間操作人員上風(fēng)口平臺(tái)都必須佩戴防毒面具。為治理煤氣泄漏,采取了很多辦法進(jìn)行封堵,但都收效甚微,只能靠軸流風(fēng)機(jī)強(qiáng)制通風(fēng)來降低煤氣濃度。
安鋼 2#高爐爐容 2800m3,有 30 個(gè)風(fēng)口,除1#和 16#為法蘭連接外其它均為焊接結(jié)構(gòu),爐役后期風(fēng)口中套不同程度上翹,大套密封面跑煤氣嚴(yán)重,高爐大修時(shí)決定徹底處理,但由于風(fēng)口大套與爐殼焊接的特殊結(jié)構(gòu),如果更換就必須對(duì)爐殼進(jìn)行切割和焊接,且風(fēng)口帶爐殼比較特殊,焊接工藝復(fù)雜,不可控因素較多,若留下焊接缺陷將影響下一代爐役的生產(chǎn),另因更換風(fēng)口大套將占用大修主工期且時(shí)間較長,故決定采用在線修復(fù)的方法進(jìn)行處理,高爐大修前夕,經(jīng)與設(shè)計(jì)院和施工單位共同研究試驗(yàn),研制出一種可在線修復(fù)高爐風(fēng)口大套的裝置,如圖 2 所示,動(dòng)力箱 6 是利用車床的床頭箱改裝后做為動(dòng)力源,主軸 2 由前支撐 1 和后支撐 5 固定,前后兩支撐均鑲銅套,前支撐 1 固定在風(fēng)口大套前端面,后支撐 5 固定在風(fēng)口大套外端內(nèi)壁上,成型刀架 4 穿在主軸 2 上,配有滑鍵,可在主軸 2 上滑動(dòng),加工風(fēng)口大套時(shí)用定位螺釘固定,成型刀架上安裝有進(jìn)刀臺(tái),進(jìn)刀臺(tái)的安裝角度與風(fēng)口大套密封面錐度一致,車銷進(jìn)刀時(shí)保證密封面 1: 4 的錐度,動(dòng)力箱 6 固定在底板 7 上,底板 7 為厚度 100mm 的鋼板。在線加工修復(fù)時(shí)動(dòng)力箱 6 帶動(dòng)主軸 2 旋轉(zhuǎn),成型刀架 4 隨主軸 2一起轉(zhuǎn)動(dòng),手動(dòng)進(jìn)刀進(jìn)行切銷。

5 風(fēng)口大套在線修復(fù)實(shí)施
1) 高爐停爐大修時(shí),爐內(nèi)爐料殘?jiān)F清理干凈,特別是風(fēng)口大套前端的作業(yè)空間要滿足施工要求,需更換的冷卻壁全部拆除后,保證進(jìn)入爐內(nèi)的作業(yè)安全。
2) 拆除風(fēng)口小套、風(fēng)口中套、直吹管及相關(guān)附件,風(fēng)口平臺(tái)清理干凈。
3) 數(shù)據(jù)測量,將風(fēng)口大套密封面清理干凈,用內(nèi)徑千分尺對(duì)大套密封面內(nèi)徑進(jìn)行測量,測出變形量,如表 1 是安鋼 2#高爐大修時(shí)實(shí)測的風(fēng)口大套數(shù)據(jù)。

4) 鋪設(shè)底板,安裝時(shí)底板上平面要保證水平,根據(jù)風(fēng)口大套的中心高和動(dòng)力箱的外形尺寸,底板上面標(biāo)高要留有動(dòng)力箱調(diào)整的空間,底板作為動(dòng)力箱的支撐平臺(tái),固定要牢靠,避免加工過程中動(dòng)力箱產(chǎn)生振動(dòng)或位移,底板位置調(diào)整好后,底板下部支撐點(diǎn)受力均勻,底板前端與爐殼焊接連接 3~4 處,后端與風(fēng)口平臺(tái)焊接加固,必須采用型鋼焊接的方式進(jìn)行加固。
5) 前支撐安裝,前支撐的結(jié)構(gòu)如圖 3 所示,大端直徑為 900mm,安裝前在風(fēng)口大套前端面上以大套中心為圓點(diǎn)畫出 Φ900 的圓作為參考線,將前支撐吊到位,調(diào)整位置使前支撐大端外圓與風(fēng)口大套前端面參考線重合,同時(shí)用水平儀測量內(nèi)孔處于水平狀態(tài),焊接固定。

6) 主軸用成型刀架安裝,主軸的安裝精度直接影響到風(fēng)口大套的修復(fù)質(zhì)量,主軸安裝調(diào)整分兩步進(jìn)行[3]。
⑴粗略定位,先將成型刀架和后支撐安裝到主軸上,整體吊裝至風(fēng)口大套內(nèi),成型刀架如圖 4 所示,對(duì)稱有四個(gè)支撐臂,支撐臂端部是經(jīng)過加工外形與風(fēng)口大套密封面尺寸一致,在兩個(gè)支撐臂之間安裝有進(jìn)刀臺(tái),安裝角度與風(fēng)口大套密封錐面斜度一致,輪轂上設(shè)有滑鍵槽和定位螺釘。調(diào)整主軸和成型刀架使支撐臂插入風(fēng)口大套密封面內(nèi),主軸前端插入前支撐銅套,主軸用水平儀測量保持水平,用鋼板尺測量主軸在風(fēng)口大套外端圓周四個(gè)方向的尺寸,調(diào)整為一致,焊接固定后支撐。

⑵精確找正,首先用水平儀測量,通過微調(diào)前、后支撐將主軸調(diào)整水平; 再用百分表測量風(fēng)口大套錐形密封面大端垂直方向尺寸,采用刀桿整體調(diào)整的辦法,將刀桿中心與風(fēng)口大套中心在豎直方向調(diào)整一致,用同樣的方法在風(fēng)口大套密封面小端將刀桿中心與風(fēng)口大套中心水平方向調(diào)整一致; 之后結(jié)合之前的測量數(shù)據(jù),采用借料加工的找正方式,用百分表測量,通過微調(diào)前后支撐和刀桿,使刀桿旋轉(zhuǎn)中心與風(fēng)口大套中心重合,誤差需控制在 0. 05mm 以內(nèi)。
7) 動(dòng)力箱安裝,根據(jù)已找正的主軸,利用百分表、水平儀及角度尺,調(diào)整動(dòng)力箱體位置,使動(dòng)力箱卡盤回轉(zhuǎn)中心與刀桿中心重合,連接主軸并將動(dòng)力箱固定在底板上。
8) 修復(fù)加工,將成型刀架后退,使四根支撐臂脫離風(fēng)口大套密封面,緊固定位螺釘將成型刀架固定在主軸上,根據(jù)風(fēng)口大套錐形密封面的變形量,選擇合適的刀具和切削用量,確保密封面加工后的精度和粗糙度,分多次車削修復(fù),直至密封面 90% 以上被加工到且同一點(diǎn)軸向無貫通狀未加工痕跡,加工完成后拆除所有裝置,用砂紙手工打磨拋光密封面; 用內(nèi)徑千分尺檢驗(yàn)并用提前準(zhǔn)備好的模具進(jìn)行試裝,用塞尺檢查裝配間隙,達(dá)到大套與中套的密合面間用 0. 10mm 塞尺檢查,塞入深度不大于接觸長度的三分之一為合格。
9) 風(fēng)口大套修復(fù)檢測結(jié)果,安鋼 2#高爐風(fēng)口大套在線修復(fù)后經(jīng)過用內(nèi)經(jīng)千分尺對(duì)錐形密封面實(shí)測,其不圓度均小于 0. 10mm,風(fēng)口中套安裝后恢復(fù)了水平狀態(tài),用 0. 10mm 塞規(guī)對(duì)密封面逐個(gè)檢測,插入深度均小于密封面接觸長度的三分之一,符合國家標(biāo)準(zhǔn) GB50372-2006《煉鐵機(jī)械設(shè)備工程安裝驗(yàn)收規(guī)范》中對(duì)風(fēng)口大、中套安裝驗(yàn)收標(biāo)準(zhǔn)要求。高爐投產(chǎn)后,檢查無煤氣泄漏,同時(shí)也解決了煤槍插不到風(fēng)口中心的隱患,達(dá)到了預(yù)期效果,滿足了高爐生產(chǎn)工藝需求。
6 結(jié)束語
1) 此在線修復(fù)風(fēng)口大套工藝只適合高爐大、中修或爐內(nèi)料面降至風(fēng)口以下且具備人員進(jìn)入爐內(nèi)作業(yè)的情況下才能進(jìn)行。
2) 因風(fēng)口大套密封面斜度為 1: 4,風(fēng)口大套密封面直徑每增大 1mm,風(fēng)口中套裝配時(shí)將多進(jìn)入爐內(nèi) 2mm,所以修復(fù)前實(shí)測風(fēng)口大套變形量,如果加工量過大將造成大套與中套配合長度變小,此時(shí)要考慮調(diào)整風(fēng)口中套裝配尺寸。
3) 效率較低,主要是主軸和成型刀架找正時(shí)間過長,一般安裝找正需要 15~18h,切削加工需要 6~8h,拆除需要 2h,修復(fù)一個(gè)大套約需要一天的時(shí)間,如果工期短且需修復(fù)數(shù)量較多時(shí),考慮準(zhǔn)備兩臺(tái)動(dòng)力箱及 3~4 套主軸、成型刀架等配套部件,循環(huán)作業(yè),可大大提高作業(yè)率。
4) 采用銅鋼一體型風(fēng)口中套,用密封板將中套與大套焊接在一起,因銅鋼一體風(fēng)口中套比全銅帶密封鋼圈的風(fēng)口中套焊接性能要好,焊接強(qiáng)度提高,使中套和大套成為一體,大大增強(qiáng)了風(fēng)口大套的抗變形能力[4]。
參考文獻(xiàn)
[1]謝建民等.高爐風(fēng)口套的損壞形式及原因分析[J].中國材料科技與設(shè)備,2007( 2) : 95-97.
[2]龔憲等.風(fēng)口中套上翹對(duì)高爐的影響及處理措施[J].梅山科技,2013( 5) : 56-57.
[3]趙亮.安鋼 2 號(hào)高爐風(fēng)口套在線鏜孔調(diào)試及找正研究[J].內(nèi)燃機(jī)與配件,2018( 20) : 149-150.
[4]王春生等.銅鋼一體中缸在首鋼高爐的研究與應(yīng)用[C].第七屆全國大高爐煉鐵學(xué)術(shù)會(huì)議論文集. 2006: 268 - 271.