
李迎輝
(首鋼長治鋼鐵有限公司煉鐵廠, 山西 長治 046031)
摘 要:長鋼 9 號高爐第一代爐齡結束,大修過程中面臨放殘鐵作業,考慮到近年來環保及安全管控升級,傳統放殘鐵作業方式在這兩方面均有欠缺,因此長鋼首次引進繩鋸在線切割工藝對殘鐵進行整體切割。主要介紹了繩鋸在線切割工藝的工藝要求及各項數據記錄,為以后高爐大修的殘鐵處理方式總結經驗。
關鍵詞:高爐大修;殘鐵處理;繩鋸在線切割工藝
1 概況
首鋼長鋼鋼鐵有限公司(全文簡稱長鋼)9 號高爐第一代爐役于 2009 年 6 月 28 日點火投產。2013年起爐缸二段冷卻壁局部熱負荷超過控制標準,2018 年 6 月起爐缸整體熱流強度大幅升高,局部達到 13 000 kcal/(m2·h)(警 戒 值 12 000 kcal/(m2· h)),同時,爐殼溫度大幅升高,局部達到 57 ℃(正常在 40 ℃左右)。至 2019 年 2 月 25 日,冶煉生鐵約 1100 萬 t,單位爐容產鐵量 10 185 t/m3。為了消除隱患,于 2019 年 2 月 26 日采用自動霧化打水空料線降料面停爐大修,采用繩鋸法對爐缸殘鐵進行了處理,較放殘鐵更安全環保省時,為在嚴峻的環保形勢下處理殘鐵積累經驗。
2 殘鐵處理方式的選擇
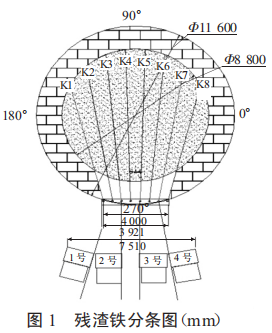
爐缸殘鐵的處理是高爐大修的重中之重,將直接影響后續工程進度。傳統處理方法采用放殘鐵方式,該方法在后續清挖爐缸時通常要采用爆破、火焰切割,一方面會使放殘鐵過程存在諸多不可控因素,危險性較大,另一方面清挖爐缸的過程效率低,爆破危險性也大,且火焰切割冒煙嚴重,環保方面限制較大,影響整個工程進度。為避免這些不利因素,本次高爐大修,經施工方寶冶推薦,公司研究,決定采用繩鋸在線切割工藝對殘鐵進行整體切割,再倒運出爐內,殘鐵轉運口選擇在地理位置寬敞的北側,南北方向切割八刀,將殘鐵切分成九大塊,使每塊具備吊裝倒運條件,在東西方向整體切割一刀的方案進行實施,此法安全可靠,無污染,且速度快、人力消耗少。殘鐵分解圖見圖 1。
3 殘鐵切割前的準備工作
9 號高爐于 2 月 26 日正式停爐大修,為了減少爐內殘鐵,停爐前最后一爐鐵兩鐵口大噴吹,空料線至風口水平線,停爐后,及時打水涼爐確保殘鐵溫度冷卻至切割要求,于 3 月 9 日具備繩鋸切割殘鐵的開孔工作。
4 殘鐵搬運及開孔位置的選擇
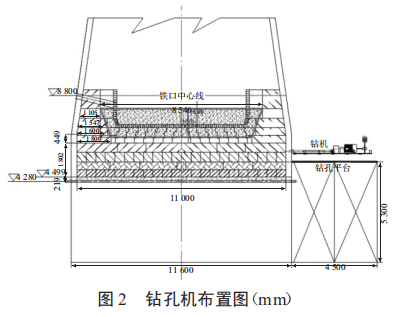
考慮到 9 號高爐所處位置,以及高爐整體配套設施大局不動的情況下,開孔及殘鐵搬運平臺需搭建在較為開闊的位置,且平臺必須牢固、寬敞、安全,平臺呈梯形,兩邊都應布置上下通道以保證平臺工作人員在緊急情況下可迅速、安全撤離。所以,殘鐵出口位置設立在位置合理的高爐爐基北側。開孔位置北側選擇在爐底下方第二層碳磚,從北到南鉆,鉆孔方向向上傾斜,鉆至南側爐底下方第一層碳磚的位置,東西方向鉆孔分布呈扇形,避免大面積損壞爐殼,示意圖見圖 1、下頁圖 2。
5 繩鋸切割原理
繩鋸切割過程實際是利用繩鋸在滑輪組上沿固定軌跡循環運動摩擦殘渣鐵面起到切割效果,滑輪組的位置固定后就確定了切割軌跡,為了能讓繩鋸運行軌跡在預定的軌跡上,就必須保證繩鋸在滑輪組上運行穩定可靠,不會偏移軌道。所以安裝滑輪組支架立柱時,確保立柱其根部穩定可靠。
6 繩鋸切割作業
6.1 殘鐵切割作業時間節點及記錄
3 月 10 日凌晨 02:30 開始第一輪切割,刀記為1、3、5、7,11 日 02:00 第一輪結束,11 日 08:30 第二輪開始,12 日 05:30 第二輪四刀 2、4、6、8 切割結束, 12 日 12:00 第三輪開始,13 日 04:00 繩鋸結束,共耗時 70 h。14 日 14:20 殘鐵清理結束。殘鐵處理共 108 h。
6.2 鉆孔及繩鋸切割時間記錄(見表 1)
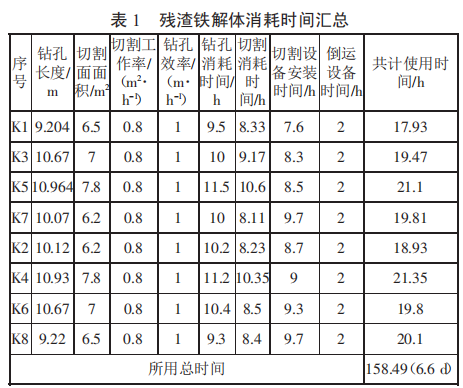
本次高爐大修殘鐵處理共耗時 108 h,約 5 d,較上次八高爐放殘鐵挖爐縮短 5 d。
6.3 分割后的殘鐵質量記錄(見表 2)
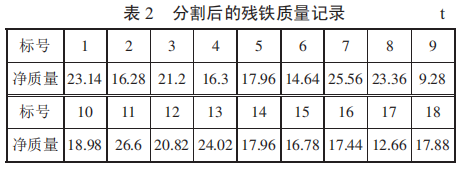
本次殘鐵分割后進行質量統計,總共 18 塊,共計 340.86 t,與停爐時根據鐵口工作狀況利用爐缸尺寸預測的 350 t 較吻合。
7 結論
本次殘鐵處理過程較為成功,為停爐殘鐵處理積累了寶貴經驗。
1)此次放殘鐵方案可行,所有設備設施可行,可以作為下一次殘鐵處理的依據,整個放殘鐵過程按計劃有序進行。
2)利用繩鋸在線切割工藝對殘鐵進行整體切割處理,較傳統放殘鐵的方式存在的優點:無污染、安全性高、提高了清挖爐缸的過程效率、用時短。
3)本次殘鐵處理過程中存在的不足:業過程中,因首次參與此類作業,數據的收集整理方面錯在誤差;作業過程中,設備的搬運及組裝用時較計劃時間長。