
吳官印1,姜彥冰2,蔣益2,李偉偉2,何沖1,龔繼兵2,趙華1,張智勇1
(1. 鞍鋼集團鋼鐵研究院,遼寧 鞍山 114009;
2. 鞍鋼股份有限公司鲅魚圈鋼鐵分公司,遼寧 營口 115007)
摘要: 針對鞍鋼股份有限公司鲅魚圈鋼鐵分公司 4038 m3 高爐高比例使用中塊焦炭后出現的風量萎縮、順行變差,尤其是高爐休送風恢復過程中爐缸活躍性差、煤氣流中心通道打不開、頻繁崩滑料現象,提出采取合理匹配上下部調劑、組織好爐前渣鐵排放、小焦布料制度以及改善休風料結構等措施。 實踐后,高爐實現了中塊焦比為 90 kg/t 情況下的長期穩定順行,休送風恢復未出現超時現象,適應了高比例使用中塊焦炭的生產。
關鍵詞: 高爐;中塊焦碳;罐焦;中心通道
鞍鋼股份有限公司鲅魚圈鋼鐵分公司 (以下簡稱“鲅魚圈”)由于焦化產能供不應求,且此時料場庫存有大量落地中塊焦炭, 為緩解焦炭供應緊張問題, 探索高比例中塊焦炭生產的可行性,于2018 年 9 月開始嘗試在 2 號高爐(4038 m3)生產中提高中塊焦比,最高中塊焦比達到 110 kg/t。 隨著中塊焦炭使用量的增加,高爐出現風量萎縮、順行變差情況,尤其是高爐休風后送風恢復過程,出現爐缸活躍性差、煤氣流中心通道打不開、頻繁崩滑料現象。為了最大限度降低高比例使用中塊焦炭給 2 號高爐帶來的影響,提出了一系列工藝改進措施,并進行了生產實踐。
1 中塊焦炭性能分析
焦炭在高爐內的反應可視為符合未反應核模型, 即碳的氣化反應依靠焦炭表面與煤氣接觸發生, 因此焦炭的平均粒度與反應速度必然有很大關系[1]。鲅魚圈 2 號高爐使用中塊焦炭粒度組成如表 1 所示。
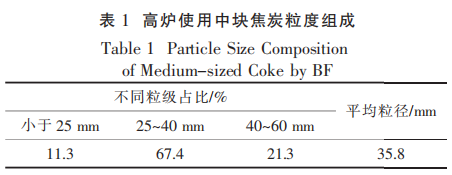
由表 1 可以看出, 中塊焦炭的平均粒徑為35.8 mm,高爐使用的大塊焦炭平均粒徑為 51.5 mm, 大塊焦炭與中塊焦炭體積比為 (51.5/35.8)3≈3.0, 即 3.0 粒中塊焦炭的質量相當于 1 粒大塊焦炭。相 同 質 量 的 兩 種 焦 炭 的 表 面 積 比 為 3.0×(35.8)2/ (51.5)2≈1.45,即同質量的兩種焦炭,中塊焦炭的表面積是大塊焦炭表面積的 1.45 倍。 表面積大意 味著反應時和氣體的接觸面積大, 中塊焦炭的反 應速度和能力都將高于大塊焦炭。 通過實驗室進行不同粒度焦炭的礦石還原試驗證實, 粒度少量 變化造成的焦炭氣化能力變化很大。 小粒度焦炭與大粒度焦炭相比,在高爐上部失碳率較高,產生 的粉末量也多[2]。
2 中塊焦炭使用現狀
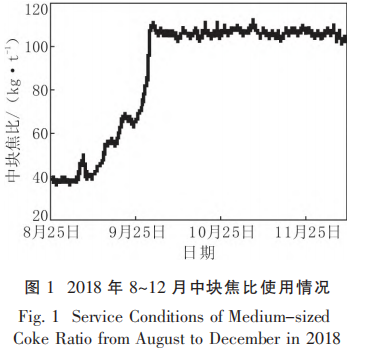
2 號高爐正常生產時的中塊焦比一般維持在40 kg/t 左右, 從 2018 年 9 月初開始增加使用中塊焦炭,具體使用情況如圖1 所示。 由圖 1 可以看出, 到 9 月 30 日中塊焦比已經增加至 110 kg/t, 并維持了近兩個月高中塊焦比生產。
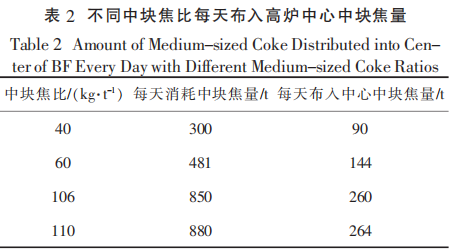
在焦炭布料制度不變的情況下,中塊焦比增加必然會造成布入高爐中心的中塊焦炭量的增加,具體情況如表 2 所示。 由表 2 可以看出,當中塊焦比達到 110 kg/t 時,每天約消耗 880 t 中塊焦炭,布入中心的中塊焦炭量約為 264 t, 是原來的 2.9 倍,每天布入高爐中心的中塊焦炭量大大增加。
由于 2 號高爐高比例使用中塊焦炭之后,焦炭平均入爐粒徑由以前的 50 mm 左右下降到 47 mm,整體焦炭粒級下降; 且中塊焦炭落地料場時間較長,經過長時間風吹日曬,粉末含量增加且水分含量高,導致焦炭質量劣化,存在反應能力強、平均粒度小、粒度衰減大的缺點。 因此,高爐高比例使用中塊焦炭后, 大量中塊焦炭從爐頂布入高爐中心, 隨著高爐冶煉進程最終進入爐缸成為爐芯焦的一部分,必然會導致爐芯死料堆焦炭粒度減小, 透氣透液能力下降,高爐順行變差。
3 高爐高比例使用回裝中塊焦炭的影響
3.1 高爐日常順行影響
高爐煉鐵原燃料質量的變化, 尤其是焦炭質量的變化,對高爐生產的影響是巨大的[3]。 隨著中塊焦比提高,2 號高爐順行狀態出現明顯變化。2018 年 8~12 月高爐風量、透氣性、風壓、壓差變化趨勢分別如圖 2 所示。
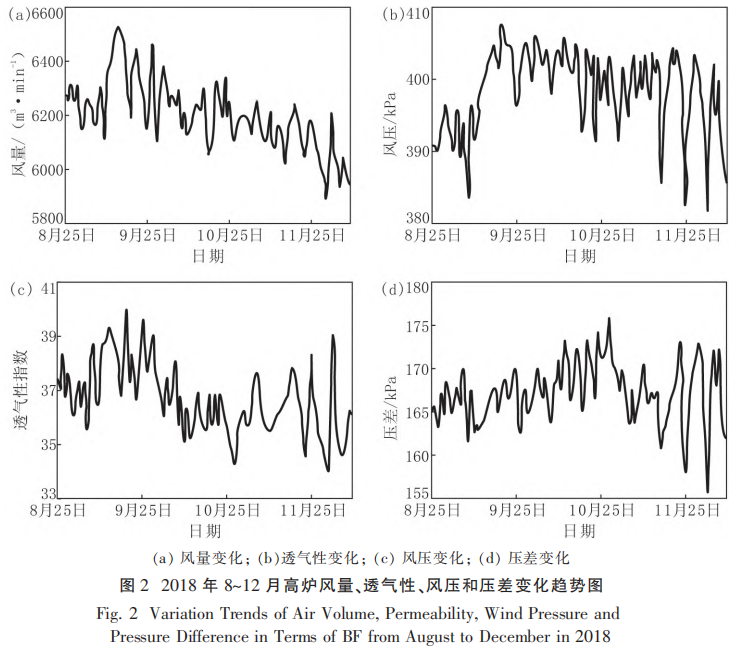
由圖 2 可以看出,隨著高爐中塊焦比增加,高爐風量由 8 月下旬的 6 300 m3 /min 左右銳減到12 月初的 6 000 m3 /min 左右,風量逐漸萎縮;風壓由390 kPa 升高至 400 kPa 左右,且后期由于爐況穩定性差,氣流存在竄氣現象,風壓波動加大,穩定性變差; 透氣性指數由 38 降低到 36 左右;壓差由 8 月下旬的 165 kPa 左右升高到 11 月初的 176 kPa,盡管高爐主動采取降低壓差操作,但由于氣流穩定性差,壓差依然波動較大。 后期高爐還出現利用率波動較大,爐溫不受控,操作上熱量上下浮動大,撤風溫操作增多,風口燒壞頻次增加等現象。
小塊焦在高爐下部大量粉化使下部透氣性和透液性顯著惡化,是高爐風壓和壓差升高、整體透氣性下降的主要原因[4]。 中塊焦粒度小,反應能力強,布入中心的中塊焦炭在中心氣流的作用下,自身反應速度非常快, 到達爐缸時粒度已經減小到非常小的程度,相對大塊焦炭,中塊焦炭進入爐缸會使爐芯焦的平均粒度減小, 惡化爐芯焦的透氣透液能力,弱化爐缸活躍程度,影響中心氣流穩定性,從而出現高爐不接受風量,順行變差的現象。
焦炭質量劣化導致爐芯焦的透氣透液能力下降,直接影響到爐缸內渣鐵排放工作;中塊焦比提高一段時間后,對鐵口的影響開始顯現,出鐵時鐵口出現噴濺大、出鐵過程鐵口出現卡焦、出鐵時間變短現象。 高爐高比例使用中塊焦炭后,全天出鐵次數由 7~8 次增加到 9~10 次, 有效出鐵時間由22.5 h 減少到了 21.5 h,爐溫波動大,兩場出鐵偏差大。
3.2 對休送風的影響
高爐高比例使用中塊焦炭后休送風情況如表 3所示。 生產中發現,高爐 3 次休風恢復時都出現了一些共同現象, 如休風前順行狀態不佳, 氣流發悶,燃耗低;送風后透氣性指數逐步降低到 30 以下,中心氣流通道打不開,邊緣氣流波動,容易出現急返熱現象,下料差,頻繁崩滑料,休風恢復嚴重超時等。 從工業實踐角度來看,高比例使用中塊焦炭對休風后送風恢復的影響最為顯著。
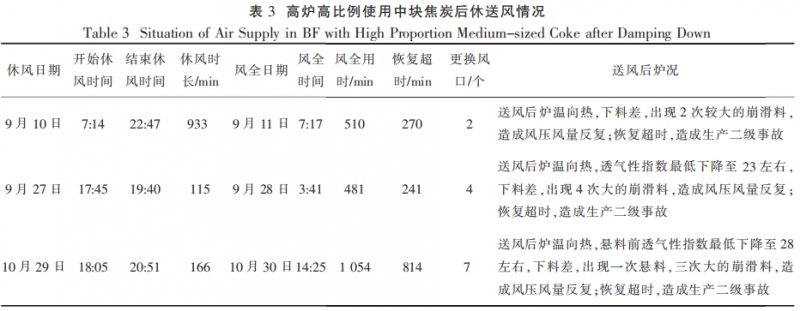
由于高比例使用中塊焦炭后, 進入高爐中心的中塊焦炭量增加,造成爐芯焦的粒度變小,爐缸活性變差。 當休風時爐缸焦炭徹底坐下來后顆粒間空隙收縮,渣鐵液運動停滯,爐缸活躍性降至最低,高爐送風前期,風量少、動能低,氣流很難一下突破透氣透液性變差的爐芯焦,中心氣流打不開,透氣性持續降低,氣流被迫流向邊緣,造成壁體波動、水溫差上升。 同時軟熔帶根部上移,下料失去支撐,崩滑料頻繁,整體上形成類似爐缸局部冶煉的效果,爐溫出現急返熱的現象。 隨著中塊焦比的提高,風口燒壞的現象也變得較為突出,高爐被迫短期內連續休風更換壞風口。
4 改進措施及實踐效果
4.1 合理匹配上下部調劑,保障高爐穩定順行
大量中塊焦炭入爐, 導致高爐順行出現一系列不好的變化,本質原因是爐缸活性降低,爐芯死料柱透氣、透液能力降低。 因此,操作方面要以活躍爐缸為目的進行上下部調劑。 上部調劑要建立“以風為綱”的操作理念,以活躍爐缸為目的的操作思路,強調中心加焦占比,發展中心氣流,穩定邊緣熱負荷;下部調劑采取縮小風口面積,增加鼓風動能,適當降低煤比,減輕焦炭負荷等措施。
4.2 組織好爐前渣鐵排放
針對鐵口出現的問題,加強爐前出鐵組織,使用更抗噴濺的無水炮泥,合理調整打泥量,保證鐵口深度在 3.3~3.6 m 之間,適當縮小鉆頭,保證有效出鐵時間不低于 22.5 h,渣鐵排放及時,避免出現爐缸憋壓現象,為爐況盡早改善創造了條件。
4.3 采取小焦布料制度, 避免中塊焦炭布入高爐中心
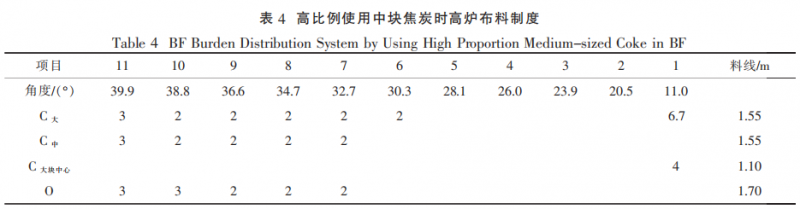
為了避免中塊焦炭布入中心,高爐采取了小焦布料制度(C 大塊中心),即將原本應該布入中心的中塊焦量用大塊焦炭代替,單獨使用中心加焦料制進行布料,在布料程序中使用單獨指針;同時將大塊焦炭和中塊焦炭分批入爐,中塊焦批使用非中心加焦料制布料,在布料程序中使用單獨指針,大塊焦炭單獨采用中心加焦的料制布料,在布料程序中使用單獨指針。 為了維持爐頂料面的穩定,根據大塊焦、中塊焦、小焦、礦石等礦批在爐頂形成的料面厚度,使用不同的料線控制翻料。高爐高比例使用中塊焦炭時期高爐布料制度如表 4 所示。
4.4 改善休風料結構,保障中心氣流通道
針對高比例使用中塊焦炭后, 高爐休風恢復困難、嚴重超時的問題,從改善爐缸活躍狀態,即提高透氣透液能力上著手。 短期休風時,提高入爐焦比,降低休風料焦炭負荷 6%,休風前 3~4 h 把兩罐焦炭布入中心, 保證送風后中心通道容易打開;控制休風前熱量使用,根據爐況提前 4 h 減少或停止噴煤, 保證休風前 0.3%~0.4%左右的爐溫水平。 長期休風時,只需要根據實際情況調整休風料焦炭負荷和布入中心罐焦數量即可。
采取上述改進措施后,在高爐使用中塊焦比為90 kg/t 的情況下,高爐順行依然維持較好狀態,風量穩定在 6 200 m3 /min 左右, 透氣性指數穩定在 36 左右,風量風壓逐漸平穩,鐵口狀態得到有效改善,全天出鐵有效時間平均達到 22.5 h,高爐休風后恢復過程也變得順利, 中心氣流得到充分保障,未再出現恢復困難現象,高爐逐漸適應了高比例使用中塊焦炭的生產,生產穩定順行。
5 結語
由于高比例使用中塊焦炭會導致焦炭實際入爐粒度下降,且中塊焦炭的比表面積大,反應能力強,進入爐缸會惡化爐芯焦的透氣透液性,鞍鋼股份有限公司鲅魚圈鋼鐵分公司 2 號高爐在嘗試高比例使用中塊焦炭生產初期,高爐日常順行、爐前出鐵和休送風均受到了影響。 通過采取合理匹配上下部調劑、組織好爐前渣鐵排放、小焦布料制度以及改善休風料結構等措施, 在后期使用 90 kg/t中塊焦比的情況下, 高爐依然維持了較好的順行狀態,休風后送風恢復也未出現超時現象,高爐逐漸適應了高比例使用中塊焦炭的生產, 實現了穩定順行。
參考文獻
[1] 李肇毅, 儲濱, 吳勝利. 小塊焦對高爐焦比的影響[J]. 寶鋼技術, 2013(6): 1-5.
[2] 呂青青, 杜屏, 周俊蘭. 高爐塊狀帶焦炭劣化機理 [J]. 鋼鐵,2016, 51(1): 13-17
[3] 曾琦, 李明, 賈彬. 唐鋼南區 3200 m3 高爐焦炭質量劣化對策[J]. 河南冶金, 2015, 23(4): 43-45.
[4] 徐萬仁, 張龍來, 張永忠, 等. 高小塊焦比操作對高爐透氣性和煤氣流分布的影響[J]. 煉鐵, 2005, 24(5): 27-30.