
尤 石,曹 海,陶 華,趙淑文
(馬鋼股份公司煉鐵總廠 安徽馬鞍山 243002)
摘 要: 對馬鋼 2 號高爐爐況波動的原因和處理進行了總結。2 號高爐投產不久,也就是 2018 年 2 月中下旬爐況出現波動,從高爐上下部制度、焦炭的庫存和質量等方面進行分析,并根據爐況波動不同的階段采取相應措施,避免了爐況失常,實現爐況根本性的好轉,產量大幅度提高,取得較好效果。
關鍵詞: 高爐; 爐況處理; 焦炭; 恢復
馬鋼 22 500 m3 高爐 2018 年 1 月下旬受雨雪冰凍天氣的影響,臨渙定制焦運輸受阻,庫存不斷下降至預警狀態,高爐逐步控氧至 5 000 m3 /h,負荷退至 4. 40,產能由 6 300 t /d 下滑至 5 800 t /d。2 月初隨著臨渙定制焦庫存的緩解,高爐開始逐步強化,氧量恢復至 11 000 m3 /h,產能上升至 6000 t /d 以上; 中旬臨渙定制焦炭質量下滑,灰分和硫頻繁超標,隨后爐況急劇下滑,高爐不易接受風量,風量萎縮至4 200 m3 /min,負荷退守至4. 20,維持氧量 8 000 m3 /h,高爐產能在 5 500 t /d - 5 700t /d。
1 爐況波動原因
自從 2017 年 10 月 10 日開爐以來,高爐操作制度不匹配,鼓風動能不足,爐況穩定性差,隨后2018 年 1 - 2 月受到臨渙定制焦庫存和質量的雙重打擊,高爐出現波動,具體原因如下:
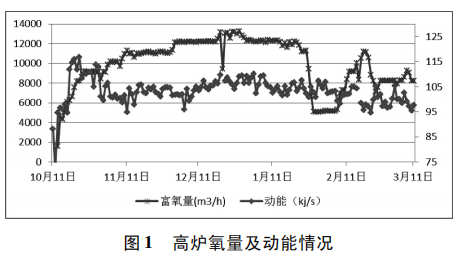
下部制度不合理。自去年 10 月 10 日開爐以來,高爐一味追求產能,高富氧,氧量最高時達到13 000 m3 /h,風量一直維持 4 600 m3 /min 左右,鼓風動能偏低( 見圖 1) ,導致爐缸中心死料柱肥大,致使爐缸中心透氣性、透液性變差。進入 2018 年1 月,爐缸狀況下滑較為明顯,體現在爐缸脫硫能力下降,1 - 2 月有 4 次硫出格。
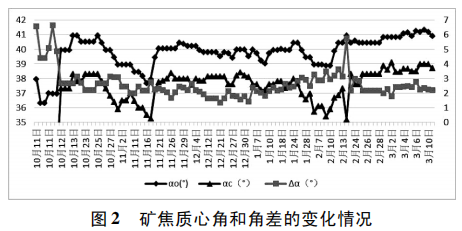
上部制度不合理。開爐后高爐一直采用礦焦大角度壓制邊緣的布料模式,頂溫時常存在拉升現象。10 月 31 日檢修后勘察料面,料面平臺窄,只有 0. 8 m 左右,嘗試將布料角度整體向中心推移,爐況穩定性變差,加減風較為頻繁,產能下滑,隨后布料制度上進行回調; 12 月 21 日檢修再次勘察料面,料面幾乎沒有平臺,后續布料制度又做了大量嘗試,都以失敗而告竣( 見圖 2) 。
高爐限產。2018 年 1 月下旬,爐況出現下滑,氣流穩定性差,退負荷至 4. 56,26 日因臨渙定制焦庫存預警,開始逐步限氧至 5 000 m3 /min,高爐同時退負荷至 4. 40。期間,高爐嘗試使用大風量維持下部送風參數在合理范圍,但效果不理想,爐內表現風壓波動大,偏尺滑料較為明顯。
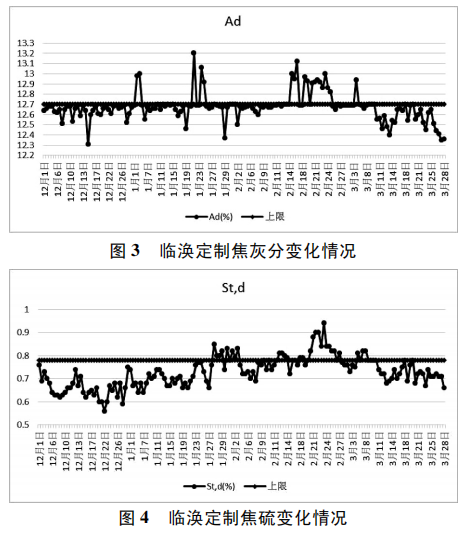
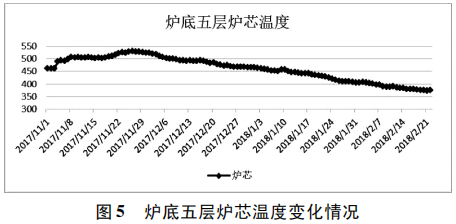
臨渙定制焦質量劣化。2018 年 1 月份下旬開始,臨渙定制炭質量明顯劣化,焦炭灰分、硫分出現明顯升高,連續出現不合格批次。1 月 24 日灰分超標,2 月 16 - 24 日灰分持續超標( 見圖 3) ; 1 月29 日 - 2 月 3 日硫持續超標,2 月 21 日 - 3 月 8 日硫頻繁超標( 見圖 4) ,隨后 2 月下旬爐況下滑,風量逐步萎縮至 4 200 - 4 300 m3 /min。
強化冶煉進程過快。高爐自 2 月 7 日開始氧 量由 5 000 m3 /h 逐步加至 9 000 m3 /h,但高爐的產能沒有上升,高爐減風較為頻繁,布料制度上將礦焦平臺整體外抬,礦石寬度由 7. 5°縮至 7°,并退負荷 0. 1 至 4. 42。14 日爐況出現好轉,負荷回歸至4. 50,高爐產能也上升至 6 000 t /d 以上。隨著高爐進一步強化,氧量加至 11 000 m3 /h,負荷加至4. 60,產能反而下降,風量萎縮,先后退負荷,調料制保風量,但效果不理想。
2 爐況波動處理措施
此次爐況波動的原因認識大家看法是一致的。在爐況處理上,慮到是爐缸中心堆積問題,風口又沒有出現燒損,改變以往的堵風口的操作模式,想通過上部料制的調整,同時改善焦炭質量、渣系、強化爐前出鐵等措施,但效果不佳,最終休風堵風口, 維持合適的鼓風動能來恢復爐況。根據爐況波動和恢復的進程,大體可以分為三個階段:
2. 1 第一階段: 爐況下滑階段處理措施( 2 月 18 日 -2 月 28 日)
布調整料制度。針對兩道氣流不暢,不管采取壓制邊緣還是疏松邊緣保高爐風量,但爐況下滑的局面沒有改觀,至 2 月 28 日風量下滑至4 200 m3 /min。
調整負荷。根據爐況下滑的程度,將全焦負荷由 4. 59 逐步退至 4. 20,但氣流穩定性依然較差,墻體溫度波動大,爐內主要體現在風壓波動,加減風較為頻繁,爐溫可控性差,不易平衡。 調整渣系。爐芯溫度自去年 11 月 26 日創開爐新高以來,爐芯溫度不斷下滑( 見圖 5) ,說明爐缸中心死料柱透液性在變差,可能存在中心堆積。為此,通過降低核料爐渣堿度使得實際爐渣堿度維持在合理水平,來改善爐缸渣鐵的流動性。22 日、24 日、27 日各降核料堿度 0. 01,核料堿度由 1. 16 降至 1. 13。
改善中心焦炭粒度。[1]加入中心的焦炭,由于參加氣化反應很少,達到爐缸后強度仍然較好,應該使用大粒度焦炭來改善死料柱的透氣性和透液性。為此,28 日更換 5B 篩網,將 5B 篩網 Φ22 mm 擴大為 Φ25 mm。
強化爐前出鐵。為了保證渣鐵及時出凈,不因渣鐵影響到爐內操作,規范爐前出鐵,將開口間隔控制在 10 min 左右,來渣時間控制在 30 min 以內,出鐵時間控制在 2h 左右,并根據出鐵時間的長短調整鉆桿直徑,來渣時間超過 30 min 打開另外一個鐵口重疊。
2. 2 第二階段: 爐況艱難維持階段處理措施( 3 月1 日 -3 月 12 日)
構建“平臺 + 漏斗”模式。[2]根據第一個階段布料制度的調整分析認為,風量上不去的原因是方溜槽料流區間窄,礦石 4 個檔位不夠,需增加一個檔位,兩檔位之間應該是等面積的關系,這樣有利于平臺規整,減少礦石和焦炭的滾動,對兩道氣流的穩定是有好處的,自 3 月 1 日開始,將布料平臺礦石和焦炭增加一個檔位,依據邊緣流和墻體溫度的反應情況進行微調,但風量上不去,維持在現有的水平。6 日認為之前搭建焦與礦平臺有所差距, 30°焦盡量靠平臺,礦的圈數較多,重新調整布料平臺,之后也進行了微調,但結果依然不理想,風量維持在原有水平,沒有突破。
改善靠中心焦炭粒度。面對臨渙定制焦比自產干熄焦質量差的特點,繼續改善靠中心焦炭粒度來彌補質量缺陷,有利于中心氣流更加穩定。5 日又 更 換 6B 篩 網,將 6B 篩 網 Φ22 mm 擴 大 為Φ25 mm。
制定操作方針。為了避免個人經驗的不足,隨意操作,每天早晚技術組人員討論,根據討論的結果來制定操作制度,當班跟班人員依據操作制度來操作,確保高爐操作合理化、規范化。
強化爐溫管理。爐溫的穩定是處理爐缸的關鍵。爐溫低于 0. 40% 時,要采取增熱措施; 爐溫連續兩罐低于 0. 30% 時,要考慮減風過渡,必要時加輕料 0. 3 t /ch,確保爐缸熱量充足。
2. 3 第三階段: 爐況恢復階段處理措施( 3 月 13 日 -4 月 5 日)
堵風口操作。只靠上部料制調節效果不理想,決定調整下部送風制度,于是 12 日休風堵 3# 、9# 、 14# 、26# 共 4 個風口,將風量加至 4 200 m3 /min,氧恢復至 8 000 m3 /h,在風量能夠穩定在目標風量后,按照實際風速 260 - 270 m /s,動能 > 120 kJ /s 決定開風口的速度。12 日 - 13 日先后開 3#、14# 風口,風量加至 4 450 - 4 500 m3 /min,高爐產能也 上升至 5 800 t /d 左右。隨著爐況的好轉,19 日開 9# 風口、22 日開 26#風口,風量也回歸至目標風量 4 650 - 4 700 m3 /min,23 日高爐產能達到 6 008 t /d,完成初步目標。
縮小風口面積。自開爐以來風口面積過大,全開風口鼓風動能低于 110 kJ /s,現有的風量與風口面積不相適應,4 月 3 日利用檢修機會將 13# 、18# 、 25# 、30# 風口直徑 120 mm 縮小為 110 mm,使得風口面積由 0. 3394 m2 縮小為 0. 3321 m2 ,確保鼓風動能達到或接近 115 kJ /s,這樣風口回旋區形狀和大小適宜,爐缸周向和徑向的氣流和溫度逐步趨于合理,改善了爐缸中心死料堆的透液性和透氣性。
校探尺。高爐探尺不準確,影響高爐上部料制的調整,于是利用檢修的機會對探尺進行了校正。根據校核結果 1 號探尺反饋值與實測差值差 0. 195 m,2 號探尺反饋值與實測差值差 0. 102 m,于 是將 1、2 號探尺各調整 0. 1 m( 檢修位 - 4. 60 m) , 又將 3 號雷達探尺的顯示值定為 1、2 號探尺的平 均值,利用前后差值將 4 號尺顯示值增加 0. 35 m。
調整布料制度。上部料制在爐況恢復期間未做大的調整,但小的調整較為頻繁。在日產生產過程中根據邊緣流、墻體溫度、偏尺、壓量關系等情況適當調整,但爐況穩定性沒有徹底改善,時常還存在壓量關系緊張現象,加減風較為頻繁,布料制度有待進一步優化。臨渙定制焦質量好轉。經過公司采購和鐵前技術處的協調下,到達焦炭庫臨渙定制焦質量自 3 月 11 日以后明顯好轉,焦炭灰分維持在 12. 50% ,硫維持在 0. 70% 的水平。隨著好焦炭進入爐內,爐況逐步好轉,風量、負荷、產能逐步向正常水平回歸。
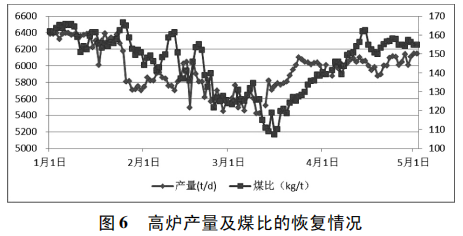
3 生產業績
經過一個多月對爐況的處理,風量、負荷、產能逐步向正常水平回歸,并不斷強化,其技術指標如圖 6 所示。
4 結論
這次爐況波動處理的周期較長,產量損失較多,其中爐況波動的原因和處理過程值得我們反思:
鼓風動能偏低。開爐后風量上不去,沒有縮小風口面積,造成鼓風動能偏低,風口回旋區深度偏淺,加大了中心死料柱的體積,造成中心堆積。 高爐操作把控能力不足。在爐況波動前兩個月,高爐核心作業長對低爐溫控制不到位,爐溫波 動大,時常存在低爐溫,有時持續低爐溫,影響爐缸的活度,嚴重時可能造成中心堆積。[3] 焦炭質量下滑。焦炭質量是高爐的生命線,沒有好的焦炭質量,就沒有持續穩定的爐況,因焦炭質量的惡化,造成爐況失常的事故在國內比比皆是; 如果是焦炭質量影響的爐況波動,就要改善焦炭質量入手。
高爐風量偏離正常風量超過 5% 時超過 2 天,就得退負荷保風量,如風量繼續維持在現有的水平,就得休風堵風口,維持合適的風速及動能是關鍵。
參 考 文 獻
[1] 周傳典. 高爐生產技術手冊[M]. 北京: 冶煉工業出 版社,2008
[2] 王玉明,董超.“平臺十漏斗”布料方式在宣傳鋼 2 號 高爐的應用[J]. 中國高新技術企業,2012( 7) : 60 - 60
[3] 許欽伸. 馬鋼 B 高爐中心氣流不足和爐缸堆積原因的分析[J]. 鋼鐵研究,
2013,41( 5) : 46 - 48