
馬明鑫
( 唐山鋼鐵集團有限責任公司,河北 唐山 063000)
摘 要: 唐鋼 3 號高爐風口小套頻繁損壞,本文從原燃料、裝料制度、熱制度等方面分析了風口小套破損機理,經實踐探索出了適應爐況順行的操作制度及技術措施,極大降低了風口小套破損率,提高了技術經濟指標。
關鍵詞: 高爐; 風口小套; 破損率
0 引言
唐鋼新區 3 號高爐于 2021 年 4 月開爐,截止到2021 年 12 月 31 日,共計風口小套損壞 31 個,月均破損達到 3.44 個,破損率達到 18.39% /10 ktFe。與國內外先進大型高爐相比差距較大,首鋼 2 號高爐全年風口小套破損 20 個以內,濟鋼 3 號高爐甚至最好指標達到全年零破損[1]。由于風口小套破損嚴重須高爐進行休風更換處理,嚴重影響了高爐的穩定順行。為此,根據風口小套破損機理制定了一系列降低風口破損率措施,2022 年底風口小套破損率大幅降,有效提高了爐況穩定性和適應性。
1 風口小套破損機理及控制措施
1.1 改善原燃料條件
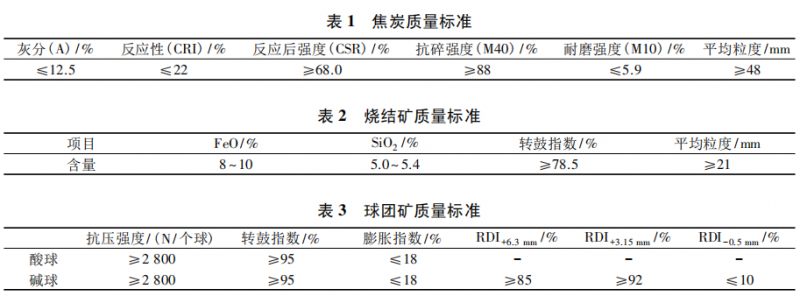
原燃料質量差尤其是焦炭質量,作為爐內料柱骨架其對煤氣流穩定起到關鍵作用[2]。尤其是冬季,北方地區溫度較低,對于燒結礦生產來說,精礦粉含水較大,易出現大量的凍塊,使燒結配料過程中出現大量卡倉現象,嚴重影響配料的精準性和堿度的穩定,同時也影響燒結料的混勻,最終影響燒結礦質量。其它原燃料,如球團、塊礦、焦炭等,也會因冰凍而沾粘結大量粉末,糊粘篩分設備,降低篩分效率,使入爐粉末量增加,影響高料柱透氣性,進而影響高爐的順行狀況。唐鋼制定了嚴格的原燃料質量控制標準,最大限度的避免由于大量粉末爐料入爐造成的爐料透氣性差,爐內壓差偏高,邊緣氣流不穩的現象。原燃料質量達到標準條件時,爐況穩定性大幅提高,風口破損率明顯下降,生產結果分別見表1、表 2 和表 3。
1.2 優化裝料制度
唐鋼新區 3 號高爐中心焦量較大,中心氣流較盛,邊緣氣流過度控制,壁體溫度偏低且呆滯,易形成爐墻粘結,不利于爐況的穩定順行,渣皮脫落易砸壞風口上部[2]; 如果邊緣溫度過高,則造成爐墻渣皮剝落頻繁,氣流波動大,易造成風口小套損壞,通過不斷地調整布料制度放邊或壓邊,尋求最佳的中心與邊緣兩道氣流控制條件尤為重要。通過“保證中心氣流,穩定邊緣氣流”的料制控制原則,優化布料制度,保持壁體溫度、靜壓穩定,全爐溫差區間逐步壓縮穩定至 1.6~2.0 ℃,壁體溫度維持在 60~200 ℃,形成穩定的操作爐型,提高風口小套周圍工作環境的穩定性,極大提升了風口小套對爐況波動的適應能力。
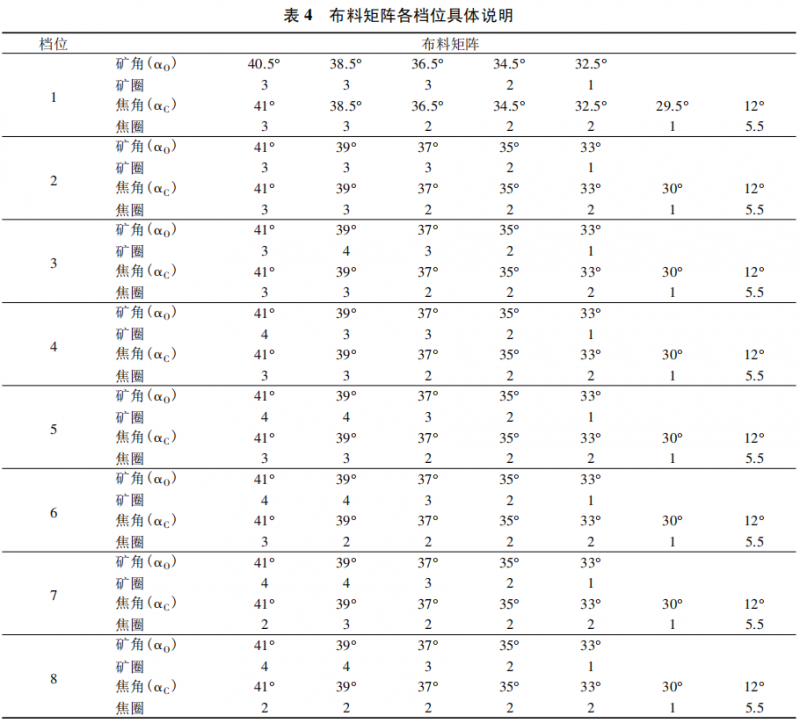
生產實踐證明裝料制度是操作爐型最有效的修正手 段。當 壁 體 溫 度、靜 壓 波 動、全 爐 溫 差等表征渣皮狀態的數據超出理想范圍時,及時對布料制度進行相應調整( 壓邊或放邊) 來保持合理的操作爐型,使爐墻粘結的渣皮厚度穩定,形成良性循環,達到爐況長期穩定順行,同時避免渣皮頻繁脫落砸壞風口小套。實際生產中將布料矩陣按照高爐邊緣礦石和焦炭布料比例分為八個檔 位,通過調整檔位有效控制高爐邊緣溫度,從而使全爐水溫差維持在 1. 8 ± 0. 2 ℃ ; 當高爐全爐溫差偏離時,調整布料矩陣檔位來加快或減緩高爐壁體渣層的形成速率,以達到穩定高爐操作爐型。布料制度一至八依次為加重邊緣,反之為減輕邊緣,見表 4。
1.3 優化送風制度
鼓風動能不足,風口回旋區變小,渣鐵就可能燒損風口小套的前端,3 號高爐以風量為中心,保證日常生產風量維持在 6 000 m3 /min 來提供充足的風速和鼓風動能,同時富氧逐步增加至 28 000 m3 /h,最大限度提高風口小套的鼓風效率,日產生鐵達到8 800 t,風口破損率大幅度下行至 13.34% /10 ktFe。
1.4 穩定爐缸熱制度
熱制度作為高爐生產最基本的操作制度,熱量低水平控制易造成渣鐵黏度增大、流動性變差,易造成風口小套燒損高水平控制,高爐整體溫度場梯度增大,局部溫度波動加劇,風口小套承受的熱應力增大,易造成風口小套的損壞,因此,熱制度需保持在合理范圍內,并穩定控制[3]。實際生產中,維持鐵水物理 熱 1 500 ~ 1 520 ℃,[Si]控 制 在 0. 3% ~0.4%,生產數據顯示,采用本熱制度控制措施后,爐缸中心溫度呈穩步持續上升趨勢,開始爐缸中心溫度達 500 ℃,之后在 550 ℃左右穩定波動,保證了爐缸持續活躍,渣鐵流動性良好,避免了爐缸堆積及“泛液”現象的發生,煤氣流對風口小套的沖刷損耗大幅降低。
1.5 平衡造渣制度,強化爐前渣鐵處理工藝
大多數風口小套破損主要是由于渣鐵的熔損造成的。唐鋼 3 號高爐要求定期進行爐渣黏度檢驗,確保爐渣黏度適宜、脫硫效果良好,爐渣堿度控制在1.18±0.02,渣鐵比控制在 290 ~ 310 kg /t。尤其長期休風后送風恢復或處理異常爐況時,平衡好爐渣堿度,保證送風后涼渣鐵能及時排出。維護好鐵口狀態,提高炮泥質量,保證鐵口深度 3.4 ~ 3.6 m,出鐵間隔控制在 10 min 以內,見渣率保持在 80%以上,做到出鐵連貫有序。
2 實踐效果分析
經過 2022 年度的一系列生產技術控制措施的實施,3 號高爐長期爐況整體穩定順行,爐缸工作均勻活躍,生鐵產量水平持續提高,高爐日產鐵量突破8 300 t,高爐風口小套破損率控制效果顯著,風口小套破損率持續降低,如圖 1 所示。
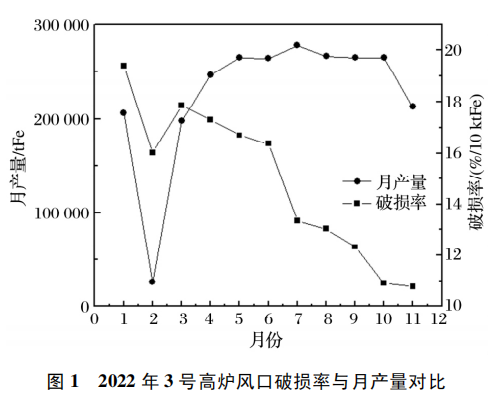
截至 2022 年 11 月風口小套破損率降至10.77% /10 ktFe,相較于 2021 年的 18.39% /10 ktFe,風口小套破損率大幅降低,高爐休風更換漏水風口次數明顯減少。
3 結語
風口小套是高爐送風系統的關鍵部件,降低風口小套破損率對高爐的穩定順行有著十分重要的意義。現將降低風口小套破損率控制措施總結如下:
⑴強化原燃料管理,避免大量粉末入爐,改善高爐透氣性,保持爐況長期穩定,降低風口小套破損;
⑵鐵水[Si]0.3% ~ 0.4%,物理熱≥1 500 ℃ 控制,維持熱制度的穩定控制,保證爐缸中心溫度在500~550 ℃穩定波動,爐缸熱量充足、爐缸活躍;
⑶以“穩定中心氣流,控制邊緣氣流”為原則,不斷優化布料制度,壁體、靜壓穩定,全爐溫差 1.6 ~2.0 ℃范圍波動,以改善風口小套工作環境; ⑷選擇合適的造渣制度,堿 度 控 制 在 1. 18 ±0.02,渣鐵比控制在 290~310 kg /t,保證爐渣黏度適宜、脫硫效果良好;
⑸堅持“吹透中心”的下部調劑操作方針,風量維持在 6 000 m3 /min 左右,以提供充足的風速和鼓風動能,同時逐步提高富氧率,進而提高風口鼓風效率,最終達到降低風口小套破損率的目的。
參考文獻:
[1] 馬洪斌,王曉朋,陳 軍.首鋼 2 號高爐風口頻繁損壞的治理[J].煉鐵,2008( 04) : 34-38.
[2] 孫愛俊,周水軍,李學浩,等.高爐風口小套破壞機理和改用鈹青銅材料的探討[J].熱加工工藝,2009,38( 23) : 81- 84.
[3] 杜廣闊,么曉麗,苗廣志,等.降低 5#高爐風口破損及燃料消耗工藝實踐[J].河北冶金,2014( 04) : 33-37.