
孫寶家, 黃文斌, 吳小江, 劉文旺, 李明
(首鋼京唐鋼鐵聯合有限責任公司, 河北唐山063200)
摘要:主要闡述了京唐球團為穩定焙燒機入機量而優化造球操作的生產摸索過程,最終保證了京唐球團生產的穩定。
關鍵詞:入機量;造球工序;帶式焙燒機;造球操作
隨著鋼鐵企業競爭的日益激烈,煉鐵生產技術經濟指標的改善和技術進步,高爐對原料系統提出了更高的要求。穩定高效的球團供應是現代化鋼鐵廠必須具備的原料條件,首鋼京唐球團廠是由首鋼國際技術研究院和德國奧圖泰公司共同研發設計的,該生產線流程簡單、設備先進、作業率高、設備故障率少、維護費用低、綠色環保、節能減排、自動化水平高,是國內帶式焙燒機生產工藝的典范[1]。
1 工藝流程簡述
首鋼京唐球團廠全文簡稱京唐球團帶式焙燒機生產工藝過程主要包括以下幾個部分:預配料系統、干燥系統、輥壓系統、熔燃制備系統、配混系統、造球系統和焙燒系統[2]。球團生產過程可概述為:將準備好的原料(細磨精礦和添加劑等),按一定比例經過配混后,進入造球系統造球,然后進入帶式焙燒機上進行干燥、預熱、焙燒、冷卻,直至送入成品系統,如圖1 所示。
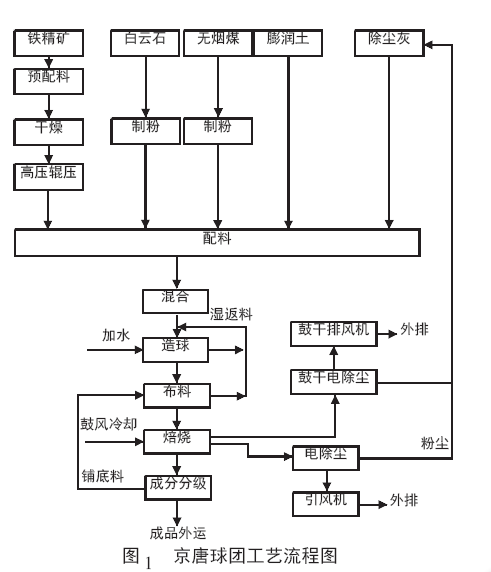
在帶式焙燒機工藝過程中,入機料量的穩定是保證成品質量的重要指標,而造球的穩定又是避免入機料量波動的重要手段。
2 造球工序生產難點控制
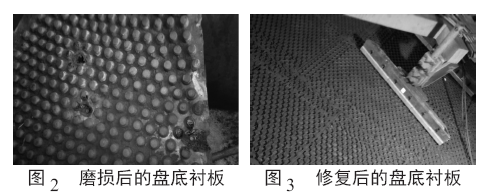
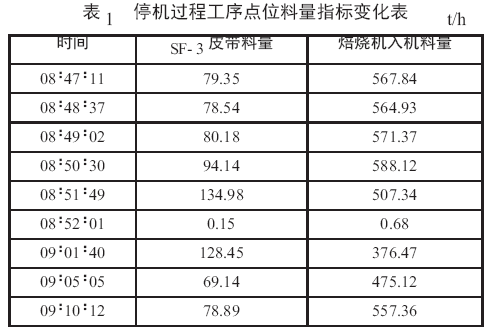
京唐球團共有8 臺套圓盤造球機,采用直徑為7.5 m目前國內最大的造球盤,單機生球產出量大,滿負荷生產控制難度大,而造球工序在日產1.2 萬t的產量要求下,根據來料造球性能變化,基本6~7 臺套能夠滿足造球工序的生產負荷,由于造球工序的特殊性,長期運轉的球盤會發生盤底、盤邊沿耐磨襯板磨損情況(見圖2),通過其他1~2 臺套備用盤進行倒修作業,更換盤底材料等達到再次投入生產的要求(見圖3)。
隨著高爐配加球團礦比例的提高,給球團生產帶來了一定壓力,特別是高爐配加球團比例提高到26%以上后,高負荷的生產是造球盤磨損加劇的重要原因[3],頻繁的倒修帶來了生產四班密集的倒盤操作,而料量較大情況下的倒盤操作極易發生料量大幅波動,從而壓停濕返系統皮帶,造成球團全線停機,帶來非計劃停機,所以摸索合理的倒盤操作、進一步穩定造球工序勢在必行。
3 穩定造球工序方案
3.1 穩定焙燒機生球入機料量指標,減少料量波動(見表1)
以2014 年11 月14 日由于倒盤操作造成停機為例。
表1 記錄了倒盤過程出現工序銜接問題造成停機的重要工序點料量變化,倒盤造成的停機都是由于造球工序輸出的料量瞬時加大,造成SF- 1 皮帶(表中SF- 3 為SF- 1 下游皮帶)料量瞬間猛增,從而超出皮帶負荷,壓停皮帶造成系統連鎖停機。
倒盤需要停運行盤A,開啟目標盤B,停A 的過程與開啟B 的過程銜接不當是造成料量瞬時放大的主要原因。而先停A 再開啟B 又會造成生球供應不足,進而影響焙燒參數變化、影響爐內氣氛,造成成品球質量變化。所以,倒盤過程要保證入機料量的平穩,又要實現更換運行盤的目標。
所以實現倒盤的快速切換是平穩入機料量的重要手段,摸索的過程中發現運行盤A、目標盤B 斜街過程造出的生球粒級不合格比例過大是給后續濕返系統皮帶壓力的重要原因,因此制定以下兩條措施:
1)目標盤B與運行盤A切換過程生球8~16 粒級合理比例必須滿足92%以上,方可繼續加入混勻礦。
2)目標盤B 與運行盤A 總和料量不得大于120 t/h。
3.2 加強設備啟停過程管理,控制倒盤節奏變化
每臺套造球造球系統由多個設備構成,分別由供料定量給料機、造球盤以及生球皮帶。倒盤操作開始前,首先,觀察目標盤B 內的剩余料量,控制A 盤的轉速適當降低,開啟B 盤,小轉速排料;其次,開啟B 盤給料定量給料機,小幅度下料,穩定生球出球量;最后,兩名操作工同時控制好A/B 盤生產節奏,出球料量,直到A 盤不出球、B 盤滿足要求生球供應需求,倒盤結束。
4 結語
京唐球團通過摸索不同的倒盤方法,以及分析自投產以來的生產數據,對倒盤操作進行深入的分析,保證了生球入機料量的穩定,自實驗新方法穩定造球工序后,由于倒盤發生的停機得到杜絕,提高了造球工序的穩定性,解決了料量變化帶來生產節奏變化的問題,成本方面,故障停機的減少降低了能源消耗,提高了作業率。設備方面,系統的非計劃停機不利于大型設備的長周期化管理,減少設備的使用壽命。