
張建師 1 ,秦登平 1,魏銳 1 ,初仁生 2 ,王東柱 1
(1. 秦皇島首秦金屬材料有限公司,河北 秦皇島 066326;2. 首鋼技術(shù)研究院,北京 石景山 100043)
摘要: 闡述了以 738H 為代表的高合金鋼主要雜質(zhì)元素成分控制方法。重點(diǎn)考慮合金增磷量,通過“轉(zhuǎn)爐雙渣 + 抑制爐后回磷”方法實(shí)現(xiàn)磷含量穩(wěn)定控制在 140 ppm;通過精煉造白渣操作進(jìn)行深脫磷,實(shí)現(xiàn)硫含量穩(wěn)定控制在 30 ppm 以下。
關(guān)鍵詞: 高合金鋼;冶煉;雜質(zhì);元素;成分;控制
0 引言
首秦公司高合金鋼坯冶煉合金成分總和在 2%~3%之間,冶煉時(shí)對(duì)溫度、周期、成分的控制、連鑄影響和鑄坯的堆冷等已經(jīng)具有相當(dāng)大的難度。而目前以 738H 為代表的高合金鋼鋼坯中目標(biāo)成分合金含量已經(jīng)達(dá)到了 4.5% 以上,所以冶煉時(shí)對(duì)溫度、周期、成分的控制難度更大。高合金鋼中合金含量大意味著加入合金的量比較大,更意味著從原材料中帶入的雜質(zhì)比較多,以 738H 鋼中磷含量為例,加入合金帶入的磷會(huì)增加 40 ~50 ppm,而該鋼成品磷要求是在 150 ppm 以下,對(duì)磷的控制提出了極高要求。同時(shí)高合金鋼坯硫含量要求小于 30 ppm 和 T[O]小于 20 ppm,這對(duì)脫硫帶來了極大的考驗(yàn)。因?yàn)橛羞^高的合金加入量使得 LF 爐脫硫前到站鋼水溫度非常低,需要長(zhǎng)時(shí)間的加熱,在保證冶煉周期的前提下就要求快速深脫硫,這對(duì)冶煉過程中的控制帶來了更大考驗(yàn)。
1 磷含量控制
磷使鑄坯產(chǎn)生裂紋,降低鋼材表面及內(nèi)部質(zhì)量。通過對(duì)板坯連鑄工藝流程的實(shí)測(cè)數(shù)據(jù)分析,認(rèn)為鋼中硫、磷等雜質(zhì)元素的晶間偏析是鑄坯產(chǎn)生中間裂紋的內(nèi)因。隨著鋼中磷、硫含量的增加,鑄坯中間裂紋的級(jí)數(shù)也整體增加。磷元素在鋼液凝固時(shí)偏析傾向大,使鋼的晶界脆化,從而使鋼的熱裂紋傾向增加。鋼中[P]>0.017% 時(shí),鋼的高溫強(qiáng)度和塑性降低,鑄坯容易產(chǎn)生縱裂,尤其是裂紋敏感性高的高碳高合金鋼。高碳高合金類鋼種 738H 成品磷含量判定要求≤0.015%,出鋼后合金加入量 63.40 kg /t。按照合金種類和合金中磷含量計(jì)算,加入合金進(jìn)行合金化后,合金帶入的增磷量為 0.0043%,如果出鋼過程下渣的回磷量按照 0.0025%計(jì)算,為滿足高碳高合金的磷含量控制要求,轉(zhuǎn)爐終點(diǎn)的磷含量?jī)?nèi)控需控制在 0.0077%,而達(dá)到成品磷含量的目標(biāo)要求是轉(zhuǎn)爐終點(diǎn)的磷含量更低,為 0.005 7%。因此,高碳高合金類鋼種冶煉轉(zhuǎn)爐終點(diǎn)磷含量的控制要求極為嚴(yán)格。
1. 1 理論模型
由于高爐冶煉不能脫磷,礦石中的磷完全進(jìn)入鐵水,因此在沒有鐵水預(yù)脫磷處理的情況下,磷完全依靠轉(zhuǎn)爐冶煉去除。轉(zhuǎn)爐脫磷雙渣法冶煉脫磷反應(yīng):
2[P]+5(FeO) +4(CaO)(4CaP·P2O5) +5[Fe] (1)

由表 1 可以看出,隨著溫度的升高,反映平衡常數(shù) K 變小。也就是說在反應(yīng)達(dá)到平衡時(shí),其他條件不變的情況下,較低的溫度能得到比較低的磷含量。

高磷高合金鋼坯磷含量要求≤150 ppm。結(jié)合首秦公司設(shè)備狀況,鋼中的磷主要是通過轉(zhuǎn)爐雙渣法冶煉和控制后續(xù)工序回磷來實(shí)現(xiàn)的。
1. 2 轉(zhuǎn)爐雙渣法脫磷工藝
轉(zhuǎn)爐脫磷主要通過雙渣法:入轉(zhuǎn)爐鐵水溫度控制在1 300℃,鐵水硅含量控制在 0.40%,采用優(yōu)質(zhì)廢鋼。頭批渣造渣時(shí)加入白灰3 ~4 t,輕燒白云石2 t,爐渣堿度控制在 1.8~2.2,溫度控制在1350 ~1400 ℃,頭批渣造渣時(shí)間控制在4~5 min;倒掉磷含量較高的頭批渣,頭批渣倒渣量≥60%。第二批渣料加入石灰 3 ~4 t,二批渣堿度控制在 3.5 ~4.5,底吹氬氣流量保持在500m3 /h,拉碳溫度在 1600~1640 ℃之間。
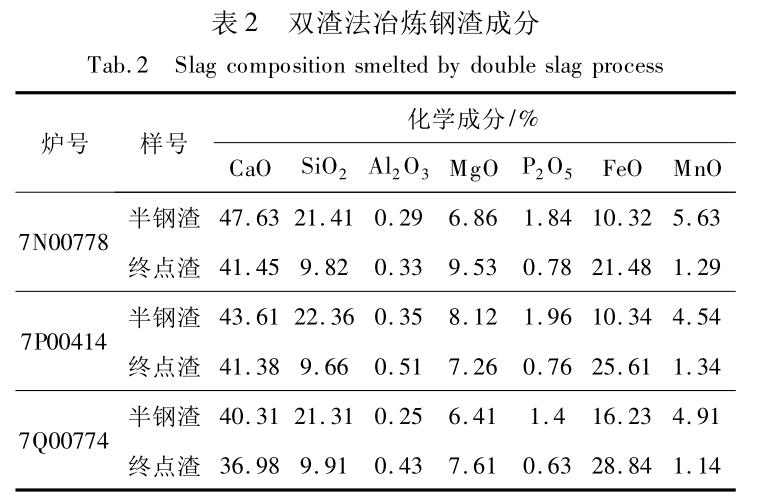
通過轉(zhuǎn)爐雙渣法脫磷控制工藝,高合金鋼連鑄坯冶煉轉(zhuǎn)爐終點(diǎn)鋼水磷平均含量控制在 80 ppm 以內(nèi)(見表2)。
1. 3 爐后抑制回磷
爐后抑制回磷主要在轉(zhuǎn)爐出鋼過程中,采用擋渣錐擋渣與 AMEPA 下渣檢測(cè)系統(tǒng)配合進(jìn)行控制。
保證轉(zhuǎn)爐出鋼口良好狀態(tài),使出鋼時(shí)間穩(wěn)定控制在4 ~6 min。轉(zhuǎn)爐出鋼時(shí)強(qiáng)化擋渣,擋渣錐擋渣,并用 AMEPA 下渣檢測(cè)系統(tǒng)。
通過以上各項(xiàng)工藝技術(shù)措施,有效地減少了轉(zhuǎn)爐出鋼過程的下渣量,下渣厚度控制在 50 mm 以內(nèi),使回磷量控制在 25 ppm 以內(nèi)。
1. 4 合金化增磷
高碳高合金類鋼種冶煉出鋼后合金的調(diào)整量較大,738H 鋼達(dá)到 61. 83 kg /t。出鋼過程采用鋁鐵合金脫氧,然后采用硅錳合金進(jìn)行配硅,鉬鐵合金進(jìn)行配鉬,釩鐵合金進(jìn)行配釩;在 LF 爐精煉過程中用高碳錳鐵和低碳錳鐵進(jìn)行配錳,采用兩種合金的原因是減少合金帶入的磷含量,最終 738H 鋼合金化過程增磷量為 38 ppm,詳細(xì)數(shù)據(jù)如表 3 所示。

1. 5 冶煉過程磷含量控制
圖 1 為高合金鋼 738H 鋼冶煉時(shí)在轉(zhuǎn)爐出鋼后,整個(gè)冶煉過程中的磷含量變化。從圖 1 中看出,磷含量控制較好,滿足對(duì)成分磷含量的控制要求。

2 硫含量和氧含量控制
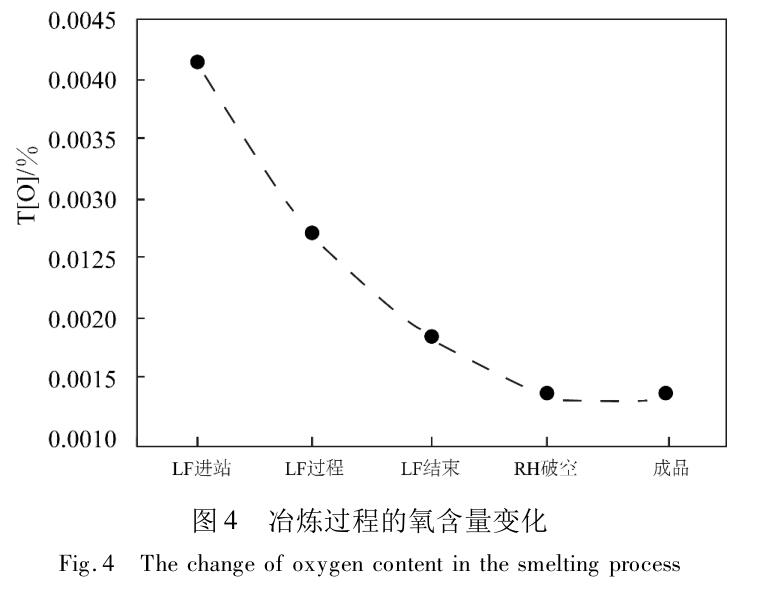
高合金鋼冶煉過程的硫含量控制穩(wěn)定,滿足鋼種冶煉要求,采用 LF 爐精煉脫硫?qū)︿撝辛蚝窟M(jìn)行控制。在實(shí)際生產(chǎn)中,成品鋼的平均硫含量和氧含量為 0. 002%以下。
出鋼過程采用鋁鐵合金強(qiáng)脫氧,加入量為 330kg /爐。根據(jù)計(jì)算脫氧劑的耗量可將轉(zhuǎn)爐終點(diǎn)的氧基本脫除,從而為脫硫創(chuàng)造良好的條件。
LF 爐精煉采用微正壓操作,嚴(yán)格控制渣、鋼的氧化性和精煉渣脫硫冶煉工藝。精煉過程采用鋁粒進(jìn)行渣面脫氧和鋼液脫氧,鋁粒的總加入量為 121kg /爐次;精煉過程的白灰和螢石總耗量為 1 320kg /爐次,LF 爐精煉過程的詳細(xì)數(shù)據(jù)如表 4 所示。

精煉過程采用鋁粒進(jìn)行渣面脫氧,精煉結(jié)束渣中(FeO + MnO)≤2.0%(見表 5),精煉渣的堿度控制在 5.46,并且保證有效精煉時(shí)間控制在 45 min。為保證 LF 爐的精煉效果,LF 爐精煉的脫硫率必須達(dá)到 80.0%。
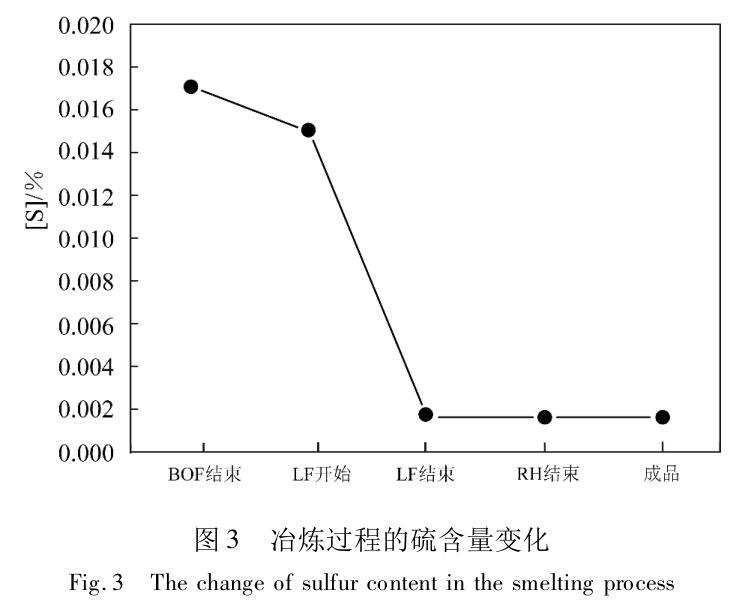
738H 鋼 LF 精煉的渣樣對(duì)比如圖 2 所示,冶煉過程中各工位的硫含量和氧含量控制如圖 3、圖 4所示。


3 結(jié)語
(1)738H 類高合金鋼采用爐后添加合金的方法,由于高合金鋼中合金含量高,加入的合金中磷元素含量也較高,加入合金后鋼水合金增磷為 30 ~50ppm。因此,爐后合金增磷非常嚴(yán)重,轉(zhuǎn)爐脫磷后出鋼溫度較低。整個(gè)冶煉過程中滿足成分磷含量要求,成品磷含量控制在 140 ppm。
(2)高合金鋼冶煉過程中的硫含量控制穩(wěn)定。采用 LF 爐精煉造白渣工藝進(jìn)行深脫硫操作,在實(shí)際生產(chǎn)中成品鋼的平均硫含量穩(wěn)定控制在 30 ppm以下。