
于彥山 曾現更
邢鋼煉鐵廠
摘要: 2017年7月13日以后,燒結生產過程中突然出現電耗升高、生產波動頻繁的情況。對此,我們對相關原因進行了分析。最終確定臺車的粘堵是整個燒結過程電耗升高和波動造成的。為了消除粘堵臺車對電耗及生產的影響,我們進一步對粘堵臺車的原因進行了分析并制訂了相應的措施,并取得了較好效果。
關鍵詞:燒結 粘臺車 影響分析 措施
2017年7月13日以后,一、二燒的臺車粘堵現象明顯,從而對整個燒結生產指標和成本造成明顯影響。表現在燒結生產過程中突然出現電耗升高、生產波動頻繁的情況。從表面來看來主要體現在一、二燒電耗同時升高,且升高幅度較大。一、二燒負壓也大副度升高。為了消除這些影響,我們對粘臺車的原因進行了分析并制訂了相關的措施,主要從負壓變化情況分析電耗升高與粘臺的相關性,分析電耗升高的主要設備因素,確定二者的必然聯系;通過工藝調整和粘結物化學成份分析,確定臺車粘結物的形成原因和相關因素,確定應對措施。
一、 電耗分析
(一) 總電耗分析
通過對7月1日至24日電耗分析,從13日以后電耗明顯升高,且二燒升高量大于一燒。扣除停機因素,一燒升高32463.12kwh/天,二燒升高66136.37kwh/天。
可以確定,本次電耗升高開始時間為7月13日,且以二燒電耗升高為主。
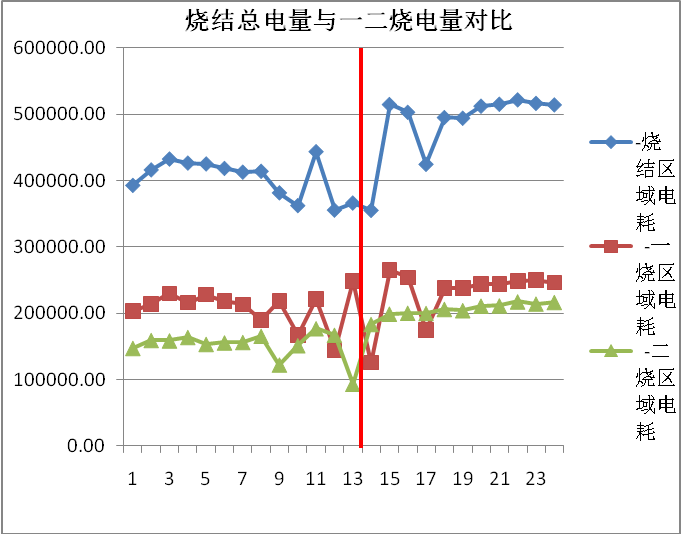
表1 烏克蘭精粉成份及細度參數
(二) 主要耗電設備用電分析
僅僅從電耗升高的量和日期上來看,不能確定電耗升高與粘臺車有直接聯系,需對主要耗電設備進行分析來進一步確認:
表2 13日前后電量升高數據
|
電耗升高量kwh/天(1-11日和13-24日無停機情況下統計) |
||||
|
一燒主抽 |
二燒主抽 |
脫硫系統 |
一燒其它設備 |
二燒其它設備 |
|
25100.26 |
53658.70 |
5153.61 |
3030.82 |
2456.57 |
無論一燒還是二燒主要增加電耗設備均為主抽風機,其它設備電耗增加量相對小很多。從設備電耗分類上看,主抽風機電耗升高是主因。
二、 主抽電耗增加原因分析(因二燒升高較多,故以二燒為例)
我們知道,臺車粘堵的直接表現是透氣性變差,從而造成生產過程中負壓升高。我們就以負壓升高與主抽使用的變頻、電流數據的相關性進行分析,來確定主抽電耗升高與粘堵臺車的關系。
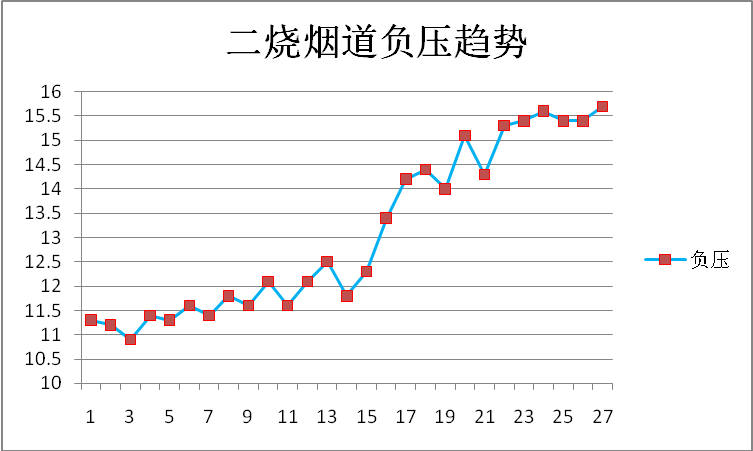
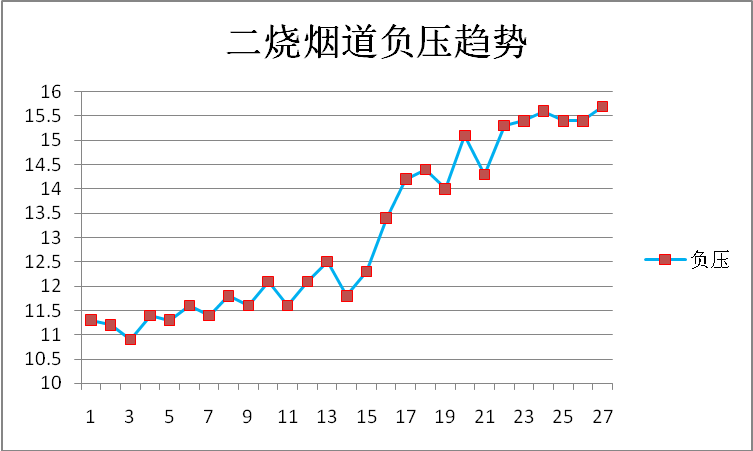
(一) 二燒煙道負壓變化與主抽變頻使用情況對比
我們將7月1日至27日的二燒煙道負壓和主抽變頻數據進行統計,形成如下兩個趨勢圖做對比:
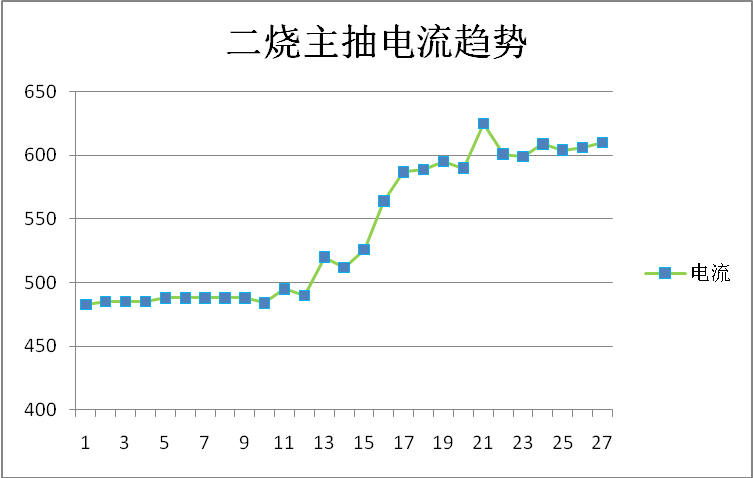
(二) 主抽電流變化情況
同時,我們對這一時間內二燒主抽電流變化情況也進行了統計,并形成如下趨勢圖:
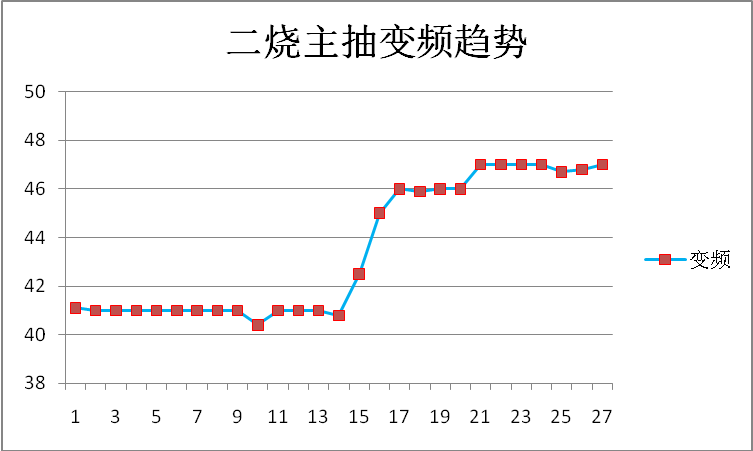
從上面的三個趨勢圖,可以很直觀的看出,在相同的時間軸上,煙道負壓與二燒主抽變頻及電流的變化是相吻合的。于是,我們得出如下結論:
主抽耗電增加原因是篦條粘堵造成透氣性變差煙道負壓升高,為了保證生產用風只能提升變頻,從而造成主抽風機電耗升高。
(說明:統計數據時間內,燒結產量并沒有明顯提升,也就是上料量沒有明顯變化)
三、 粘結物成因分析
既然確定了電耗升高與臺車粘堵的關系,或者說臺車粘堵是造成電耗升高的主要原因。我們下一步對粘結物成因進行分析。
(一) 臺車粘堵的工藝表現
1. 主要參數表現:
² 終點溫度:350-365 ℃
² 煙道負壓:≥15kp
² 主抽變頻:≥46赫茲
² 主抽電流:580-620A
2. 篦條粘結情況:
從現場來看,主要粘結部位在臺車篦條之間、篦條與隔熱件的縫隙、篦條端部及隔熱件與臺車框架縫隙。
從現場情況看,粘接物為細灰狀物質粘接,中間沒有鋪底料等小顆粒做“晶核”,且與篦條接觸部位有明顯的“反應層”,對篦條腐蝕嚴重。由此可以確定不是日常“跑濕料”造成的。而且清理困難,一是硬二是粘,必須用風鎬或電鎬清理。

臺車篦條之間的粘接情況

篦條與隔熱件粘結

隔熱件粘接情況
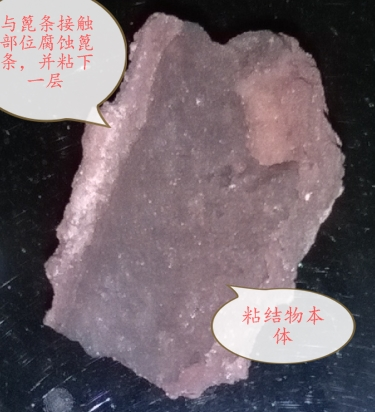
粘接物本體情況
(二) 粘接物的化學成分
為了進一步弄清造成篦條粘結的原因,我們對粘結物的化學組成進行了分析,具體成分見下表:
|
Tfe |
CaO |
MgO |
Al2O3 |
SiO2 |
S |
P |
|
36.84 |
6.24 |
1.73 |
1.68 |
3.8 |
3.954 |
0.081 |
|
TiO2 |
Mn |
Cr |
Ni |
As |
Zn |
Cu |
|
0.141 |
0.271 |
0.697 |
0.046 |
0.042 |
0.07 |
0.066 |
|
Mo |
K |
Na |
Pb |
V |
Sn |
Sb |
|
0.009 |
10.439 |
0.049 |
0.017 |
0.001 |
0.0001 |
0.0007 |
從上面的表中可以看出,粘接物中S、Cr、K含量明顯高,尤其是Cr高出正常機頭除塵灰。
根據上面的成分,我們認為造成篦條粘堵的主要原因還在原料上,通過對粘結物進行分析,Cr含量達到0.697%,判斷是不銹鋼渣中帶來;鉀含量達到10%以上,查原料中堿性精粉鉀含量達到0.15%以上(其他原料均為微量),所以主要為堿性精粉帶來(另外,由于正常機頭除塵灰中堿金屬本來就高,不排除是正常的富集)。
四、 主要措施
根據生產的實際情況,建議采取如下措施:
1. 當含有高鉻的不銹鋼渣時,小量配入,避免鉻集中進入混勻料;
2. 一旦出現粘結,必須在線對臺車進行處理;
3. 操作上提高燒結終點溫度在370度以上,使K能部分向除塵灰中遷移而排出;
上面措施的實施,也確實緩解了一、二燒篦條的粘結,8月中旬后燒結生產基本恢復正常,主抽變頻維持在41-42赫茲,電流穩定在560A上下。
五、 結論
通過分析得出如下結論:雖然不清楚機理和具體的反應過程,但K的低熔點和Cr可溶于強堿的性質,使其含量達到一定程度時,二者結合并在臺車篦條處富集極易造成臺車糊篦條,使透氣性變差,燒結負壓升高,操作上為了獲得足夠風量被迫提高主抽變頻,最終造成電耗升高。
參考文獻:
[1] 百度詞條:Cr.