
放料檢測儀在首鋼高爐上料系統中的應用
王明銀 崔允 代洪愷
1 放料狀態檢測儀使用背景
目前首鋼煉鐵高爐使用的檢測料空信號的方式是除京唐 3#高爐只使用放料狀態檢測儀做為料空信號檢測外,其余采用放料狀態檢測儀與核儀表料位計共同檢測料控信號。核儀表即在料罐底部一端安裝放射性物質、另一端安裝放射性物質檢測裝置,通過檢測放射性物質的強度來達到檢測料罐料空。由于這種檢測方式使用放射性物質,所以對人體危害較大,生產、維護人員作業時需要配備專用檢測儀器,定期進行體檢。
高爐檢修時需要進行多部門聯合對核源檢測設備進行檢查、保護、安裝和拆卸,生產組織難度較大、成本較高。
放料狀態檢測儀屬于冶金業高爐料罐放料控制技術領域,提供了一種新型的判斷高爐料罐料空的方法。對于冶金業來說,高爐料罐放料控制在冶金煉鐵業有著極其重要的作用,是保證高爐料線和布料均勻的關鍵。確保高爐料線和布料均勻與否的核心是料罐的料空信號是否準確。國內許多大型鋼鐵廠都是采用核儀表檢測高爐料罐的料空,使用核儀表檢測料空維護成本較大,要定期對核儀表操作人員進行專業體檢,要定期使用專業的放射源輻射檢測儀表對放射源進行泄露檢測。而使用振動值檢測料空精度較高,維護成本較小,安全環保,市場前景很好。
2 放料狀態檢測儀使用目標
設備的總體技術目標為使用振動檢測信號穩定、可靠地判斷高爐料罐料空,并在高爐煉鐵生產中替代核儀表檢測高爐料罐的料空。
3 放料狀態檢測儀研制
3.1 放料狀態檢測儀設計
為了節約成本,減少對生產、維護人員的身體損害,探索使用振動信號取代核源檢測設備來檢測料空。將檢測振動的探頭安裝在料罐下方,通過下料過程中料流碰撞管道內壁測量振動值,通過分析料罐在各種狀態(裝料、放料、均壓、放散、節流吹掃等)下振動值曲線和料罐的狀態,得到料空信號和放料時間。在放料時通過監測振動值處理出蓬料報警,使崗位工更及時準確的處理料罐蓬料。
在高爐料罐底部下密封閥的下方斜管道外壁處安裝加速度傳感器來檢測料罐放料時管道外壁的振動強度。檢測的振動強度信號通過信號轉換器轉換成可編程控制器接受的模擬量信號,然后由可編程控制器將模擬量信號量程轉換,得到料罐放料時管道外壁的振動值。
優點:方法精度較高,且安全環保,無輻射,對人體沒有任何傷害。
缺點:料空檢測不是直觀顯示,是通過料罐狀態直觀判斷出來的。
測振蓬料報警技術:
①原理:當料罐下密封閥打開,節流閥開到設定角度后,料罐進入正在放料狀態,在正在放料過程中出現料罐不向高爐爐內放料時,相應的振動值也會減小,當放料時間未達到設定的報警時間(設定報警時間=最小放料時間-10)是就會蓬料報警。
②系統構成:由監控中心和監控終端兩部分構成。監控終端由振動檢測裝置、信號轉換器、PLC 組成。監控中心由上位軟件、計算機等構成。
③技術特點:報警準確率高,管理、維護方便
3.2 放料狀態檢測儀使用場景
①監控終端部分,將京唐 3#和遷鋼 2#高爐南、北料罐底部各安裝一個振動檢測裝置和信號轉換器,通過信號轉換器轉換成模擬量信號給上料 PLC,PLC 經過量程轉換成振動數值, 為料空檢測系統提供原始基礎數據。
現場振動檢測裝置采用美國進口傳感器,信號轉換裝置采用北京首興合眾科技有限公司生產的 LZSY-a 放料狀態檢測儀。
②監控中心部分,監控京唐 3#和遷鋼 2#高爐南、北料罐,進入主控室現有的上位機畫面。通過 PLC 編程完成料罐料空判斷。
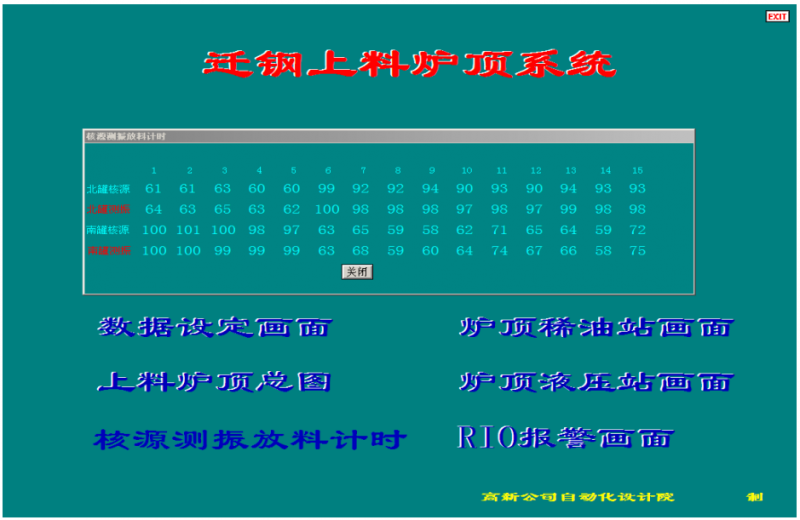
上位機程序軟件可實現功能:南、北料罐測振料空顯示;南、北料罐南放料時間顯示、料罐正在放料時蓬料報警;南、北料罐測振時間法料空切換畫面;南、北料罐 15 批料放料時間顯示。
上、下位程序按要求編譯,裝載于在線使用的計算機中,完成數據的處理、采集、顯示、聯鎖功能。
3.3 放料狀態檢測儀調試
應用的振動檢測裝置和信號轉換器都是按照廠家要求安裝。振動檢測裝置的最優位置方法是在放料時將振動檢測裝置貼在下密閥與節流閥之間的管道外壁處,振動值顯示較大而且在放料結束時振動值顯示立即減小。經過長期在線測試,已經確認南、北料罐振動檢測裝置的最優位置,能如實的反映料罐的放料情況。
①2014 年 10 月 7 日投入振動料空測試,截止到 2014 年 10 月 26 日 9:50 北罐共測試 2358罐,南罐共測試 2399 罐;其中北罐放礦石 813 罐;北罐放焦炭 1545 罐;南罐放礦石 1619罐;南罐放焦炭 780 罐。在 PLC 程序中實際圈數與設定圈數的差值大于0.7 時會對節流修正,因此我們認為實際圈數與設定圈數小于 0.7 時認為是準確的。對照表如下:

4 放料狀態檢測儀應用
4.1 總體使用概況
在上料爐頂系統畫面增加料罐振動值顯示和測振料空顯示,當料罐投入測振料空時振動值顯示為紅色字,當料罐不投入測振料空時振動值顯示為黑色字。

在爐頂系統控制畫面增加兩個振動料空選擇按鈕,一個節流控制選擇按鈕,增加放料開始和結束時振動值設定。節流控制選擇按鈕是料罐在放焦炭時選擇時間法還是料空法,時間法是指在放料達到一定時間后開大節流;料空法是指在料罐料空之后開大節流。
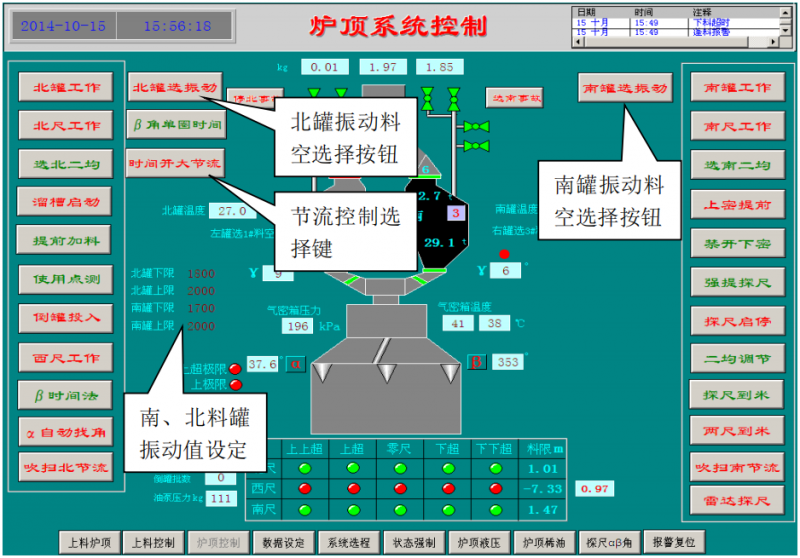
在主畫面增加核源測振放料計時對照顯示畫面,方便在雙系統同步運行期間放料時間對比。
下一步工作是增加振動故障時時間法料空程序,并在畫面上增加選擇鍵和時間設定。時間設定在畫面設置寄存器,方便操作工在振動故障時臨時放料控制時間。振動料空時間法只是在振動故障時才能投入,投入后計控人員處理故障,處理完畢后立即投入振動料空。
4.2 首鋼遷鋼典型應用說明
遷鋼二高爐上料使用振動信號檢測料空系統投入后,能在料罐放料過程中準確的顯示出料罐料空和蓬料報警,南、北料罐在放焦炭、礦石放料具體情況如下:
①如下圖北罐在 11:30:41 開始放礦石,11:31:51 料罐料空;放料期間振動值最大值達到 12021,最小值達到 5181;放料時間為 68 秒。

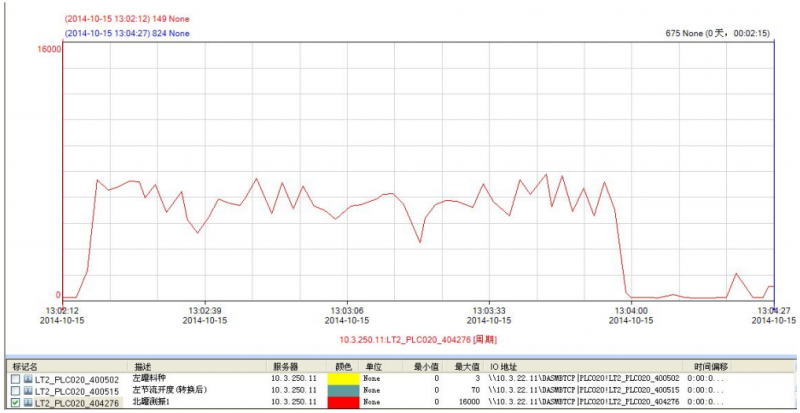
②如下圖北罐在 13:02:17 開始放焦碳,13:03:59 料罐料空;放料期間振動值最大值達4到 7835,最小值達到 3555;放料時間為 98 秒。
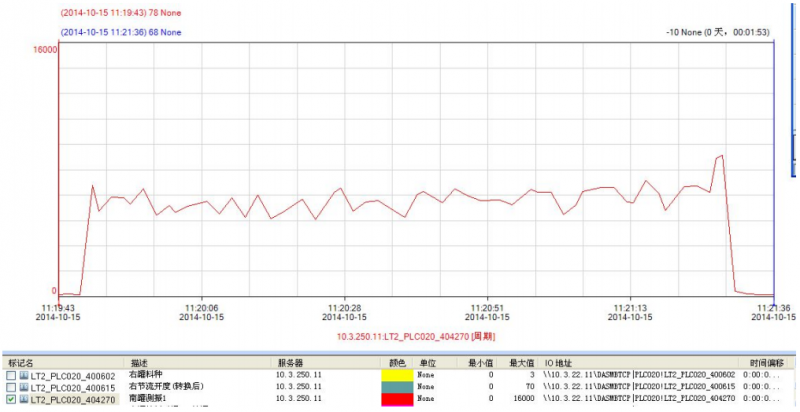
③如下圖南罐在 11:19:47 開始放焦炭,11:21:30 料罐料空;放料期間振動值最大值達到 8950,最小值達到 4874;放料時間為 100 秒。
④如下圖南罐在 12:40:16 開始放礦石,12:41:27 料罐料空;放料期間振動值最大值達到 10069,最小值達到 4101;放料時間為 69 秒。

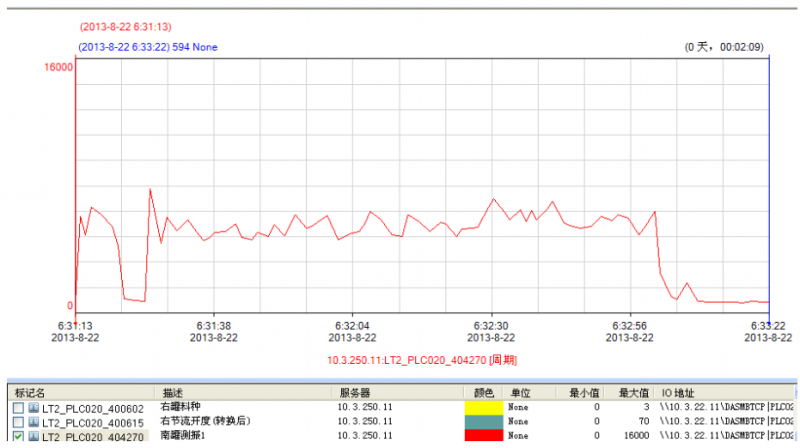
⑤如下圖在南罐放焦炭時振動曲線,06:31:13 開始放料,06:31:22 發生蓬料,06:31:26,料罐恢復正常放料,06:33:03 放料結束。放料期間發生蓬料 4 秒。
⑥自 2 高爐 2014 年 11 月 12 日 16:00 送風以后,11 月 13 日到 11 月 16 日期間上料在放料期間頻繁發生蓬料報警。統計蓬料報警時間較長次數如下:北罐 9 次,南罐 18 次。均由料罐振動值體現出來并在畫面上報出,方便崗位人員處理蓬料故障;而核源檢測料空并不能體現出料罐蓬料報警。
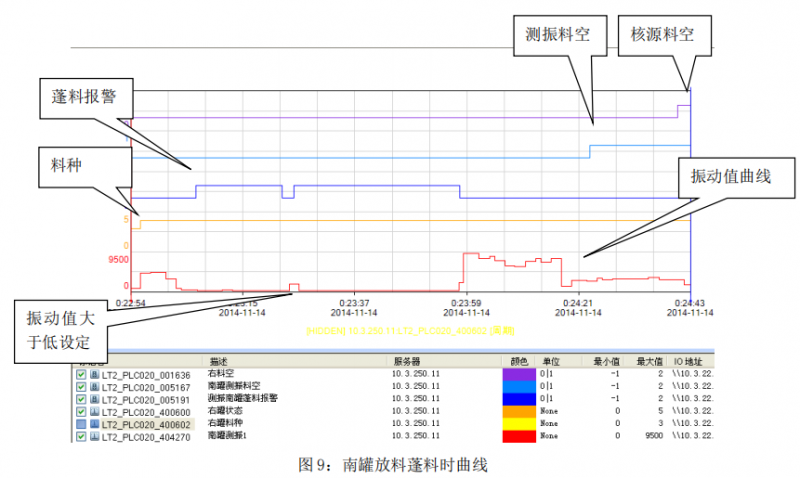
從振動值曲線可以看出在放料開始 11 秒后發生蓬料,崗位人員發現后進行處理。崗位人員在處理蓬料過程中,從振動值曲線可以看出在崗位人員處理過程中振動值大于低限后蓬料報警消除;之后又發生蓬料報警,最終正常放料。而核源只能檢測料空,無法判斷在放料過程中的蓬料。這是測振料空比核源料空的最大優點。
4.3 首鋼京唐 3#高爐典型應用說明
將振動檢測傳感器貼在下密閥與節流閥之間的管道外壁處,選擇振動值顯示較大而且在放料結束時振動值顯示立即減小的位置見圖 10,經過在線測試,確認了振動檢測裝置的恰當位置,能夠如實的反映料罐的放料情況,并通過圖線的變化趨勢和幅值得出料空時的狀態和料空時間并能區分料罐放料時的材料。

曲線分析:
①如下圖 11 所示左罐在 700s 時開始放礦石,860s 時料罐料空;放料期間振動值最大值達到 2.8V,電流信號經 PLC(400-4000)的量程轉換后,整體振蕩在 2500 左右的區間內, 瞬時值如圖 12,放料時間為 160 秒左右。其中零罐顯示為相鄰右罐焦炭放料時采集到的振動信號,可作為右罐放料時間校準的參考。
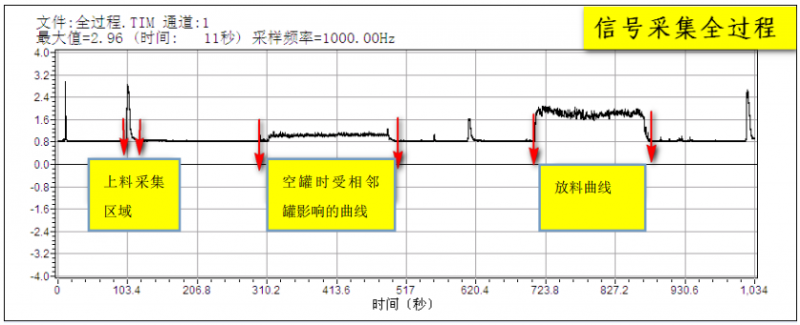
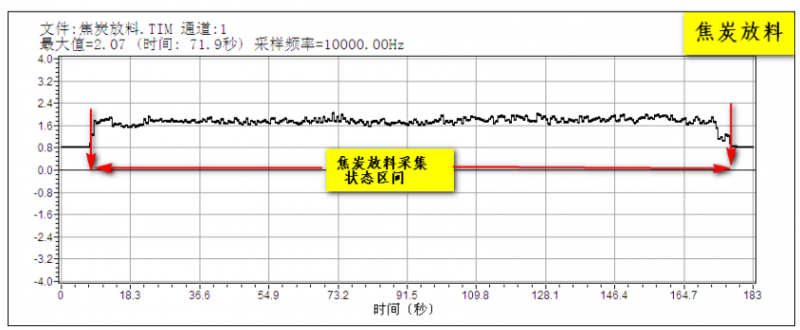
②如下圖 13 左罐在 9s 時開始放焦碳,177s 料罐料空;放料期間振動值最大值達到 2.07V,電流信號經 PLC(400-4000)的量程轉換后,整體振蕩在 2000 左右的區間內瞬時值如圖 14,放料時間約為 168 秒。

③通過曲線可以精確計算出礦石和焦炭的放料時間
④通過比較兩組曲線的振動值的幅值范圍及放料時間可以區分料罐內的材料
⑤放料狀態檢測儀使用結論
通過使用振動信號檢測料罐料空技術的實施,可以在高爐料罐放料過程中準確的顯示出料罐底部振動值,通過 PLC 程序處理后能準確顯示料罐料空,在放料過程中能準確提示崗位操作人員蓬料。
京唐 3#高爐自 2019 年 4 月 26 日投產至今,放料狀態檢測儀充分體現了:安裝方便,檢測靈敏,連續監測,準確穩定,價格低維護費用少,無放射污染等特點優勢,保障滿足了特大高爐上料需求。在高爐打產期間充分發揮產品連續監測優勢,提高了高爐上料、佈料系統效率和自動化操作水平。沒有因為檢測儀料控信號不準、不穩定而影響高爐上料。被高爐上料技術人員譽為“高爐料罐上料監測的聽診器”。